






什么是“高功率亮面切割技术”?
亮面切割技术能够在高功率切割的 基础上带来切割效率、切割精度提升, 实现更优质的切割断面效果的同时,降 低工件加工的能耗与成本。可以说,亮 面切割技术的研究是高功率切割实际应 用上的一次进阶。

普通沙面



纯亮面
高功率亮面切割技术的优势都体 现在哪里?
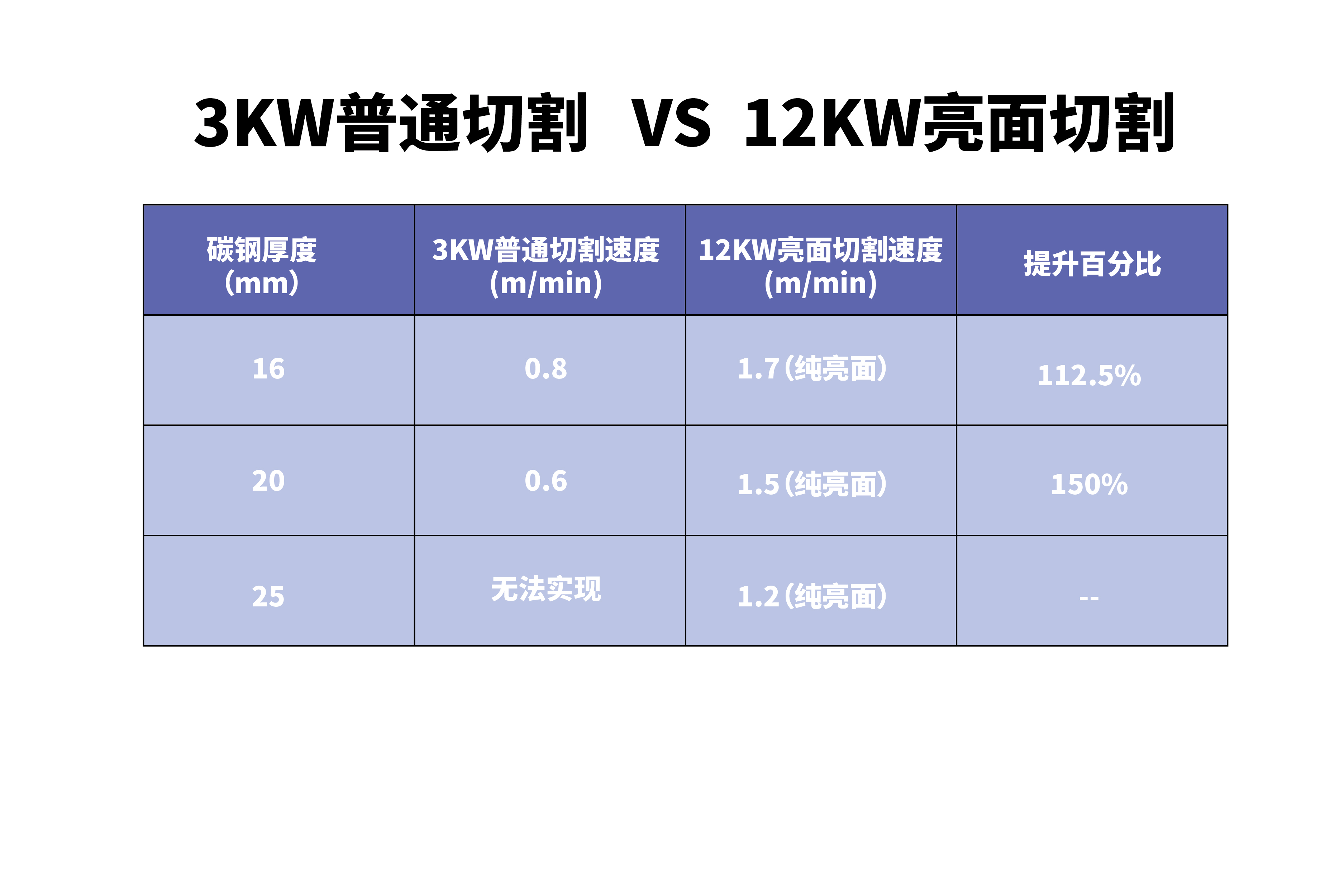
在实现亮面切割工艺最佳切割效果 的同时,其切割效率也得到了质的飞跃。 最直观的便是设备在高功率亮面切割与 中功率普通切割时,单位时间内所能切 割的断面长度对比。以碳钢板高功率切 割的常用厚度为例:

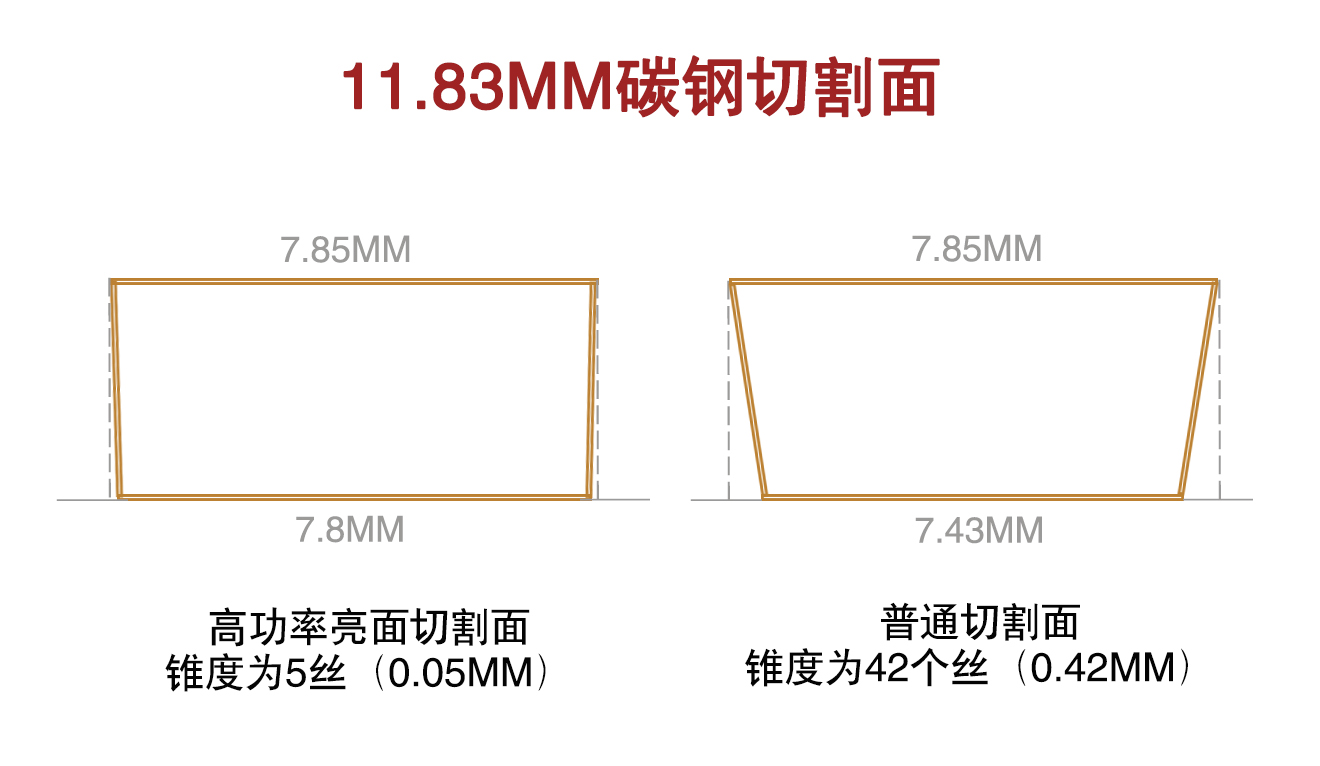
2、大幅降低切割锥度及断面粗糙度
在我们日常进行厚板切割时,都会 遇到两个问题:1. 锥度导致工件形状的 “走样”;2. 断面粗糙有毛刺,需二次 打磨。而高功率亮面切割技术却能轻而 易举地一次性解决这些难题。需要说明 的是:亮面切割的最小锥度可以达到 5 丝以内,并且切割断面光滑基本看不到 纹路。这是普通切割无法比拟的。
3、实力浓缩切割能耗成本
使用小型喷嘴,运用较小气压即可 实现亮面切割并带来优质的切割效果。 但普通切割则需要将切割功率做调节并 把喷嘴切换成大口径喷嘴才能完成同等 切割任务,且效果与亮面切割仍存在较 大差距。
相比之下,亮面切割在单位时间内 所消耗的氧气比正常切割要小的多,实 力浓缩了气体成本,在提高切割质量的 同时降低了生产成本。
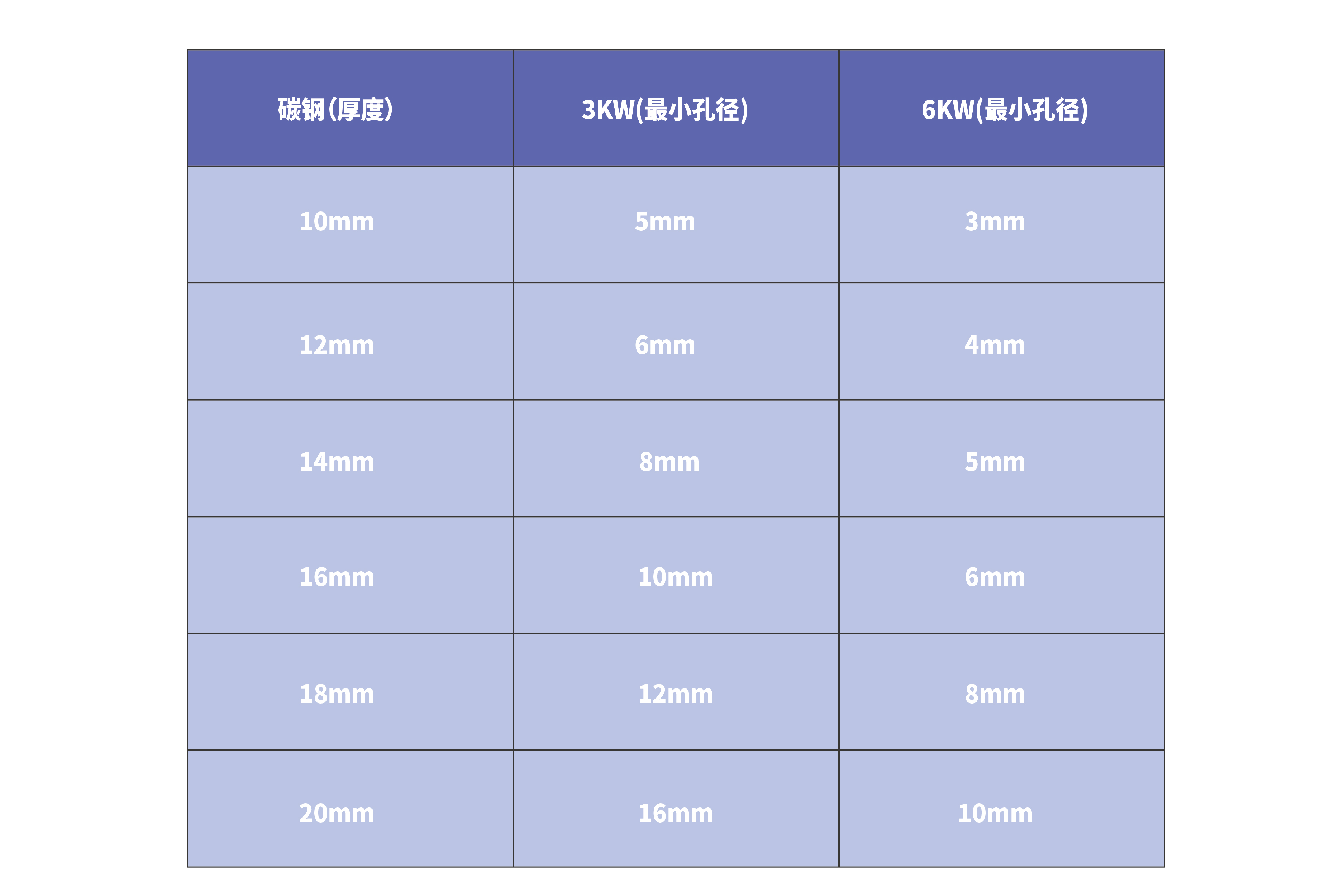
4、实现极小孔的切割
中低功率普通切割碳钢板——小孔 加工范围的比例是 0.5(切割厚度与可 实现切割的最小孔径之比)。而随着板 材厚度的增加这个比例会随之增加,在 实际切割过程中也会存在不稳定性。
高功率亮面切割碳钢板——可忽略
切割过程中的不稳定性,并突破上述比 例极限。换句话说:只要是在亮面的范 围内,小孔加工范围的比例可以缩小到 0.3 左右(正常板厚 4mm 在以上)。
5、攻克尖角切割难题
在普通切割直角、锐角或尖角时容易出现灼烧变形的情况,导致工件切割 的不美观,而亮面切割却可以解决尖角 切割时灼烧的难题,实现更优质的切割 效果。


转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

