



作为实现先进的高精度制造的独特工具,超快激光器在过去几年中已得到广泛使用和认可(图1)。 这类激光器能够在不产生热效应的情况下处理几乎任何类型的材料的能力已经开辟了许多新的工业应用,如医疗设备制造、高速玻璃切割或半导体切割等等,仅举几例。
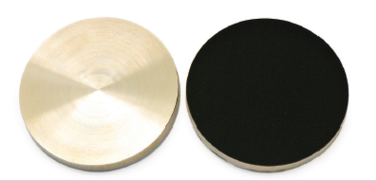

图1. 这是一款高功率的工业型超快激光器。
超快激光微加工的一个关键优势就是不产生热效应。 在大多数激光工艺中,热吸收和随后的能量转移到基体会导致材料烧蚀。相较之下,超快激光加工依靠短脉冲持续时间和高光强度来电离被辐照的区域,然后在任何热扩散发生之前喷射该辐照区。 激光烧蚀主要限于被激光辐照的体积,因此具有非常高的精准性。 然而,这也意味着与传统的激光工艺相比,烧蚀物质的数量非常小。 因此,超快激光器的最初应用仅限于利基市场,主要由于该市场对高精度有非常高的需求,并且没有大量生产的要求。
自工业超快激光技术诞生以来,对于高工业生产能力的需求已经成为了关键的发展动力。最直接的做法是增加激光平均功率。 如果单个激光脉冲去除给定数量的材料,那么增加激光重复率(即,每秒脉冲数)将能够即刻提高工艺效率。
超快激光器的发展与演变
第一代工业超快激光器的平均功率在1W到10W的范围内。 在过去十年中,已经开发了三种不同的方法来克服这一局限性。首先,微结构光纤通过提供大模场面积和单横模传播,扩展了整个光纤长度范围产生的热量,实现了高平均功率的加工。 其次,薄碟片技术为单位脉冲提供了高能量,从而获得更高的平均功率,但却对脉冲重复率造成了一些限制。
近来,板条激光技术通过光束横截面积和多程放大的结合,也提供了显著的潜力。所有这些技术都已经促使商用型超快激光器的功率保持在100W的范围内,同时,实验室内的展示产品的平均功率也达到了1kW以上,这足以覆盖大多数现有的应用。
然而,仅仅只有激光功率并不足以保证高产量生产。 例如,即使激光物质的相互作用在亚皮秒范围几乎是无热化的,当以高重复率操作激光时,也可能会发生热积聚。 热积聚来自以下情况:即使在非常小的单个脉冲中,其吸收的热量的剩余量在下一个激光脉冲敲击在材料上的相同位置之前无法消散。可能获得的缓解方案是要确保激光束移动得足够快,以防止局部热积聚。 然而,这样一来,所需的速度比常规电流计扫描仪容易得到的速度更快。
多边形扫描技术
近几年来,多边形扫描仪应用于超快激光加工的概念再次兴盛。多边形扫描仪的线性扫描速度大于100m/s,从而可以实现高生产率,同时保持高质量的超快激光微加工。 因为它们的运行方式与传统的扫描仪从根本上不同。传统扫描仪只能在单一维度上提供高速度,而这种多边形扫描仪的独特性使其适用于高速,大面积的表面处理和铣削加工,或是能够完成高质量的多孔模式的钻孔加工。
要利用多边形扫描仪进行高产量加工,需要满足的条件包括实现高激光功率以及先进的光束时域工程。 激光脉冲的快速开- 关切换以及激光重复频率和多边形旋转之间非常精确的同步性,对于确保激光束在每一次旋转时,能够精确敲打在每个多边形面中的相同位置是必不可少的。
图2. 使用高速多边形扫描仪进行表面纹理化的示例。 (图片出处:Next Scan Technology 公司)
表面处理的应用受益于高速多边形扫描技术的发展(图2)。例如,超快激光器可以在无需任何化学处理的情况下对金属表面做改性处理,从而使外观呈现美丽的深黑色的着色效果(图3)。这仅限于诸如高档手表或小型电子消费设备等奢侈品的激光打标应用。
图3. 未经处理的(a)与用超快激光(b)处理的铜的黑色着色。 (图片出处:Alphanov 公司)
加快纹理的处理速度可以开辟出新的市场。硅的表面纹理也可以大大增加其吸光度,从而得到更高的光电转换效率。 目前通过在小型红外光电探测器上的使用发现,更快的加工速度可将高效率的太阳能电池带入市场。
光束复用和整形
增加工业应用中的生产量的另一种方法是利用目前的工业型超快激光器可获得的高脉冲能量,具体方式是将激光束分成多个子束。 在许多应用中,几微焦的脉冲能量就足以满足材料处理的需求。 目前的大功率超快激光器具有几百微焦的脉冲能量。 光束多路复用可以通过使用灵活性最高的空间光调制器或固定衍射光学元件来实现最佳效率。
在另一个例子中,玻璃切割是超快激光器最为重要,同时又最具挑战性的应用之一(图4)。 目前使用机械手段的技术在处理薄型淬火玻璃或多层玻璃时具有很大的局限性。超快激光器可以提供所需的质量,但通常会以折损加工速度为代价。
图4. 使用超快激光切割的玻璃示例。
使用非衍射贝塞尔光束的光束整形技术领域的最新发展允许创建出一个细长的焦点,其半径在超过1mm的长度内保持在几十微米的范围。加上激光脉冲时域整形,如采用触发模式操作,这一工艺已经为高速切割厚型的多层玻璃提供了多种手段,并且这仍是一个极富前景的研发领域。
对于微电子更好的一体化的要求推动了对先进的3D 封装的需求。 为了满足这种需求,亟需采用新的方法来连接垂直相分离的隔层。被数百万个微孔穿孔的薄插入件,由硅和玻璃制成,提供了高连接密度以及层与层之间的物理分离。为了制造该部件,就需要以非常高的速度产生多个微孔。 通常来说,要得到直径为10 至30μm,螺距30 至100μm 的孔,必须在100μm或更小的玻璃板上以5000 至10000 洞/ 秒的速度打孔。结合高功率超快激光器,光束整形技术和光束复用与衍射光学元件将再次在质量处理和速度方面取得显著进展。
最新一代的平均功率超过100W 的工业激光器,通过提供高产量工艺的潜力,打破了传统工业应用领域的核心障碍。 然而,为了充分利用激光光源,光束工程——即激光输出和工件之间的光束的整形,功能化或处理已经成为重要的研发领域。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

