






摘 要:激光切割机床在切割板材时不同的聚焦镜焦点位置对穿孔和切割效果有较大影响,因此需要频繁调整聚焦镜的焦点位置来实现板材加工中快速穿孔和切割。如果进行手动焦点调整,则操作繁琐,而且影响效率。变形镜的曲率变化可以使激光光束在传导至聚焦镜时焦点随之变化,因此可以将变形镜应用在激光机床上作为自动调整焦点装置,从而提升机床使用效率。
关键词:变形镜;焦点;激光机床
0 、引 言
激光切割机在板材加工中的应用越来越广泛,但由于早期机床技术薄弱,机床功能不太完善,仅仅能够勉强满足使用。而目前激光技术发展突飞猛进,机床原有功能已不能适应当前需要,如果能在相关功能上进行改造,可以提高机床性能,在花费尽可能少的情况下就可以满足客户的需要。某公司欲对早期购买的数控激光切割机在提高机床加工效率上进行相关改进。
1 、背景技术
该机床为2008年的激光切割机,该机床采用FANUC CO2 的 4 kW 激光器,数控系统为 FANUC 18iL。通过对该机床的结构、性能、精度等进行全面分析,我们发现机床性能良好,切割速度快,工件的切割断面光洁。但是切割头的焦点调整为手动调整,比较繁琐和费时;同时机床在加工 6 mm 厚以上的碳钢板材,穿孔时间过长,严重影响了机床的加工效率。因此仅需缩短机床切割时的穿孔时间和焦点自动调整改进就可以提高机床整个加工效率。
2 、设计原理
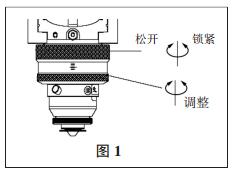
由于激光切割机床在切割板材时不同的聚焦镜焦点位置对穿孔和切割效果有较大影响, 因此需要频繁调整聚焦镜的焦点位置,早期机床一般 用的是通过手动调整切割头焦点 ,如图 1.
关键词:变形镜;焦点;激光机床
0 、引 言
激光切割机在板材加工中的应用越来越广泛,但由于早期机床技术薄弱,机床功能不太完善,仅仅能够勉强满足使用。而目前激光技术发展突飞猛进,机床原有功能已不能适应当前需要,如果能在相关功能上进行改造,可以提高机床性能,在花费尽可能少的情况下就可以满足客户的需要。某公司欲对早期购买的数控激光切割机在提高机床加工效率上进行相关改进。
1 、背景技术
该机床为2008年的激光切割机,该机床采用FANUC CO2 的 4 kW 激光器,数控系统为 FANUC 18iL。通过对该机床的结构、性能、精度等进行全面分析,我们发现机床性能良好,切割速度快,工件的切割断面光洁。但是切割头的焦点调整为手动调整,比较繁琐和费时;同时机床在加工 6 mm 厚以上的碳钢板材,穿孔时间过长,严重影响了机床的加工效率。因此仅需缩短机床切割时的穿孔时间和焦点自动调整改进就可以提高机床整个加工效率。
2 、设计原理
由于激光切割机床在切割板材时不同的聚焦镜焦点位置对穿孔和切割效果有较大影响, 因此需要频繁调整聚焦镜的焦点位置,早期机床一般 用的是通过手动调整切割头焦点 ,如图 1.
在切割碳钢板材时,切割时焦点在板材表面左右,而实际上穿孔时焦点在板材下则更易穿透,如果通过采用变形镜能自动调节焦点位置,就可以使穿孔时间大大缩短,提高碳钢穿孔的加工效率,如图 2。

同时在加工不锈钢材料时,以前随着板厚不同而频繁手动调节切割头焦点,通过采用变型镜可以自动控制聚焦镜焦点位置,也就提高了不锈钢材料的加工效率。
因此可以通过采用 0——10 V 模拟量电压控制比例阀的气压使变形镜的曲率变化,从而使聚焦镜的焦点随之变化。
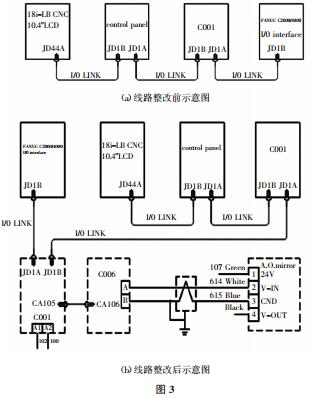
3 、线路整改
在 FANUC 18i-LB 系统上增加变形镜穿孔功能需增加一个端子型 I/O 模块基本模块和扩展模块 E,具体的线路整改详见图 3。
4、 PLC 软件设计、变形镜的设定及子程序
根据设计要求,我们将控制地址按如下定义:
X40:2001/8
Y40:2001/4
通过对宏变量数值的设定来改变变形镜的曲率,从而达到调节焦点的目的:
#530 当前变形镜数值
#531 第一次变焦时变形镜数值 推荐数值:1.0
#532 第二次变焦时变形镜数值 推荐数值:1.2
#533 第三次变焦时变形镜数值 推荐数值=#534
#534 切割时变形镜数值 具体焦点数值
表1 焦点位置及宏数值对应关系

宏参数 #530=0.67 是焦点为 0,宏参数+0.08 焦点位置向下移动约 1 mm,宏参数-0.08 焦点位置向上移动 1 mm。
5、 改造效果
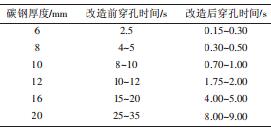
当我们对机床的硬件和软件进行改造后,在穿孔效率上提高明显,表 2 为改造前后的时间对比。
表 2 改造前后的时间对比
6、 结 语
此次改造,通过在已有旧机床局部进行了改进,用户仅仅花了较少的费用,机床使用效率却得到很大的提升,取得了很好的经济效益。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

