







一、超硬材料 PCD 复合片
PCD 又称聚晶金刚石,它是金刚石以钴为结合剂在 高温 1400℃、高压 6GPa 下烧结形成的一种新型超硬质材料。PCD 复合片则是由 0.5 ~ 0.7mm 厚的 PCD 层在高温、高压下与硬质合金基层(一般为钨钢)结合的一 种超硬复合材料,结构如图 1 所示。它既具备了 PCD 的高硬度和高耐磨性,也具备了硬质合金的良好强度和韧 性。PCD 复合片经过切割、焊接、刃磨等工序制成 PCD 刀片,广泛应用于机械加工和机床刀具行业,在机床上 使用含有 PCD 材料制作的刀具,解决了一些硬质合金、 陶瓷刀具、高速钢等刀具,在加工工件时无法达到超高表面亮度、光洁度、超高精度、高硬度等性能要求问题, 因此 PCD 刀具被人们称作超硬刀具或宝石刀具闻名于机械制造行业。
二、PCD 刀具及应用
PCD 刀具是通过把 PCD 复合片焊接到刀体上制成的刀具。由于 PCD 复合片将单晶金刚石的高硬度、耐磨 性、低摩擦系数和强度与硬质合金刀体的高抗弯强度进行结合,复合片的碳化钨硬质合金层为 PCD 层提供了机械支持,增加了它的弯曲强度,同时硬质合金层易于焊 接,使制作成品刀具变得容易。目前市面上 PCD 刀具结构形式有:PCD 刀片、PCD 铣刀、PCD 铰刀、PCD 钻头、 PCD 切槽刀、非标成型 PCD 刀具等。
PCD 刀具具有硬度高、耐磨性强、摩擦系数低、高 弹性模量等特点,同时还具备低热膨胀系数、高热导的 特性。广泛应用于汽车、船舶、航天、电子零件加工等 工业。


三、PCD 刀具加工技术
目前加工 PCD 刀具主要采用电火花线切割、高速 钢盘研磨加工以及激光切割等常见的几种工艺方法, 由于目前国内激光切割技术在加工 PCD 刀具中还不够成熟,导致研发设备成本就居高不下,大多数厂家 都选择采用电火花线切割或者高速钢盘研磨方法加工 PCD 刀具。
传统的电火花线切割加工原理是通过电丝接入高压 电的正极,工件接入负极,两者之间形成局部区域的脉冲放电来实现工件材料的切割加工。高速钢盘研磨加工原理是使用高速旋转的高速钢盘在一定的压力下与 PCD 工件之间产生摩擦,摩擦产生高温,通过高速钢盘在 PCD 工件表面上滑动使金刚石晶粒破碎、崩裂从而达到 研磨目的。激光切割 PCD 的原理是一束能量密度极高的 激光束照射到聚晶金刚石表面上,部分光能被表面吸收并转化成热能,照射斑点的局部区域温度迅速上升到上万度,使聚晶金刚石材料局部熔化甚至汽化并形成陷坑。 对比电火花线切割、高速钢盘研磨以及激光切割的加工原 理,分析得到激光切割有以下优势:
◆ 3.1 切割品质更高,刀刃圆角半径更小,实现完美切割



目前电火花线切割加工和高速钢盘研磨加工在加工过程中会使金刚石晶粒产生崩裂,破坏了 PCD 材料本 身结构,影响 PCD 材料的切削性能,且由于电火花线切割和高速钢盘研磨加工原理本身限制了刀刃的圆角半 径,不能加工粗颗粒的 PCD 材料,不能有断屑槽。为 了得到良好的切割品质,电火花线切割往往需要对工件进行多次加工。激光切割直接作用在金刚石晶粒和链接材料上进行加工,可加工高纯度、粗颗粒的 PCD 材料, 可获得切割刃口圆角半径 <15μm,没有崩刃的完美切割效果。
◆ 3.2 生产效率高,可以提供多样少量的异形刀具订 制,适应市场产品大批量生产需求
在 iphone 智能手机外壳圆角边缘加工上使用的刀具就是 PCD 成型刀具,在此前加工使用球型铣刀加工,每生产一个产品的耗时需要 30 分钟,使用成型 PCD 铣刀后进行加工后,每生产一个产品只需要 20 秒。大大提高了产品的生产效率,降低了生产的成本。此技术已经通过市场验证:在 iphone 智能手机外壳圆角边缘加工上使用的刀具就是由牧激科技第一代五轴刀具切割机生产 。
◆ 3.3 刃口钝角半径更小,提高刀具的切削性能
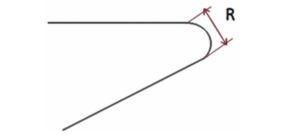
随着刀具应用的范围越来越广,对刀具的要求也越来越严格,其中衡量 PCD 刀具切削性能最为重要的指标之一刃口钝圆半径,如图 3 所示。在机械加工行业中对切削力、切应力、刀具磨损等切削性能有着重要的影响。
电火花线切割刀具,在工件放电过程中会产生尖端效应,切缝尖端温度过高,影响刀具的钝圆半径,一般电火花线切割加工 PCD 刀具的钝圆半径范围在 10-12μm 之间。
激光切割工艺是一种非接触型的加工工艺,切割质量好,最小刃口钝圆半径范围可达 3-5μm 之间。具有效 率高、易于控制等优点,给生产制造提供了很多灵活性, 对于产品对刀具要求较高的厂家,激光加工无疑是最为理想的方法。
◆ 3.4 对刃口热影响更小,提升刀具的寿命
电火花线切割过程中,工件通过高压电,使工件局部区域放电进行切割,过程产生几千度高温,使金属结合剂内部熔断,导致加工后 PCD 的电性能发生变化,降低了刀具的切屑性能。而激光切割原理是使处于其焦点位置处的工件受到高功率密度的激光光斑照射后,瞬间产生上万度的高温,使其瞬间气化的过程,其切割过程中热影响较小。 所以使用激光切割PCD刀具具有提高刀具切削性能的优势。
四、激光切割 PCD 刀具技术应用前景
今后铝、锰和其他轻合金以及钛合金、烧结合金及其他高强度合金将越来越多地用作汽车动力系统零部件的材 料,能够加工这些材料的金刚石刀具需求市场预期有非常大的增长。另外,由于 PCD 刀具具有高硬度、高耐热性、 长寿命、切屑刃锋利性和良好的热传导性等,可以满足汽车零部件加工对高速、高效、高精度、新材料和新形状的要求,所以 PCD 刀具必将得到广泛的使用。
在 PCD 刀具激光切割行业深圳市牧激科技有限公司也走在前端,根据客户不同的加工需求以及异形刀具定制的加工要求,针对 PCD 刀具的市场分析和激光切割 PCD 刀具工艺技术的研究,牧激科技自主研发了多款精密激光切割 PCD 刀具设备,具有高精度,高效率,高品质的特点,可提供多样少量的异形刀具订制、设备通用 性强,可导入任意图形,实现刀具任意轮廓加工,同时提升生产可靠性等优势,对 PCD 刀具切割品质达到了国内领先水平。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

