






引言
随着半导体激光器的广泛应用,在雷达。遥控遥测。航空航天等应用中对其叮靠性提出了越来越高的要求。而半导体激光器的芯片焊接工艺对其可靠性有着直接的影响,腔面爬铟和焊接空洞是In焊接封装技术面临的丰要问题。也是最大挑战.ln焊接时将管芯焊在热沉之上,而有源区距离热沉只有几微米,如果焊料太多,受热时会发生缓慢的攀移,使半导体激光器腔而爬铟,导致激光器退化。如果焊料太少,就会出现焊接窄洞问题,将影响焊接的机械性能。导热。导电性能,并且增大热阻,衰减寿命,甚至失效,因此,选择合适的焊料和焊接技术至关重要。本文针对周内广泛应用的808 nm高功率半导体激光器在普通焊接过程中暴露出的无还原气体保护。空洞率高。定位精度差等许多影响成品率的问题进行了改进,使用Centrotherm公司的VL020真空烧结设备深人研究了真空烧结时所需的焊接夹具和焊接工艺曲线,降低了焊接空洞率。提高了焊接的成品率。
1 影响焊接质量的因素
目前,大功率半导体激光器多采用P面烧结,以实现良好的散热。因而激光器芯片P面金属化质量直接影响烧结的质量,同时,热沉和芯片的前期处理.In焊料厚度和芯片表面的压力等参数也必须要充分重视,并采取相应措施,加以严格控制。
1.1 激光器芯片P面金属化要求
激光器芯片P面衬底一般生长Ti-Pl-Au,当金层在基片上附着力低,合金不好时,则会发生起层现象,严重影响烧结的质量;当金层不够致密且较薄时,在Au和In浸润时,没有足够的Au与In结合反应,所以,激光器芯片P面金属化质量直接影响烧结的质量。
1.2热沉和芯片的前期处理
可焊性。附着力。表血粗糙度和镀层均匀性等特性决定激光器芯片P面金属化和热沉的质量,如果这些特性不好,就会导致In焊料流淌不均匀。芯片的烧结面积不足进而产生李洞现象。因此,应选择激光器P面金属化良好的芯片。同时,激光器芯片在投入使用前必须进行严格处理,不洁净的激光器芯片会造成枉烧结过程中产生Au/In合金浸润不完全现象,从而影响烧结的效果。另外,热沉和焊料长时间存放,其表面的氧化层会很厚,焊料熔化后留下的氧化膜会存烧结后形成空洞。因此本实验使用德同PINK公司的V6一G等离子清洗机,将焊接表面的杂质用等离子轰山,同时为了热沉。芯片和焊料的氧化程度可以降到最低,本文在烧结过程中向VL020真空焊接设备炉腔内充人少量氢气以还原部分氧化物。
1.3 In厚度问题
激光器芯片粘贴J:艺过程中,焊料被挤m的餐和芯片卜所施加的力受焊料层厚度的影响.In焊接时,In焊料既不能太厚也不能太薄。如果太厚,In焊料受热时则会发生缓慢的攀移,导致腔面爬In;如果太薄,就会出现焊接窄洞问题,将影响焊接后的导热。导电性能,增大热阻,衰减寿命,甚至失效。与此同时,半导体激光器芯片的温度和焊料层热应力也受到焊料层厚度的影响,In焊料太厚将会影响激光器芯片的散热In焊料太薄,又会发生热失配而引起芯片断裂,闳此,为了提高器件封装的可靠性,要在温度。热应力和整体封装厚度之间进行权衡来选取适当的焊料层厚度。
1.4芯片表面的压力设置
为了有效减小芯片和热沉问的焊接空洞,需要在激光器芯片下施加一定的压力。通过夹具控制压力大小,同时多个芯片批量组装的问题也得到解决。此外,在烧结过程中有气流变化对夹具定位也防止了芯片移动。图1为实验采用的不锈钢夹具,在烧结过程中该央具为激光器芯片提供定位和压力,对芯片表面施加的压力既不能太大也不能太小,太大会导致芯片断裂,太小会导致焊接后的芯片不平或边缘没有焊料浸润而产生守洞现象。

2 实验及结果分析
针对P面金属化良好的808 nm.半导体激光器芯片,加强热沉表而的光洁度。平整度以及烧结前热沉及芯片灰面的清洁处理二采用真空烧结工艺制作了四组样品,进行实验研究和分析。对热沉样品首先进行预处理,然后各取6只样品分别经受1,2,3和4组试验。,通过对实验后样品进行扫描电子显微镜微观形貌观察和对比分析,得到了压力.In的厚度。工艺曲线与烧结质量的关系。
2.1 VL020真空焊接工艺
采用德同VL020刹真空焊接设备进行烧结工艺.VL020真窄烧结焊接设备是专门为在多种气体环境进行烧结,通过抽真空最大限度地降低氧化物含量。减少奈洞等缺陷而设计的烧结系统,烧结原理和基本流程如下。
系统检测(用于检测系统足否准备就绪)一加热平板检测一抽真窄形成惰性气体环境一允人氮气(降低氧气浓度)抽空并充入氢气(作为还原气,防止In焊料被氧化)一加热至烧结温度以下并保持(预加热150℃有助于In焊料达到热平衡)一迅速升温加热至熔点以上(210℃确保快速融化)一抽真空(抽去焊料中的气泡,尽量减少空穴等缺陷以免降低烧结质量)一充入氢气(确保焊料与热沉的紧密接触并防止焊料氧化)一系统冷却一抽真宅(仅用于充人氢气之后)一充人氮气(置换氢气,保持真空窒的清洁)一充人压缩气体吹水并开门一程序运行结束。
2.2夹具和压力的影响
分析设计出新烧结夹具,在烧结的过程中对管芯施加适当的压力,解决了烧结过程中的“缩铟”。焊料不均匀和管芯倾斜等问题,改善了管芯的散热条件。图2是采用加压和未采用加压烧结后管芯腔面的对比图二可以看到,无加压烧结后,由于缩铟造成在管心和热沉之间的部分区域出现宅洞,大大影响了管芯散热。而加压烧结后的管芯和热沉之问结合紧密,In焊料和热沉之问的分界不明显。
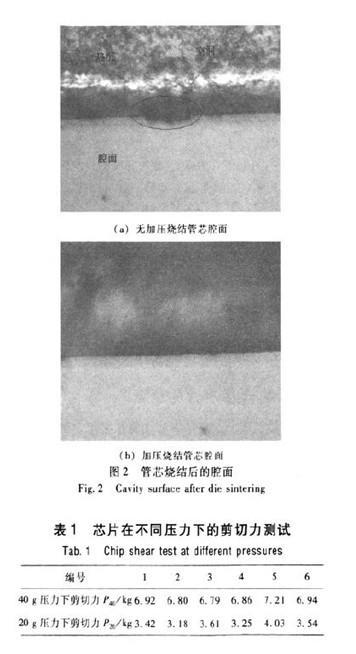
对第1组样品进行多次实验发现,压力的增加有利于实现Au和In之间的紧密接触,能使In焊料与Au能够充分和快速润湿,提高焊接的质量。但是压力过大,芯片可能会断裂。在2 mm x0.1 mm芯片的样品卜,施加35 g的压力后,如表1所示:
大部分样品抗剪测试参数大于 2.0 kg,芯片有效焊接面积都在98%以上,此压力完个能满足芯片焊接的靠性要求。从X射线图2中可看到,芯片焊接紧密,而且芯片断裂现象也末出现。
2.3 In厚度的影响分析
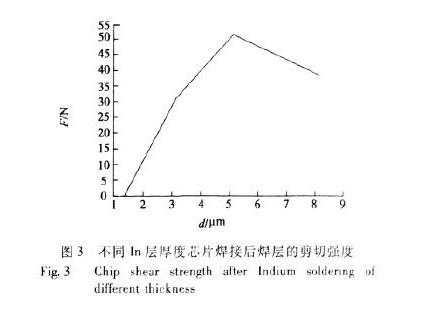
一般通过焊层的剪切强度,焊层微观结构等性能来评价焊层质量。本文对第2组6个样品分别用 l,3和 5 微米 In层的焊接情况进行了比较。实验条件:焊接温度都为210℃,焊接后保温时问均为25 s,压力为35 g,气氛为氢气保护,流量为1.5 L/min,实验结果如图3所示;实验结果表明,采用5微米的镀In样品焊接最好,采用1微米的镀In样品焊接最差。对采用l微米层的镀In样晶焊接后施加很小推力,芯片就会脱落,剪切强度可近似为0,该结果说明如果In层太薄。则对In的氧化在焊接过程中起主导作用,从而无法实现焊接。图3是不同In层厚度芯片焊接后焊层的剪切强度曲线。
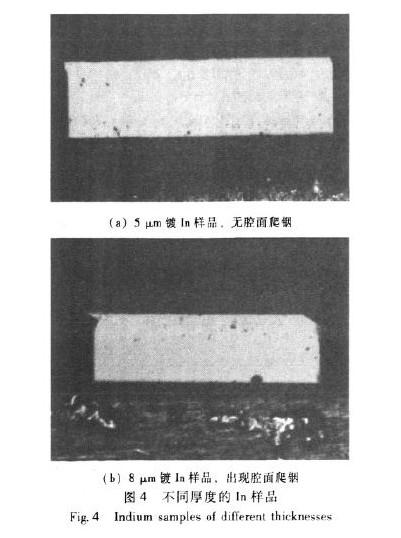
对第3组6个样品分别用 5和8um In层的焊接情况进行了比较,结果如图4所示。结果发现5um镀In样晶结果较好,8 um镀In样品发现腔而出现爬铟现象。
2.4烧结工艺曲线的影响分析
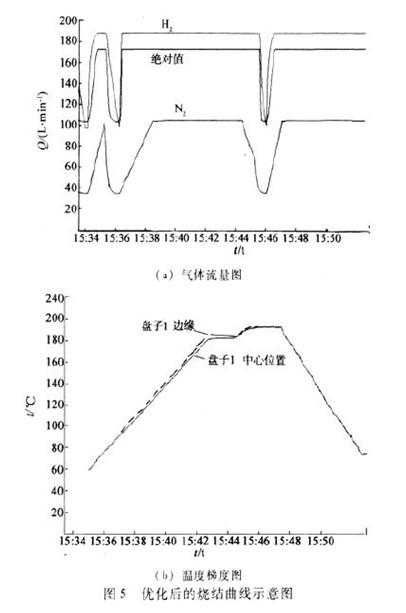
采用VL020真空烧结系统可以提高烧结工艺的一致性,还可以通过编程方式优化烧结程序。在烧结程序巾综合考虑了梯度升温。峰值温度。抽真空和梯度降温等工艺条件,不仅有效去除焊料中间的空间,而且使In焊料与管芯和cu热沉结合更紧密。图5是优化后的烧结曲线示意图。图中Q为气体流量,T为温度,t为时间。
在整体封装过程中的技术难点和优化工艺:①大功率半导体激光器芯片的焊接过程中有一个相对快速的升。降温过程,夹具上面的热量分布直接受到焊接数量的影响,而In焊料对温度和熔化时问都有严格的要求。时间过短,Au/In合金侵润不完全;时间太长。In焊料将会造成腔面爬钢现象,因此,焊接温度曲线的优化设计足一重大技术难点②关于夹具设计制作,通过设计高精度芯片焊接定位夹具,使其具装配焊接精度达到±0.025mm的技术要求。炙具设计克服了通常依赖进口价格昂贵的石墨夹具,自行设计的新型材料夹具保证装配的高精度和快速热量传递,但是加工精度也是一技术难点。③实验中在2 mm x 0.1 mm芯片的样品L.施加35 g的压力焊接后,芯片有效焊接面积都在98%以上,此压力完全能满足芯片焊接的靠性要求,可以作为比较合适的工艺参数。④实验中采用焊接温度为210度焊接后保温时间25s压力35 g,氢气作为保护气,且流量为1.5 L/min时,最好采用5um层的镀In样品焊接。
3 结语
本文对半导体激光器芯片的焊接工艺进行了深入的研究,实验解决了真空焊接没备焊接中的夹具。设计制作技术难关。焊接温度曲线优化的难点,实验结果表明:采用VL020真空焊接设备对半导体激光器芯片进行焊接的过程中,通过选取合适的工装夹具和工艺曲线来获得较低的空洞率和较高的成品率是可行的,解决了传统生产工艺中存在的窄洞较多和热阻较大等质量隐患,提高产品的可靠性.
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

