




镀锌钢板焊接

各种类型的镀锌钢板被广泛应用于汽车行业以及其它存在防腐要求的应用中,例如农业设备和建筑物。但在过去,因为锌的沸点比钢低得多,镀锌钢板的零间隙搭接焊对激光焊接提出了挑战。结果,当施加激光能量时,锌会率先气化,所产生的气压足以将熔融状态的钢吹散,导致焊缝不均,并形成需要随后清洗的飞溅物。因为熔融并保持焊接熔孔所需的激光功率会使熔池湍动而不稳定,所以依靠单一焦斑是难以控制这一动态行为的。
通过使材料凹陷产生间隙,或者在金属板之间添加垫片,可缓解这一问题,从而有足够的空间(约0.1~0.5mm)使气化的锌以受控方式向匙孔的四周而非顶部排出。这种方法的一个主要难点在于当遇到具有复杂三维形状的部件(如车门)时,很难保持薄板之间形成均匀的小间隙。用固定装置将部件紧紧夹在一起就容易得多了。
铝焊接
如今,电动汽车越来越受到消费者的欢迎,这些车辆所使用的锂电池外壳需要进行焊接,因此衍生出越来越多的铝焊接需求。具体而言,电池制造商必须将顶部焊接到壳体上,以便在构件的使用寿命期内保持气密性。由于水会与锂发生强烈反应,产生气体和压力,可能导致设备损坏,而这种密封可防止水分渗透,因而至关重要。此外,金属颗粒(以及水分)会产生内漏电流,使电池发生短路,因此,避免焊接过程发生飞溅显得十分重要。最后,焊缝必须具备足够的机械强度以承受粗糙的处理,甚至是碰撞的冲击。
由于电池壁很薄(<1mm),铝电池壳的密封传统上采用激光传导焊接完成。但使用传导焊接很难达到足够的熔融深度以产生足够牢固的焊缝,并使孔隙率足够低以防止水分侵入。但是,如果采用更高的激光功率来实现更深的熔透(熔孔)焊缝,会有壳体变形的风险,并且总是会引起一定程度的飞溅。
FL-ARM技术
过去一些用于消除光纤激光器加工某些特定材料时产生飞溅问题的方法包括:在压力远低于大气压(在毫巴范围内)的工艺腔室内进行激光焊接,或大幅降低进给速率。但是,这些方法最终会降低加工能力,或造成消除光纤激光器固有优势的实际困难。直到最近,还没有一种技术能以非常精确地控制熔池动态的方式传递光纤激光器能量,支持目前已能达到的量产加工能力,并且简便易行。
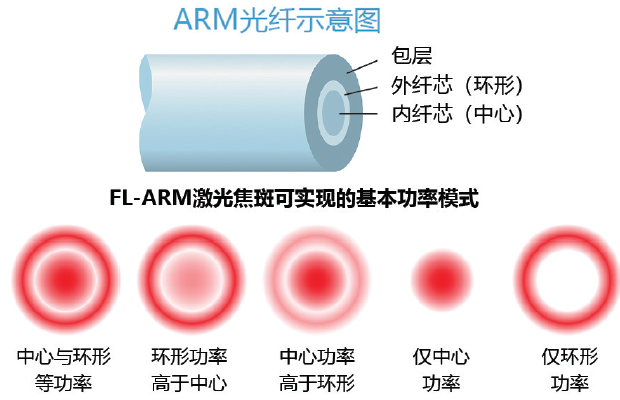
图1:简化的 ARM 光纤示意图以及聚焦激光光斑中可能出现的五种基本功率模式。
在芬兰坦佩雷市的相干( Coherent)应用实验室,一项深入开发工作已经验证了一种新的解决方案,可实现无飞溅的高速金属加工,它是通过修改工件上激光焦斑的强度分布,使其显著偏离传统的单峰高斯分布来实现的。这项研究表明,由被另一个同心激光环环绕的中心高斯分布焦斑组成的光束,通常能成为一种有效的方法。
利用相干公司芬兰工厂(前 Corelase公司)开发出的 FL-ARM 环形激光合束器和传输光纤,使这种不同寻常的光纤激光聚焦光斑配置得以成为现实。该光纤采用传统的圆形纤芯,外覆另一层环形截面的光纤纤芯。
FL-ARM 可整合到四个独立的光纤激光器模块中,提供的最大总输出功率可达到 2.5到10kW。无论具体配置如何,在所有情况下,整体光束分布(即中心和环形部分功率)可以根据需要独立调整。此外,中心和环形光束分别采用独立的闭环功率控制系统,这也确保了整体功率调节范围内(标称最大输出功率的 1%到100%)的出色稳定性。纤芯和环形光束甚至可以独立调制,重复频率可高达 5kHz。
在这种布局中(图1),内部光束与外部光束之间的功率比实际上存在无限数量的组合。尽管如此,所有这些组合都大致上可分为几种基础配置。这些基本模式可进行调整,以提供广泛的加工特性,从而以最优方式满足各种应用的需求。
应用结果
经过调整的光束能在中心和环形位置输出功率,而非形成传统的单一激光光斑。焊接主要由环形光斑完成,其中焊接工艺又分为两个步骤。首先,外环的前缘将工件预热,而进行焊接所需的额外能量则由环形光斑的后缘提供。通过将所提供的激光能量分成两部分并将其分散到更大面积的区域,便可产生更大的熔池,由此降低材料中的温度梯度。所有这些特点都有助于减少飞溅(图2)。
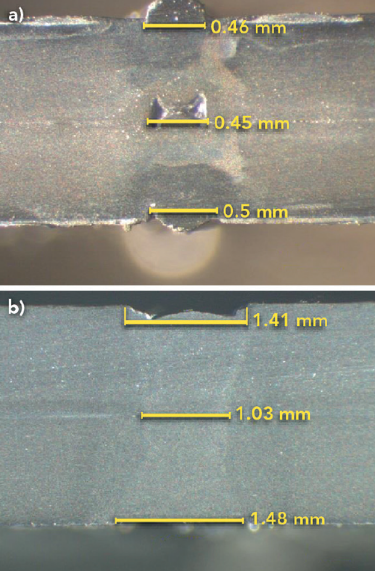
图2:横截面显示了1.25mm 厚镀锌钢板上的焊缝,使用纤维激光器,板材间无间隙,进给速率为3.3 米/分钟,传统激光聚焦形成的焊缝存在空隙(a),而采用FL-ARM 技术则可形成出色的无孔隙均匀焊缝(b)。
同时,中心焦斑能够维持深熔孔(在比边缘更低的温度下),以方便将熔融材料推向侧面。这样使得气化的锌很容易地通过中心排出,即使零件采用零间隙的方式夹持在一起时也不会产生任何飞溅。
此外,由于环形光束是旋转对称的,所以无需跟随焊缝的方向来调整光束方向,而在弧形或其他形状的工件上,焊缝的方向变化往往较为显著。因此,这种方法可以显著简化工艺流程。
在这种应用中,通过采用 FL-ARM 激光器成功进行深熔焊接,从而实现无材料变形的高强度焊接。同样,其中心和环形部分的光束功率均可配置。
图3: 两个1.6mm 厚的5000 系列铝部件堆焊焊缝横截面显示深熔透,无孔隙或飞溅。
方法是有效的,因为环形光束的前缘将铝的温度提升到足够高,以增加其在激光波长上的吸收能力。随后,光束的中心产生深熔孔,由于经过预热,熔孔非常稳定。环形光束的后缘对熔池提供充分支撑,让气体逸出。由于熔孔稳定,材料不易快速凝固,促使整个工艺更加一致,工艺窗口也更大。最终结果(图3)是实现均匀一致的材料渗透和更高质量的无气孔、无飞溅焊缝。
当前,尽管光纤激光器已广泛用于多种工业加工领域,然而,没有哪种单一产品能够成为所有使用情况的最优选择。这就是Coherent-Rofin 等激光器制造商开发出大量不同光纤激光器的原因所在。然后在此基础之上,公司将这些产品与丰富的工艺知识相结合,以扩大其效用,提供更好的结果,例如减少飞溅、提高加工能力并降低用户的生产成本。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

