




IPG光子公司诚挚地邀请您参加2017年6月27-30日在上海新国际博览中心举行的第二十二届埃森焊接与切割展。欢迎您光临我们的展位N5480,N5馆。届时我们将为您展示IPG光纤激光器在汽车、动力电池以及其他通用焊接领域的最新技术和应用。



焊接工艺方法的选择主要取决于材料类型、结构设计,以及结构应力等因素。对于要求较高焊接速度、较低焊接热输入、较小热影响区(HAZ)和焊接变形的焊接需求,激光焊接工艺通常能够提供理想的解决方案。可以通过一台机器完成不锈钢、碳钢、金、银、铝、工具钢、镍合金、钛、黄铜及铜等多种材料的复合焊、热导焊、点焊和深熔焊等多种焊接工艺。
汽车行业应用
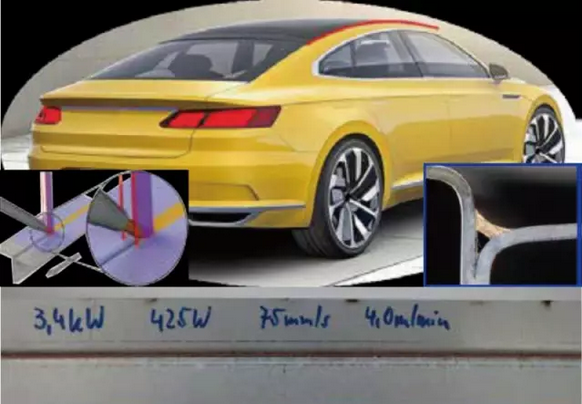
行李箱钎焊后盖
Problem 现实问题
钎焊基材清洁不足、存在氧化的情况下,会影响焊缝及外观。单光点钎焊难以解决飞溅、气孔和表面鱼鳞纹导致的喷漆附着力差、耐腐蚀性低、激光加工范围小的问题。双光点光路则通常无法调整光束能量。
Solution 解决办法
三光点钎焊在主光点前方两侧设有两个较小的剥蚀光点, 三个光点方向相同,剥蚀光点局部加热清洁金属基材。
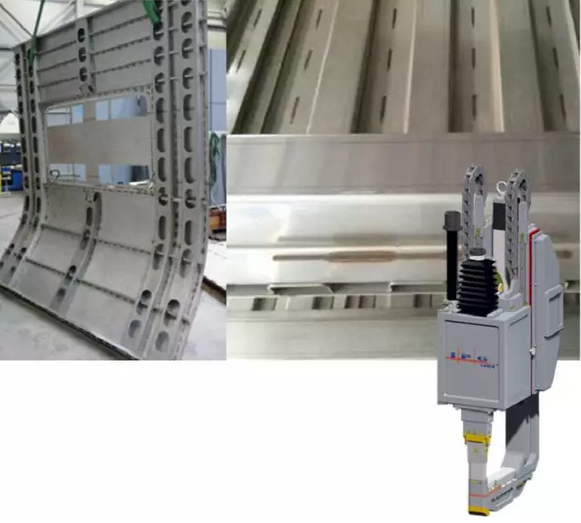
车门LSS线焊
Problem 现实问题
电阻点焊需要集成装卡、热成型钢焊接强度低、电极损耗。
普通激光焊接需要专门建立激光安全房,同需装卡夹具。
Solution 解决办法
无需夹具,夹持力高达3000 N。通过附加的摆动延长焊缝长度可提升焊缝强度。集成内供气可用来做铝合金和不锈钢焊接时的保护气。
带来优势
1 类激光焊接工具。成本最高节约30%,减少50% 的焊接工作量。已焊接250 万台车身,稳健的生产技术,焊接无气孔、飞溅极少。已成功焊接镀层钢板/热成型钢、铝合金、钢材与铝合金、不锈钢等各种不同材料。
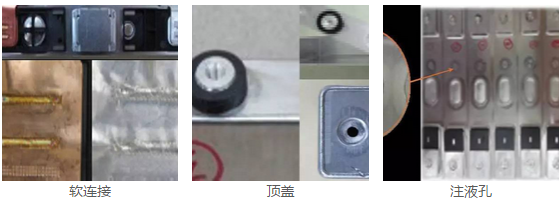
方形动力电池应用
电芯本体焊接
带来优势(配合D50 焊接头):
软连接焊接速度达到150 mm/s,熔接面积,铜>14 mm²,铝>18 mm²
封口满焊速度达到75-200 mm/s,密封性不小于1 MPa
注液孔有效熔深0.5 mm,焊接速度35 mm/s
已经广泛用于顶盖、软连接以及注液孔的焊接中
模组焊接
带来优势(配合振镜):
2 mm 铝合金, 焊接速度达到100mm/S,同厚度的铜焊速度达到120 mm/s
焊接速度达到120 mm/s,是定焦焊接的2倍
非机械移动式焊接,跳转时间可忽略,焊点越多,焊接效率越高
可以非常容易地实现各种摆动焊接,提高铝合金焊接接头性能
柱形动力电池应用
带来优势
焊接效率远高于YAG。焊接质量好,焊点一致性更好。无需更换励起灯,没有维护成本。电光转换效率35% 以上,如使用连续光纤激光器最高可达49%,而YAG 脉冲激光器只有2%。
R32 电芯外壳封焊
带来优势
使用连续激光器进行焊接,焊接速度快、至少是YAG 焊接速度的5倍,效率高。焊缝质量好。
透明医疗材料无缝焊接

带来的收益
2μm 的波长,可用于塑料等非金属材料焊接。可处理透明高分子材料,成功运用于Eastman公司Tritan在医疗领域的无添加双酚A无缝焊接。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

