






光纤激光器目前已经成为高功率激光加工应用的首选,但在20 世纪90年代,平均功率在1kW 以内的连续单模光纤激光器首先被推广于切割应用。尽管这些激光器可以被调制高达50kHz,他们依然不能解决需要低占空比、高峰值功率、对热传导有要求的点焊应用问题。近年来,准连续光纤激光器已经在商业应用上获得成功,主要原因之一便是当QCW准连续光纤激光器处于高峰值功率的脉冲模式时,可以轻松解决低占空比点焊问题。通过大场镜振镜高速调制光束目前用于焊接消费电子设备。这种工艺类似于目前汽车行业中车门及座椅所用到的千瓦级远程焊的缩减版。

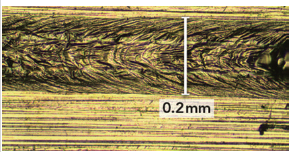
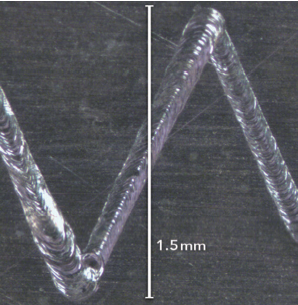
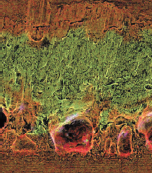

图1. 150/1500 QCW 模块
IPG Photonics的单模YLR-150/1500-QCW光纤激光器(图1)在两个层面展现出独特性。第一,非常高的亮度,带有标准切割版光纤的单模版可产生小于30μm的光束,同时还允许进行切割和钻孔应用。第二,在连续输出模式时,这些激光器可以产生比脉冲激光器更高的平均功率——例如, QCW系列中150/1500的激光器,在脉冲模式下可产生 150W的平均功率和1,500W 的峰值功率,连续模式时平均功率输出可超过230W。本文中,介绍的就是这种高亮度激光器在连续模式下高速焊接多种金属薄片的例子。
钥匙孔焊
已经有很多关于千瓦级高功率激光器钥匙孔焊接的文献。最早的文献是Miyamoto具有划时代意义的、关于高亮度和低平均功率的光纤激光器钥匙孔焊接。他在该文献中证明更小的钥匙孔在熔化金属的过程中更有效率。
图2. 铝—铜焊接的焊缝正面
使用QCW单模光纤激光器和定焦小光斑,证明可以实现同等高效钥匙孔工艺——通常将这称为精密钥匙孔焊接。
焊接高反材料
激光器与光路传输配件的发展使焊接更多的金属,特别是高反金属成为可能。
该领域早期的研究工作主要在于汽车行业中将厚度大于1mm的铝合金与碳钢焊接以实现汽车轻量化。用高亮度中红外光纤激光器配合现已被客户完全接受、被称为摆动焊接的光束调制技术焊接铜这种最难焊接的金属,即用高功率多模光纤激光器来焊接非常厚的铜。
焊接实验
在这些实验中,光束传输系统和激光控制器与传统激光打标平台搭建类似,唯一不同的是使用了YLR-150/1500-AC-SM(单模)光纤激光器。选用焦距为100mm的标准版准直镜和163mm的扫描振镜——这种组合下光束直径为23μm。本实验中多数使用的输出功率为227W。25×75mm大小的长矩形箔片样件,重叠部分为25mm,并且在样件的宽度方向,有7条2mm的焊缝所占的长度为22mm。该样件配置基本上与相关的ASTM标准类似。
我们进行了不同金属组合的一系列焊接实验。大多数情况下,为不同金属组合建立局部优化程序包括:保持平均功率最高不超过连续输出模式(227W)的98%并逐渐提高焊接速度来确保稳定的钥匙孔焊接状态;如果平均功率在某种材料组合的情况下产生飞溅,就减少平均功率直到焊接过程中无飞溅产生;如果产生驼峰(通常在高速焊接不锈钢时),就再次调整平均功率直到驼峰减小到可接受的范围,并且通过调整焊接速度,确定不同材料组合中熔焊质量最好时的焊接速度和功率;以上实验中均未使用保护气。
焊缝强度测试
最为广泛采用并最为直接的测试箔片焊缝强度的方法就是在金属板之间焊接一条搭焊焊缝。在测试中进行机械硬化,测量断裂面的难度限制了焊缝强度数值的准确性。
因此以测量标准宽度为1 in样件的最终失效载荷作为实际半量化方法来评估和比较这些不同金属组合的焊缝强度。这里采用Instron 3366测试所有不同材料组合的失效形式,并检查剪切拉伸测试、焊缝成形和焊缝断裂。
结论
大多数材料组合对接处失效区宽度约为60μm,并且所有组合的对接处失效区宽度均小于100μm。
这些结果的惊人特性就是每个组合的焊接速度。显然,当高于吸收的影响阈值时,铝合金的物理特性使非常有效的钥匙孔焊接工艺成为可能。图2展示的是铜在铝合金焊缝中的分布。图3展示的是锯齿形焊缝形状,是另一种可能被用于改进焊缝强度和可控性的工艺。
图3. 锯齿形铝—不锈钢焊接的焊缝
接下来的测试包含使用更长焦、254mm的扫描振镜焊接100μm不锈钢箔片。通过振镜很容易获得两块100μm302不锈钢箔片间焊缝质量良好,在聚焦镜上下8mm通过调整焊接速度会增加焊缝宽度和强度。采用这种聚焦系统时,焊接工艺很容易受到焦点位置的影响,而且如果系统组装需要获得不同质量的焊缝,自动化的需求可以被极大地简化。
在这个实验中,焊缝表面一致性好,没有常规条件下焊接这些材料所产生的飞溅。
图4 扫描电子显微镜成像放大600 倍显示的302 不锈钢焊接磷青铜
图4显示的是磷青铜与不锈钢焊接的扫描电子显微镜(SEM)成像。在这个实验中,针对磷青铜一侧的焊接界面进行过失效测试,结果发现,富含铁(图中绿色部分)的焊接基材熔入韧性剪切带失效的磷青铜并被包围。
当与磷青铜焊接时,低碳钢的高焊缝强度需要进行更多研究,但所有材料与低碳钢焊接时都获得高焊缝强度。
磷青铜凭借高强度被广泛用于替代铜,而且焊接磷青铜和黑金属的能力非常重要。图5a 中的平滑的焊珠顶部说明钥匙孔焊缝相当的稳定。焊缝表面失效(图5b)说明富铜层的韧性破坏转移到了下层不锈钢表面。
图5 磷青铜与不锈钢焊缝(a),以及放大500 倍以后所显示的焊缝韧性表面失效
焊接镍钛合金与不锈钢很难是由于其极易脆裂、严重限制焊缝韧性的金属结构。尽管这里没有将韧性量化,初步的实验结果表明它大大改善了高热量输入的焊接工艺。并且尽管该实验中没有使用惰性保护气,这些材料组合确实能借助氩气保护减少金属化合物的形成。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

