






凭借更快的处理速度和更高的焊接质量,激光焊接可能将快速占领整个焊接加工工艺领域,你是这样认为的吗?然而,答案则是:传统的焊接工艺仍将继续统治焊接加工工艺市场。并且,取决于不同的选择、用法和工序,传统焊接技术可能永远不会消失。但是,在现在焊接加工市场中,传统焊接和激光焊接的利弊将会给市场带来什么呢?
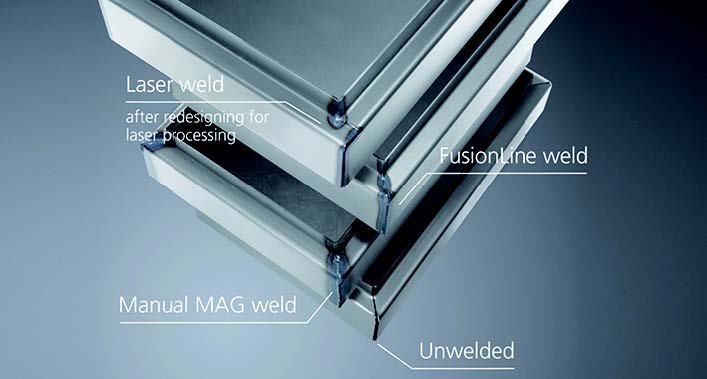
传统焊接方式仍然会是十分流行的焊接加工方式。广义上来讲,工业上通常使用三种传统类型焊接,分别是MIG(金属惰性气体保护焊接),TIG(钨极惰性气体保护焊接)和电阻点焊。在应用电阻点焊时,两个电极压制要在它们之间接合的零件,迫使大电流通过该点,使零件材料的电阻产生把零件焊接在一起的热量,电阻点焊是汽车行业,尤其是在白车身焊接上的主流手段。而激光焊接在传统焊接方面的机会也在于此,其最大市场为作为电阻点焊的代替,应用于白车身焊接上。Trumpf的FusionLine具有激光辅助的焊丝,可将更多物质引入焊缝,弥合最大1毫米宽的间隙。
市场热衷于MIG(金属惰性气体保护焊接)
为什么MIG长久以来始终占据市场?因为,连续送丝损耗是非常大的,因此,MIG在焊接过程中增加了材料并增强了焊缝,使其非常适合(零件垂直的)角焊。虽然,自生激光可将两种母体材料融合在一起,让激光也可以进行角焊,但是使用激光焊接的零件和其他零件相比,精度和精密度必须严格一个数量级。
在圆角上进行MIG焊接时,公差至少为线径的正负一半,通常需要预留更大范围供其选择。同样MIG可应用于其他类型的焊接工艺窗口要比激光大很多。换句话说,使用MIG焊接,零件不必像自发激光焊接那样精确,固定装置也不必确保几乎完美的配合。
MIG焊接也更易于自动化应用,只需控制行进速度,电压,安培数,割炬角度和工作角度,此外,就算精度只有激光焊接的一半,MIG焊接仍然能得到良好的焊接效果。与之相比,自动化激光焊接需要其使用的机器人具有出色的路径精度和可重复性,并且需要控制焊接过程中的可能产生的更多因素。TIG(钨极惰性气体保护焊接)在这方面是相似的。
这并不是意味着自MIG自动化焊接非常容易,是任何人都可以做到的。MIG焊接也仍然需要专家来进行编程和诊断问题。
经过多年的经验和科学证据,传统焊接已广为人知。我们知道如何来预测焊接结果,从而交付焊接结构所需的接头。尽管对行业来说,我们担心的一个真正的问题是由于人口老龄化及生育率下降带来的熟练工人的短缺,但是现在行业中仍然存在着大量经验丰富的焊工,技术人员和工程师,他们都对传统工艺的管理非常熟悉。对于大多数产品来说,MIG焊接是一种简单,廉价的解决方案,且能够提供不错的效果。
即使MIG焊接系统和TIG焊接系统的前期成本通常低于激光焊接系统,然而,激光器的成本一直在下降,并可见性地将持续下降。因为激光器的成本大约是激光焊接系统成本的三分之一至一半,所以根据其焊接能力而定的成本将每年下降10-15%。
然而激光加工头比传统的加工头更昂贵,用于激光传输光纤也十分昂贵,维护激光光学元件更是不在话下。例如,激光光学元件用必须“不透光”,和4''(101.6毫米)厚的壁才可以承受10分钟的直接照射而不会烧穿。(激光不会聚焦在4''[101.6毫米]厚的深度上。)而TIG和MIG系统可以用允许有差距便宜的金属板屏蔽。
另一方面,如我们将看到的那样,当考虑到吞吐量和单件成本的差异时,激光加工则通常会获胜。对于TIG焊接来说尤其如此,因为TIG焊接的过程非常缓慢,且需要很高的技术操作水平,因此使用起来非常昂贵。出于这个原因,TIG焊接在很大程度上局限于工业食品设备、电器,以及一些精密组件的制造上。但是,如果需要大量生产这些零件时,激光系统上的投资回报率则会“压倒一切”TIG焊接,因此在需要大量加工的情况下,激光焊接可以代替。
来自位于美国伊利诺伊州霍夫曼庄园的通快集团分公司的激光焊接产品经理MasoudHarooni表示,即使使用TIG焊接,也无法为食品加工和其他对外观有至关重要的要求的应用提供令人满意的表面,而激光焊接的表现则令人满意。此外,焊缝可见的激光焊接速度则比TIG焊接要快两到三倍。如果您在冰箱或类似零件上看到一个漂亮的表面,则说明它是被后续研磨加工过或采用激光焊接方式加工。
推进采用激光焊接的趋势
当下,美国制造业的选择趋于保守,所以如果没有特定问题要解决,则选择成本最低,功能最强大,最基础的解决方案。因此,人们只有在MIG焊接不起作用或嫌弃TIG焊接太慢时才会将目光投向激光焊接。而批量TIG焊接要么已经转移到国外,要么已被激光替代。那么,激光焊接对MIG焊接的挑战在哪里呢?
焊接冶金或结构损坏是一个主要的问题,这可能是由MIG焊接时间相对较长,且过程中广泛的传递到零件中的热量以及较长的冷却周期造成的。相反,因为激光可以用极小的光束传输热能,并仅熔化局部区域,总热量输入比MIG要少得多,而且零件冷却非常快,从而将变形和焊接冶金影响降至最低。
通快美国激光焊接产品经理Harooni提供了一个有用的类比:“想象将一瓶水放在沙滩上,与针相比,如果你在瓶子上放5磅重量,瓶子并不会插进沙子里,然而即使您只在针上放几盎司,针也会插进沙子里。在这里,您应用的重量是热量,瓶子是MIG焊接,针则是激光焊接。”
与MIG焊接相比,激光将热量传输减少了大约85%,焊缝中的残余应力与热量输入成正比。投入的热量越多,则产生的残余应力就越大。这意味着屈曲,变形和收缩,以及当您将该零件制成零件并将其装配到结构或车辆中时所有这些会导致噩梦的问题。
零件越大,单个残余应力变得越小,则宏观变形会变得非常昂贵,以后很难修复。这是试图“轻量化”其产品的客户的主要考虑因素。此外,一些合金在加热时会偏析或改变性能,或者晶粒结构以不希望的方式生长。在许多此类材料中,如果先熔化然后冷却焊缝,则晶粒结构和微观结构会有所不同。
“最新一代的高强度钢”通过复杂的热处理工艺获得了很多优势。但当您在较低的冷却速率下熔化并固化它们时(例如在MIG焊接中),所有他们的优点则都会消失。而激光则可以帮助维持材料的母体强度。”
另一个例子,出于浮阴极问题,因为电弧不稳定,所以MIG焊接钛很困难。因此,激光焊接钛是一个完美的选择。对于6000系列铝,问题则是在于热裂纹。热裂纹是硅化镁迁移到晶界的现象,因此如果可以在硅化镁迁移之前加热,熔化和冷却材料,则可以创建无裂纹的焊缝。激光可以通过最新的扫描技术来做到这一点,在这种技术中,可以使用反射镜来回移动光束。
激光焊接的惊人效率
大多数激光应用都是在难焊接的材料中进行的。激光焊接的凭借其超高效率,使多数钣金项目也正在转向激光。效率具体有多快呢?Harooni讲到,MIG焊接通常以每分钟20-30英寸(508-762毫米)的速度进行,最多为每分钟40英寸(1,016毫米),而激光可以以每分钟近200英寸(508厘米)的速度焊接,因此仅连接过程就已经快得多。此外,使用激光焊接也大大减少了后处理。如果焊缝外观对您非常重要的话,MIG焊接会导致较长的磨削周期,而激光焊接则可以帮您省略此时间成本。
Harooni补充说,“这就是为什么许多企业即使考虑到激光焊接会有较高初始投资,也会选择投资激光焊接的原因。”Harooni叙述了最近的项目中,通快将焊接大门的周期从10小时缩短到35分钟。另一个客户在MIG焊接铝制电气外壳时遇到困难。在MIG焊接过程中,气孔是一个经常出现的问题,且总流程时间为四个小时。Harooni表示,通快则通过激光焊接将时间缩短到18分钟。
此外,激光穿透材料的能力使其与传统焊接相比的优势倍增。因为激光不仅比MIG焊接快三到十倍(跟TIG焊接比还要更快),所以它可以焊接需要使用MIG焊接或TIG焊接进行多次焊接相对较厚的接头。传统技术还需要在走刀之间进行清理和打磨,从而进一步增加了整个加工时间。激光最多可以进行半英寸的单道焊,然而MIG焊接则需要约五道焊的位置,而且还具体取决于您使用的处理器。在半英寸以上的位置,激光焊接需要事先在边缘切割或打磨斜角,但比MIG焊接所需的整个接头斜角小得多。
因此,对于半英寸厚的材料,仅在焊接速度方面,激光焊接将比MIG快15-50倍,考虑到MIG所需的额外后处理时间之后,激光焊接的速度则甚至更快。
当然,以如此高的生产率,您需要进行大量的焊接工作才能为激光系统供料并最大程度地提高投资回报率。例如,激光通常可以在平板焊接上产生多达三到五个亚弧焊接系统。如果要为五个子弧系统供料,您需要进行大量工作。
新旧科技结合
由于自动激光焊接需要在要连接的零件之间紧密配合,因此在许多情况下,接头位置最好重新设计,从而向激光器提供重叠的表面(以利用其穿透能力)。更多的制造商愿意投资于更好的上游工艺和元件,来促进激光的产生更高产量。
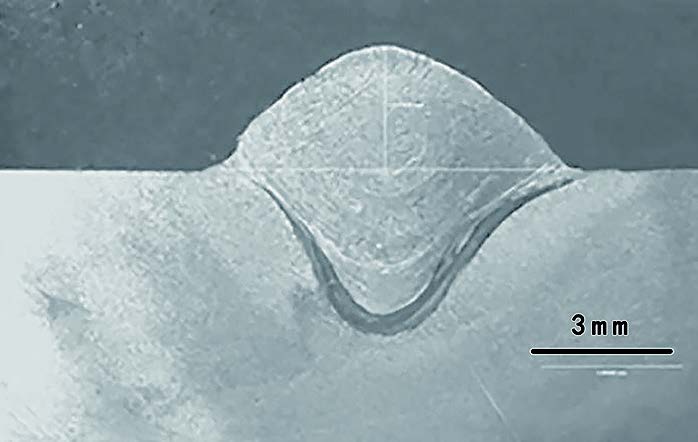
但是对于那些抵制这种变化的人,或者在不可避免的情况下所存在技术隔阂的情况,将激光和送丝技术与其他新技术相结合的混合系统,则扩大了激光的适用性。例如:摆动激光点就是一个简单的结合技术(可解决前面已提到解决热裂纹问题)。这个技术不算新潮,但近来变得更加实惠。将1.2毫米直径的点高速在3毫米区域内来回移动,能有效地捕获更大的区域,并且进行良好的焊接。
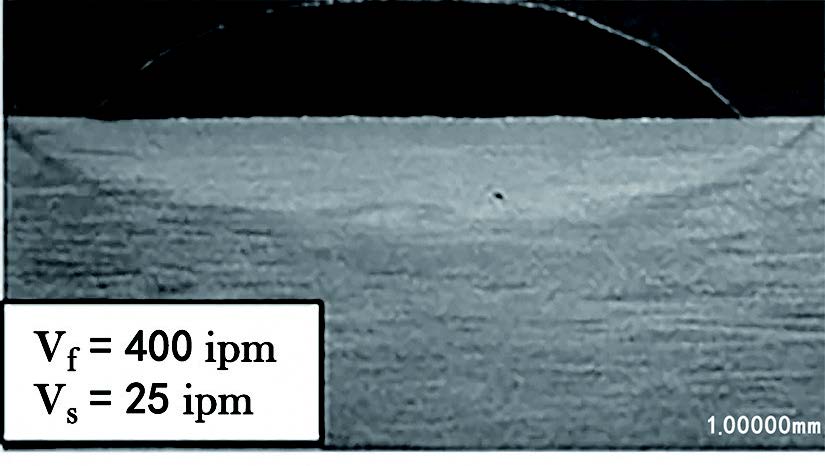
此外,混合动力焊接系统将MIG焊接工艺和激光束结合在一起。由于激光束稳定了电弧,因此工艺之间也具有协同作用。

通快的FusionLine被Harooni形容为“一种辅助金属丝加工工艺的激光焊接,可将更多物质引入缝隙中”,可以弥合宽度达1毫米的缝隙。
对于位于伊萨ESAB公司而言,他们开发了自适应焊接技术,该技术可感应零件状况并更改工艺参数以适应它们。该系统在零件上涂上激光条纹,使用摄像头,然后从视差角度对其进行观察,以观察接头的形状,大约在加工之前20-40毫米。使用激光相干成像测量激光切割的金属钥匙孔,并将这些信息用作质量度量或闭环控制过程。
当焊头在零件中加工时,该系统会自动调整激光穿透力,激光功率,金属气体电弧参数,送丝速度,电压,气体流量和行进速度。该目标是因美国海军的要求而推动的,目的是将低热量输入的激光焊接的好处给到“常规准备的零件”(即未加工成对标准激光焊接有严格公差的零件)。与稳态控制相比,这将混合焊接的工艺窗口扩大了五倍。
激光焊接对于许多用户而言仍然相对较新,Harooni强调通快从一开始就致力于培训和支持新用户,让用户能够了解安装可进行离线编程的系统的好处。通快提供的另一款产品:TeachLine,是一种基于摄像头的新型传感系统,可检测待焊缝的位置。“客户不想通过中断生产来对新零件进行编程或更改原有编程的话,可以使用离线编程来上传新零件,并对其进行编程之后再带到原有单元设置中。使用TeachLine,客户不需要再进行调整。TeachLine可以将观察到零件并同时离线调整您制作的程序。离线编程和TeachLine的结合可帮助我们的客户快速进行生产变更。”
同时,ESAB也在努力使设备能够评估其生产的焊缝质量,并尽可能地防止自身造成缺陷或不连续。通过这些技术的联合,最终,传统焊接也得到了改进,然而激光焊接的旅程也是刚刚迎来光明的起点。
传统焊接和激光焊接还能够在未来碰撞出什么样的火花,还需要产业工程师们的共同努力,并等待市场的进一步验证。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

