






激光再制造作为一种较为先进的修复手段,在石油、煤炭、钢铁、电力、航空航天等行业具有广泛的用途。激光再制造包括激光熔覆、激光淬火、激光合金化等技术,其中激光再制造中的激光淬火作为自动化控制的柔性加工方式,不仅可以使损伤的零部件恢复外形尺寸,几乎不变形或少变形,且淬火后无需回火,淬火硬度比常规方法高。
继《激光熔覆工艺介绍及应用案例》后,本文对激光再制造的另一工艺——激光淬火进行实际应用及分析。
一、激光淬火
激光淬火也称激光相变硬化,属于表面热处理范畴。激光淬火通过激光束扫描工件表面,使工件表面迅速升温到相变温度以上、熔化温度以下,然后停止或移开激光束,热量从工件表面向基体内部快速传导,表面得以急剧冷却,使受热层快速冷却到马氏体相变点以下,进而实现工件的表面相变硬化。
与激光淬火相对应的感应淬火及热处理炉是常规的加工手段,然而感应淬火工具专用性高(一个部位一种感应器,甚至要求一种专用定位夹具)、不适应形状复杂的零件、易产生淬火裂纹等缺点,而激光淬火具有自动化控制、柔性加工、零件变形小、淬火后无需回火、淬火硬度比常规方法高约5%~20%、低碳环保等诸多优点,这些优点使激光淬火加工逐渐受到关注。
二、激光淬火应用及工艺说明
本次激光淬火实验以传动轴为例,简要介绍激光淬火工艺应用。
1、工件情况
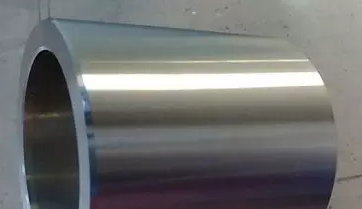
实验工件传动轴
2、淬火目标
(1)表面全部淬火
(2)表面硬度:>HRC51
(3)淬硬层深度:>0.8mm
(4)圆跳度:<0.01mm
3、实验设备

创鑫激光再制造专用MFMC-3000W多模连续光纤激光器,高效率、高可靠性、免维护运行、产品设计和测试都充分考虑了安全性。光电转换效率高达30%。广泛应用于不锈钢、碳钢、镀锌板、铜板、铝板等厚板材料的高质量切割和焊接。

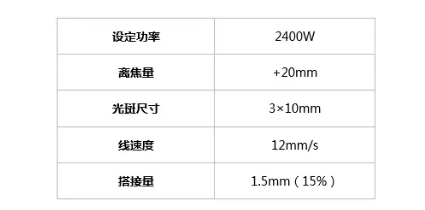
4、工艺参数设置
三、激光淬火步骤

四、淬火效果
根据工艺方案进行淬火处理后,表面硬度:HRC52-54,淬火深度0.8mm处硬度为HRC40-42,搭接软化带宽度0.3mm,硬度为HRC35-38,圆跳度<0.01mm,工件淬火前后圆跳度无变化,表面粗糙度无变化,无淬火缺陷。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

