






电镀是利用电解作用使金属或其它材料制件的表面附着一层金属膜的工艺从而起到防止金属氧化(如锈蚀),提高耐磨性、导电性、反光性、抗腐蚀性(硫酸铜等)及增进美观等作用。
电镀生产中要大量使用强酸,强碱,盐类和有机溶剂等化学药品,在作业过程中会散发出大量有毒有害气体,如安全管理工作做得不好,极易发生中毒,灼伤,以致燃烧爆炸事故,同时产生的废水中含有大量的重金属元素,如随意排放,极易造成水源及土壤严重污染。

图片来源于网络
近几年,随着国家对环保的高度重视,明确了要控制及杜绝具有较大危害的制造技术,发展可持续发展的绿色制造技术,如在电镀工艺上制定相关排放及回收处理标准、开发环保合金催化液等来降低电镀排放污染,但这些技术都不能达到绝对环保。
高速激光熔覆技术是一种经济效益很高的新技术,它可以在金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约贵重稀有金属材料,因此,世界上各工业先进国家对激光熔覆技术的研究及应用都非常重视。
其特点在于熔覆效率高,高速激光熔覆速度比传统激光熔覆快 100-250 倍,使得激光对基体的热影响达到最小,熔覆表面平整好,可直接进行磨削加工。
01高速熔覆不同速度表面形貌
对基体进行预热200℃,采用350粉末在不同速度1500mm/s、1000mm/s、500mm/s、100mm/s及10mm/s下分别进行激光熔覆处理,表面形貌如图1所示。
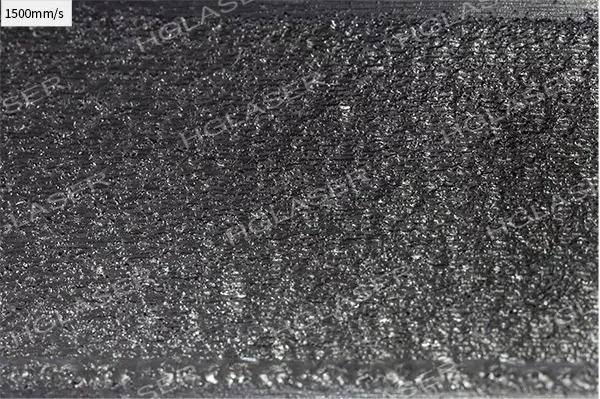

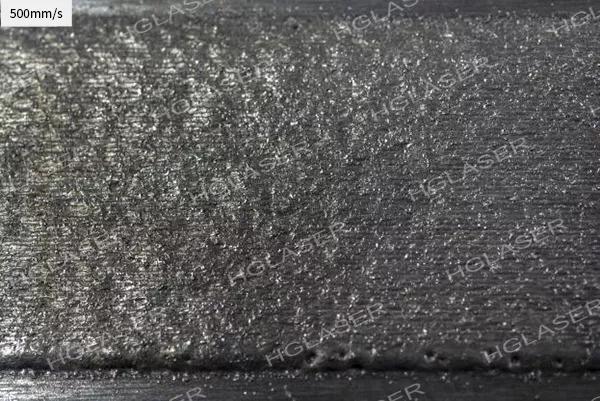


图1,滑动查看更多图片
对上述各组的熔覆层分别进行表面粗糙度检测,多点检测取平均值,具体检测结果见表1。
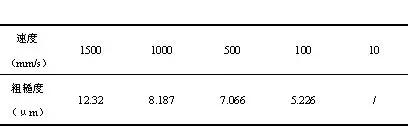
表1
根据图1及表1可看出,当熔覆速度为慢速时,粗糙度较差,超过测量范围。
当熔覆速度≥100mm/s时,表面粗糙度较慢速有明显改善。
1500mm/s时的高速熔覆表面粗糙度较其他低速的稍大,速度越小,表面粗糙度越小。
当熔覆速度为1500mm/s时,表面粗糙度最大为12.32μm,从表面形貌可看到有较明显的高低差,“低洼”点较多。
当熔覆速度为100mm/s时,表面形貌显示表面较平整,平面高低差小,“低洼”点相对较少,粗糙度最小为5.226μm。
02
激光熔覆后硬度层深检测结果
不同比例的粉末高速激光熔覆后分别对硬度进行检测,分别在熔覆层层深为0.08mm及0.16mm处横向均布检测,间隔点为0.5mm,检测结果分别如图2及图3所示。
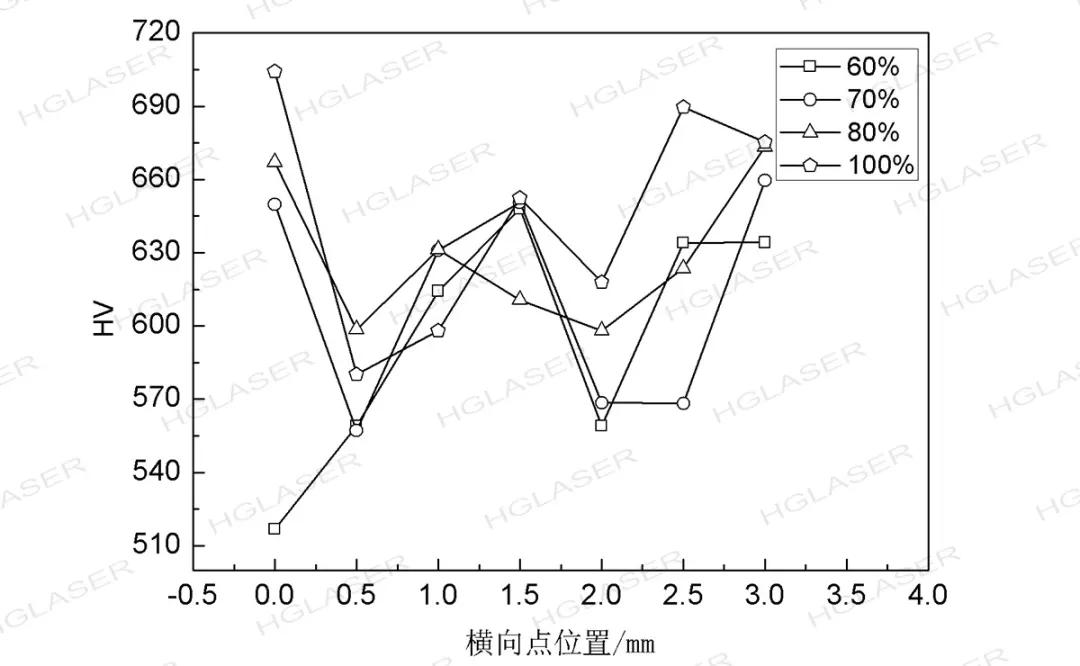
图2
不同比例粉末在层深0.08mm处硬度检测结果
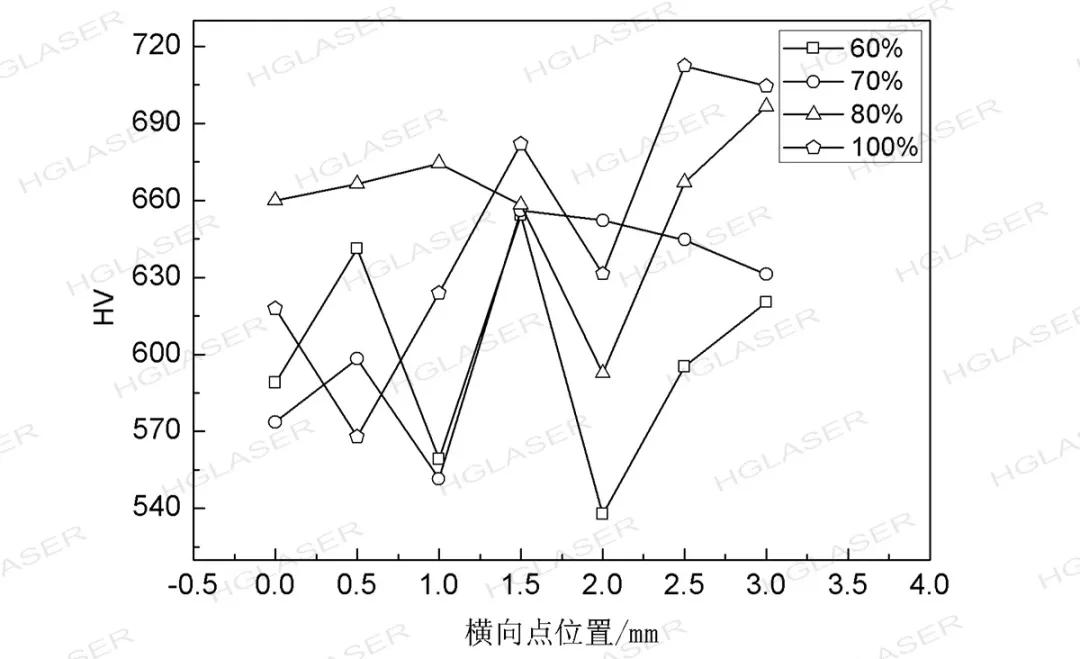
图3
不同比例粉末在层深0.16mm处硬度检测结果
由图2及图3可以看出,不同比例粉末进行高速熔覆后,在不同层深下的硬度值均大于HV510,且在同一层深下的硬度值较均匀一致。
层深为0.08mm时,硬度值范围为HV515~705;层深为0.16mm时,硬度值范围为HV535~705。
随着层深的增加,硬度有稍微提高。同一层深下,不同350比例的硬度值对比分析,发现350比例提高,硬度会有所提升。
03
激光熔覆层腐蚀性能
根据GB/T6461-2002腐蚀标准进行评估激光熔覆层耐蚀性,委托专业检测单位对激光熔覆层的腐蚀性能进行检测评估,具体检测结果如下报告所示。
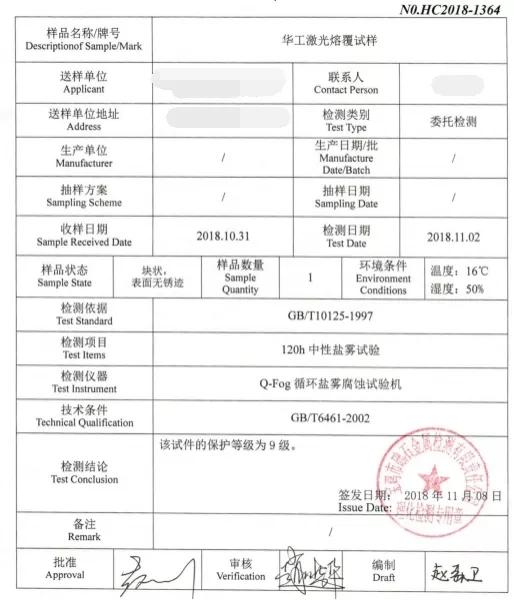
经120h盐雾试验,激光熔覆层保护等级可达到9级,熔覆层的耐蚀性能可完全满足电镀要求。
04
高速熔覆典型应用案例
滑台的表面熔覆替代电镀

其特点在于采用高速激光熔覆工艺,熔覆效率高,不会使滑台表面产生形变,表面只需磨削0.15mm即可达到光面。

液压立柱表面熔覆替代电镀

采用激光熔覆工艺替代电镀,其特点在于熔覆层结合强度高,不会因为局部有点蚀导致整个涂层剥落,可在矿山下使用2-5年寿命。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

