






在许多工业应用中,红外激光器都取得了很好的效果。然而,对于有色金属,特别是铜的加工,红外光束不太适合。一个根本原因是在这个波长范围内,有色金属对激光的吸收很低。正因为如此,焊接过程往往运行不稳定,而生产中的焊接错误往往导致废品。为了获得高的吸收率,使用波长为450nm的蓝光是理想的。在铜的激光加工中,多次高吸收有助于获得高质量、均匀的焊接结果。蓝色激光束的可用性开辟了新的应用可能性。不仅适用于铜、金等有色金属的激光加工,也适用于不同金属的焊接。
在为期三年内的德国政府研究计划EffiLAS(高效大功率激光束源)的支持下,第一台蓝光千瓦级半导体激光器诞生了,目前已实现工业应用制造并急需得到优化。这一全球独一无二的发展为激光技术开辟了一个新的领域:在蓝光波长范围内利用激光辐射加工材料。
Laserline在2019年已研制出第一台大功率半导体蓝光激光器,大大提高了有色金属激光材料的加工性能。特别是薄箔和薄板采用蓝光激光能实现更有效地加工。蓝光LDM半导体激光器提供了更多的优势。
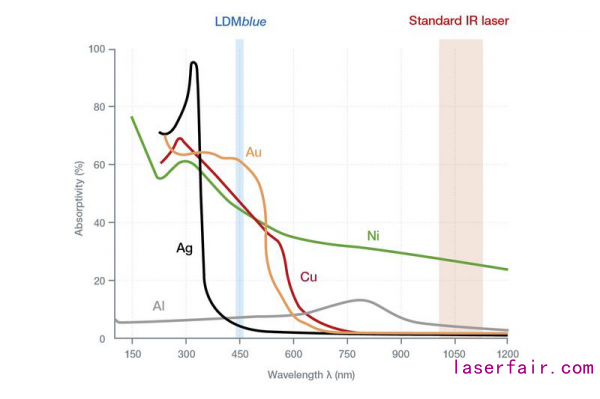
利用以前可用的工业激光束源,在批量生产中需要更大的技术突破来实现令人满意地加工高反射金属,如铜。蓝光激光器开辟了新的机会,首先铜和金吸收的蓝光谱激光比红外激光要高7到20倍。
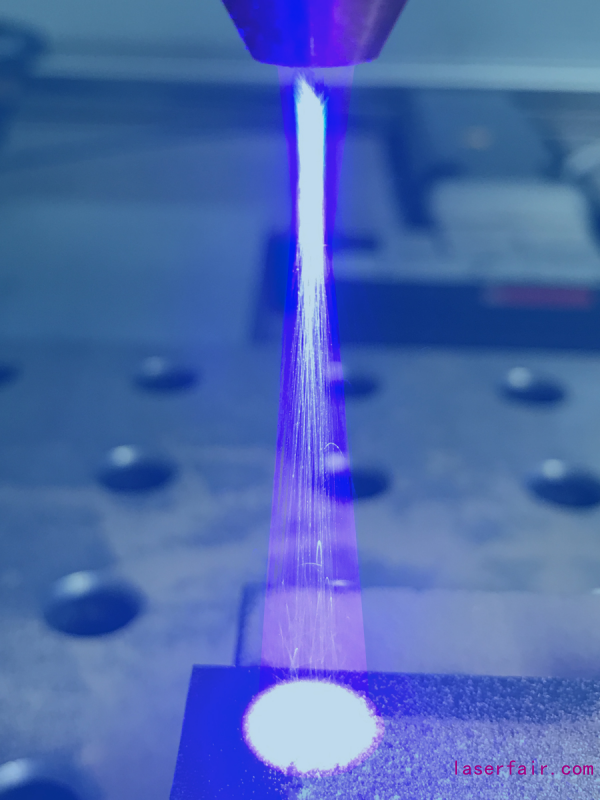
除了蓝光的高吸收率,大大简化了铜的熔化,使用传统的半导体激光强度也有助于获得最佳的加工效果。此外,Laserline久经考验的半导体激光技术允许在毫秒内对激光功率进行精细分级调节,从而最佳地适应工艺要求。无论焊接前材料的表面质量如何,铜焊接过程中产生的焊缝都非常干净和光滑。它们具有极好的导电性,在相邻的材料区域只有少量的飞溅。材料效率也特别高,因为蓝光激光一方面不需要在接缝区域进行任何重叠或材料加固。另一方面,在蓝光激光辐照下,液态铜具有很高的间隙桥接能力。控制热导焊接的可能性使得在焊接不同金属时,优先使用铜作为上部连接部件成为可能。即使是铜粉和薄铜箔也可以与钢和铝等其他材料连接。在焊接箔材时,对焊和边缘焊已经取得了相当大的效果。
与红外激光相比,焊接铜所需的总能量消耗减少了84%,而焊接金所需的总能量消耗则减少了92%。这是因为现在1千瓦足够焊接铜,0.5千瓦足够焊接金,而不是10千瓦。
在再生能源和替代驱动领域,蓝色激光器在生产中的应用有着新的潜力。例如,在电动汽车的制造过程中,铜的加工量比内燃机轿车的加工量更多,为蓝色激光提供了更多的应用可能。例如,在电池制造中,10微米薄铜箔被连接在一起或与其他金属连接在一起。这是异种金属第一次通过蓝光高功率半导体激光器实现连接。
建造风力涡轮机需要更多的铜。大型海上风力涡轮机使用多达30吨的铜——在这里,激光的使用在未来是可以想象的。由于接缝质量高,该工艺也非常适合应用于电气工程,特别是在电力电子元件的制造中,接头必须特别耐温。
总的而言,相对于红外激光,蓝光半导体激光器对非钢铁金属加工,拥有很大的优势,在电子、能源、汽车、电池等领域将有很大的发挥空间。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

