






激光器的光束模式对激光加工效果有较大的影响。如下图所示为几种常见的激光器的光束形状。以激光焊接为例,对于高斯分布的激光束,焊缝截面通常为细长的钉子形状;而对于平顶分布的激光束,激光能量分布较为均匀,焊缝截面上部与下部的宽度较一致。
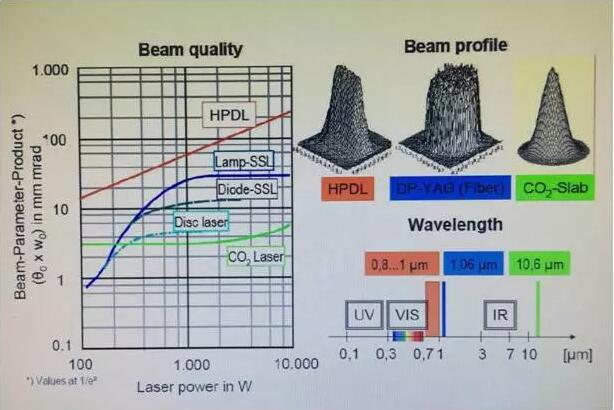
半导体激光器的光束呈平顶分布,光束能量分布均匀,适用于熔覆、钎焊以及表面热处理等应用。创鑫激光HDLS高功率光纤耦合半导体激光系统具有比光纤激光器更高的电光转换效率、更紧凑的体积以及更具竞争力的价格。激光通过光纤传导输出,适合于与自动化设备配套,实现柔性加工。
创鑫激光HDLS半导体激光器的应用

激光熔覆
激光熔覆是指在被熔覆基体表面上放置涂层材料,经激光辐照使之与基体表面同时熔化,快速凝固后形成与基体成冶金结合的表面涂层。激光熔覆能显著改善基层表面的耐磨、耐蚀、耐热、抗氧化及电气特性,从而达到表面改性或修复的目的,既满足了对材料表面特定性能的要求,又节约了大量的贵重元素。激光熔覆工艺主要应用于模具、轴承等贵重易损件的材料表面改性、表面修复,具有极高的经济价值。如图所示为典型的激光熔覆过程。
激光钎焊
激光钎焊时采用激光作为热源,钎料熔化填充接头间隙,实现被焊母材的连接。钎焊前对工件必须进行细致加工和严格清洗,除去油污和过厚的氧化膜,保证接口装配间隙。钎焊变形小,接头光滑美观,适合于焊接精密、复杂和由不同材料组成的构件,如透平叶片、硬质合金刀具和印刷电路板等。由于半导体激光器平顶光束能量均匀的特点,激光熔覆时一般采用半导体激光器作为热源。
激光焊接
激光焊接因其深宽比大、热输入量小等优点,被广泛应用于不锈钢、铝、铜等多种材料及异种材料的焊接。相较光纤激光器,半导体激光器光束能量分布均匀、光斑较粗,适用于塑料焊接,以及五金等行业焊接工件接头间隙较大的场合,焊缝表面平整,可容许接头一定的间隙,焊接质量优良。如下图所示为1.0mm厚SUS304不锈钢对接焊的焊缝宏观形貌及截面金相。

焊缝宏观形貌
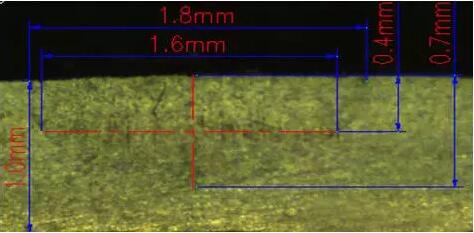
焊缝截面金相
由焊缝金相可知,采用半导体激光器焊接不锈钢材料时,焊缝较宽,为典型的热导焊。对于五金等行业接头存在一定间隙的薄板焊接场合,半导体激光焊接是一种高效、优质、经济的焊接工艺。
创鑫激光HDLS半导体激光器参数介绍

创鑫激光提供150W、1500W、3000W及4500W等几种半导体激光器产品,激光功率连续可调,通过光纤传导,可与与机床、机器人等进行系统集成,适用于激光熔覆、激光焊接、激光钎焊等应用场合。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

