






在金属加工中,激光切割碳钢占据着十分重要的位置,特别是通过采用高功率激光切割、无毛刺切割、亮面切割等领先工艺技术,可获得高品质精密工件,满足焊接、表面处理等二次加工要求。随着板材厚度的增加,要实现亮面切割不仅要有高功率激光器的支持,同时还需要有先进的切割工艺进行参数调试,包括喷嘴的选择、焦点位置都会影响切割效果。
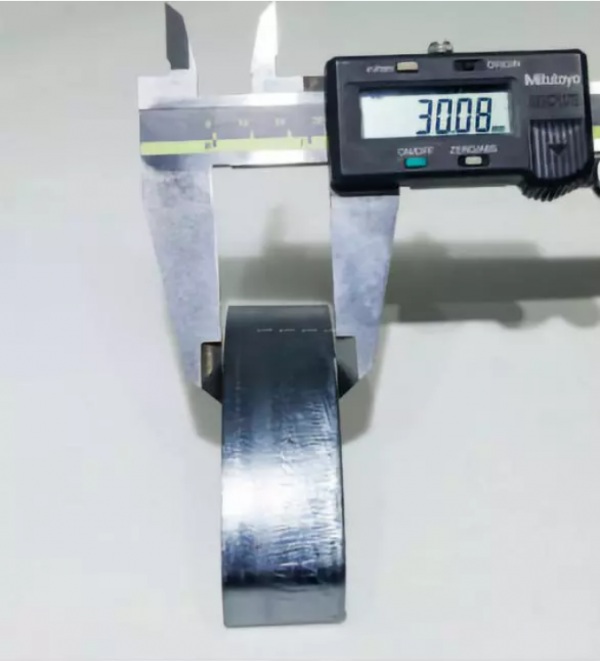
创鑫激光30mm碳钢亮面切割效果▲
目前,创鑫激光使用最新万瓦激光器,通过优化激光光斑分布及光束质量,控制喷嘴发热,在碳钢亮面切割方面取得了一项技术突破,切出了断面光滑、锥度更小的30mm碳钢。
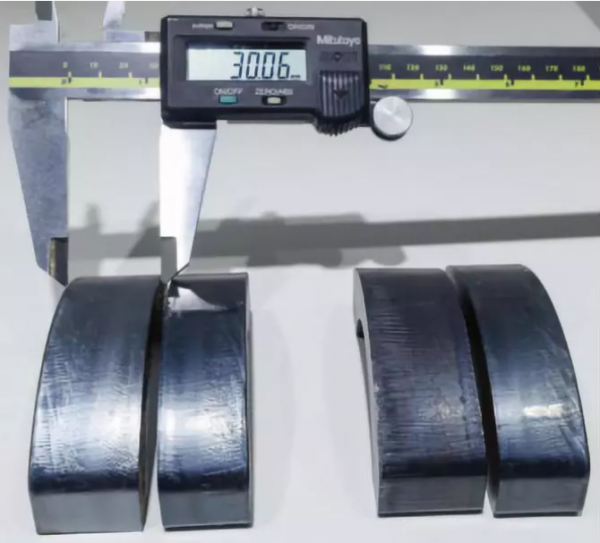
优化后碳钢亮面效果▲优化前碳钢亮面效果▲
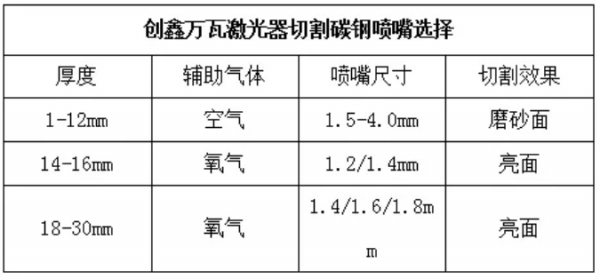
碳钢厚板采用氧气、正焦点方式切割。碳钢越厚,正焦点越大,板材表面光斑越大,要求喷嘴尺寸越大(φ1.0-2.0mm)
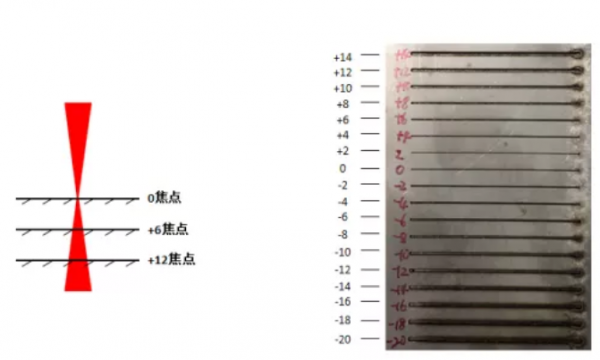
一定焦点范围内,正焦点越大,碳钢切割面越光滑,越亮。
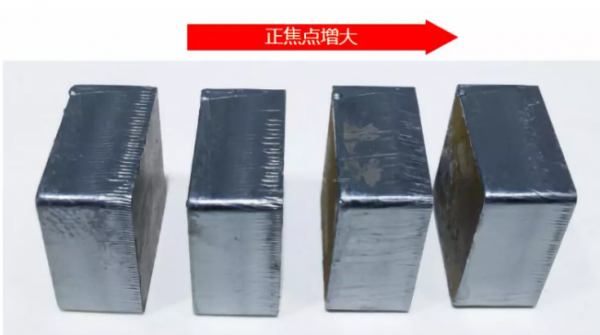
万瓦激光器不同焦点位置切割效果(碳钢亮面20mm,喷嘴1.6mm)▲
相同的焦点,喷嘴尺寸越小,碳钢切割面越光滑,越亮,锥度越小。
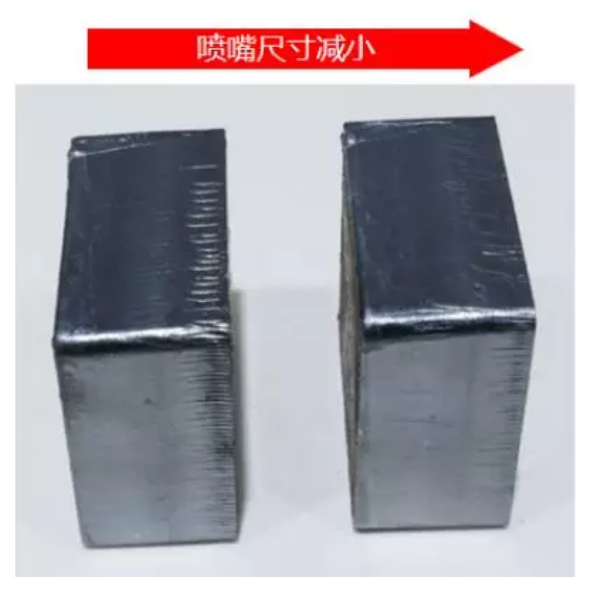
喷嘴1.6mm▲ 喷嘴1.4mm▲
万瓦激光器不同喷嘴尺寸切割效果
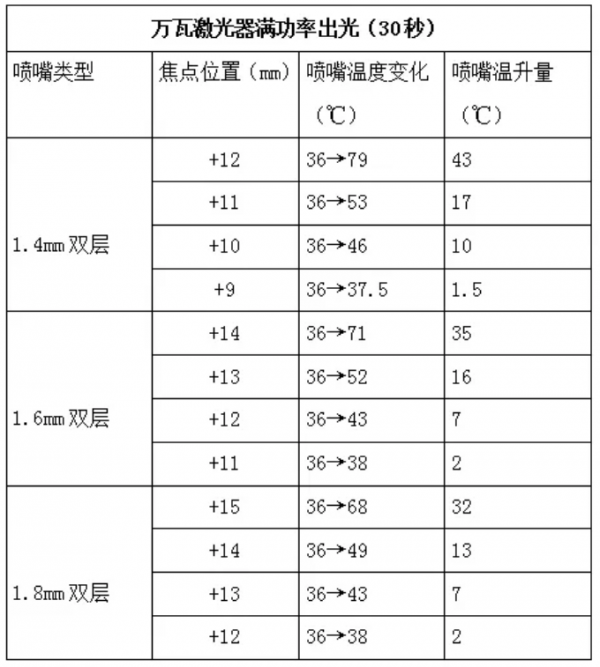
如果要实现稳定加工,必须确保喷嘴温度不发烫,不持续上升,因此根据不同的碳钢厚度,需选择合适的喷嘴和焦点位置。以下是创鑫激光切割工程师针对万瓦激光器在不同喷嘴和焦点下持续满功率出光,测试的喷嘴发热情况:
1、采用满功率、小喷嘴切割,更能切出切割面光滑,锥度小的产品;
2、万瓦激光器切割碳钢厚板最大的问题是喷嘴发烫,因此要严格将光斑调节到喷嘴中心输出;
3、保证喷嘴不发烫的前提下,喷嘴尺寸越小,正焦点越大,切割面越光滑。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

