






长久以来,我国发动机制造技术始终是制约航空航天事业发展的瓶颈,产品的质量不过关来自两方面:一是材料技术;二是材料加工技术。在前面的文章里,笔者提到目前我国已将金属铼运用到发动机叶片制造里,具备了加工出高耐热性、低蠕变性的叶片材料基础。而今天要介绍的这一技术则可以破解材料制造难题,这就是飞秒激光钻孔技术。




我国掌握该消息来源是著名的数据加工中心一则新闻透露的,该新闻称我国的数控激光切割成套设备已经进入了高速量产期,而这一设备恰好是实现飞秒激光钻孔和发动机叶片加工的主要手段。所谓飞秒激光钻孔,即使用频率非常高的激光对材料进行钻孔,飞秒是时间单位,1飞秒等于一千万亿分之一秒,相对于传统激光加工设备,飞秒激光由于脉冲时间极短,被加工物体不会被加热,特别适合加工30微米以下的高精度小孔。
飞秒激光作用于金属和非金属加工时原理完全不同,金属表面存在大量的自由电子,当激光照射金属表面时,自由电子会瞬间被加热,数十飞秒内让电子电子发生碰撞,自由电子将能量传道给晶格,形成开孔。但由于自由电子碰撞的能量要比离子小的多,所以传导能量需要较长时间,但目前该难题已被我国科学家攻克。
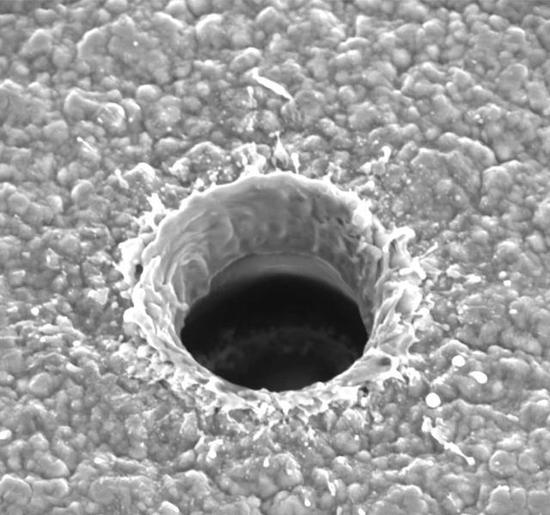
在飞秒激光作用于非金属材料时,由于材料表面自由电子较少,激光照射时先要使得材料表面电离,进而产生自由电子,剩下的环节与金属材料一致。飞秒激光加工微孔时,在初级阶段先形成一个小坑,随着脉冲数量的增多,坑深度不断增加,但随着深度的增加,坑底的碎屑飞出的难度也越来越大,导致激光向底部传播的能量越来越少,最终达到深度不可增加的饱和状态,即打完一个微孔。
而在航空航天领域,燃气涡轮是发动机的三大关键部件之首,其性能直接决定了发动机的好坏。然而航空发动机的涡轮叶片工作温度至少为1400摄氏度,因此必须对高温部件,尤其是叶片必须使用精确的冷却技术。
叶片冷却一般通过大量不同直径的气膜孔来实现,孔径约为100~700微米,且空间分布复杂,多为斜孔,角度为15°到90°不等,为了提高冷却效率,开孔形状往往成扇形或者矩形,这给加工带来极大的难度。目前主流的方法是高速电火花,但工具电极制造极为困难,加工好的部件易磨损,加工速度慢,排除孔内的加工屑比较困难,不易散热,根本不适合大批量生产。
此外,现代发动机叶片表面通常要覆盖一层热障涂层、一般是陶瓷材料,采用传统电火花无法加工,是未来先进发动机制造的关键技术。随着未来发动机叶片材料
逐渐走向非金属化,电火花加工更不靠谱,而飞秒激光加工具有材料适应广、定位精度高、无机械变形、无直接接触等各种优点,非常适合加工微型孔。
飞秒激光钻孔技术还可被运用于核聚变上,核聚变中的点火靶球具有充气微孔,只有微孔的数量多、精度高才能保证聚变反应的控制精度,而飞秒激光加工技术恰好能满足这一要求。近年来飞秒激光钻孔技术还被运用到透明材料内部的三维微孔加工中,这种制造技术将有利于制造飞机、坦克、舰艇上使用的光电传感器设备。加工方法一般是通过液体辅助,在透明材料表面直接烧蚀成孔,让液体将碎屑清除,这样的方法可以达到更高的钻孔深度。
虽然飞秒激光钻孔技术拥有如此神奇的魔力,但其开发难度也是非常大的,特别是进行系统集成化、技术工程化的努力遭遇了各种困难,输出功率也有限制。此外,如何能形成一套完整的微孔加工工业也是世界性难题,但通过我国科学家的努力,不但实现了该系统的实用化和集成化,还发明出了螺旋加工工艺,可以私人订制不同形状的微孔,可以说是达到了国际领先的地步。
方向在前方,路在脚下,我们的祖国就是这一代代脚踏实地的科研人一步步的的努力由弱到强,从与美国相比望尘莫及到望其项背,再到齐头并进,他们是最值得尊敬的人!
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

