






1 序言
焊接是轨道交通装备制造的关键工艺技术,焊接效率的高低、质量的好坏,直接关系到产品的生产效率和质量安全。目前,传统的焊条电弧焊、气体保护焊已无法满足先进的设计及可靠性要求。搅拌摩擦焊、激光焊等工艺在生产线上大量的使用,围绕转向架焊接技术的模拟仿真、焊接自动化、焊接信息化及新工艺也得到应用开展,CMT(冷金属过渡)专用薄板焊接技术也随着轻量化车体的制造应运而生,这些都推进了轨道交通行业焊接技术的进步。
2 轨道交通制造焊接技术应用现状
2.1 铝合金车体双轴肩搅拌摩擦焊技术
常规的搅拌摩擦焊(Friction Stir Welding, FSW)作为一种固相焊接方法,具有焊接接头成形美观、综合力学性能良好、焊接变形小、绿色环保和无需焊材等优点,适用于铝合金、镁合金、钛合金及铜合金等金属材料的焊接,在造船、航空航天及轨道交通等领域获得了广泛的推广和应用[1]。但常规搅拌摩擦焊焊接过程伴随较大的顶锻力,需要对工件背部进行刚性支撑,这一特点限制了搅拌摩擦焊工艺方法在一些复杂结构件上的应用[2]。
双轴肩搅拌摩擦焊(Bobbin Tool Friction Stir Welding)是一种新型的搅拌摩擦焊焊接方法,在双轴肩搅拌头中,由一个共用的搅拌针连接上下两个轴肩,并分别与试件的两个表面接触,下轴肩代替了背部的刚性支撑垫板[3]。这一改进大大降低了焊接过程中的顶锻压力,提高了搅拌摩擦焊的可操作性,同时节省了制造刚性装置的成本。目前,双轴肩搅拌摩擦焊技术还处于研究阶段,M. Esmaily[4]通过对比试验发现,双轴肩搅拌摩擦焊相比于普通搅拌摩擦焊,其峰值温度较高,但对工件焊接热输入较低且冷却速率较快,因此可得到抗拉强度较高的焊接接头;Wang等[5]人研究了双轴肩搅拌头旋转速度对接头性能的影响,当焊接速度为42mm/min、转速为800r/min时,可获得母材强度80%的AA2198铝合金焊接接头;Zhang等[6]人发现焊接速度对双轴肩搅拌摩擦焊接头的断裂位置有较大影响,当焊接速度较低时,断裂发生在焊核区,而当焊接速度较高时,断裂发生在热影响区;中航工业的董继红等[7]人还开发了一种浮动式双轴肩搅拌摩擦焊设备,该设备降低了搅拌摩擦焊对工件平面度的要求,利用此设备,可获得母材强度79%的6082-T6铝合金焊接接头。双轴肩搅拌摩擦焊的工艺特点使其在铝合金型材的焊接方面具有广阔的应用前景,但目前此技术在该方面的研究还处于初级阶段,所研究的双轴肩搅拌摩擦焊焊接速度较低,还未达到工业化应用要求。
2.2 不锈钢轨道交通车体激光焊接技术
随着轨道交通车体轻量化、防腐等要求的不断提高,不锈钢车体已逐步得到推广使用。不锈钢车体多为无涂装车体,外观质量及商品化程度要求较高。目前,不锈钢车体多采用以电阻点焊为主、脉冲MAG焊为辅的焊接工艺。由于电阻点焊压痕降低了车体的外观质量,同时电阻点焊车体结构密封性差,生产效率不高,成为不锈钢车体侧墙结构制造中存在的主要问题,为此,提出了采用激光叠焊取代电阻点焊的方法。
激光焊接是一种高能束焊接方法,焊接接头质量稳定、焊接速度快、焊接变形小,提高了不锈钢车体的密闭性和整体刚度;激光叠焊技术是通过控制激光束在熔入下板某一深度时停止发射激光,实现外观美观,满足车体强度设计标准要求。采用激光焊技术进行车体结构焊接是不锈钢轨道车辆制造技术的一次变革。对于部分熔透激光叠焊技术,经过几年的系统研发,已经完成了焊接变形、接头熔深、熔宽及抗拉强度的变化规律,激光叠焊结构特征与疲劳特征等关键问题,激光焊接过程质量检测与控制,激光焊参数与压紧力参数协调控制,以及激光焊车体结构优化设计等的研究。将轨道交通车体焊接中的大多数作业改为激光焊接,作业速度可提高20%~30%。通常,每辆轨道交通车体实施7000~8000处焊点,而经点焊的加工表面需要后续加工,耗费作业时间,激光焊改善了这方面的问题。
目前,日本、韩国已经开始采用激光焊技术进行轨道交通车辆的生产,德国、法国等欧洲的轨道交通车辆生产厂家也在推广激光焊接技术,国内中车长春客车股份有限公司、中车青岛四方机车车辆股份有限公司、中车株洲电力机车有限公司已经开展了激光焊接不锈钢轨道车辆的研究。中车长春客车股份有限公司采用激光焊技术完成了北京地铁6号线及美国波士顿地铁项目生产,并将在美国洛杉矶地铁项目中采用激光焊技术进行生产;中车青岛四方机车车辆股份有限公司采用激光焊技术完成了北京地铁14号线、青岛地铁等项目中车体产品的生产[8],如图1所示。

图1 不锈钢车体激光焊制造
2.3 铝合金车体激光-MIG复合焊接技术
高速动车组和大部分城轨车辆的车体均由铝合金板材和型材组焊而成,铝合金车体具有质量轻、密封性好、噪声低等特点,在城轨、地铁和高速列车上应用广泛。在行驶过程中,车体长期承受着振动和冲击载荷的作用,车体焊缝的质量和性能直接关乎车辆的安全性。目前,我国主要依靠的是MIG焊接技术,其焊接工艺及自动化水平已较为成熟,但MIG焊接铝合金存在单道焊接熔深有限,焊接速度慢、焊接热输入大、焊缝热影响区宽、接头韧性低、热影响区以及焊缝的强度大幅下降,焊接结构的变形大,以及需要焊后矫正等缺点,大大影响了铝合金车体的生产效率和生产质量,难以满足现代制造业的需求。
铝合金的激光-MIG复合焊接工艺与传统的MIG焊相比,焊缝成形良好,不仅焊接效率提高,接头的强度也有很大提高,并且接头的应力、变形也会减小,这对于保障铝合金车体整体的尺寸精度和安全可靠性是非常有利的,也减轻了后续车体调修的难度,且相较于搅拌摩擦焊,适用的焊缝形式更全面。国外各大车辆制造商对激光-MIG复合焊工艺已有较为广泛的应用,而国内对该工艺的应用仍处于初级阶段,大部分主机厂正在对激光-MIG复合焊的工艺进行基础研究和应用验证,也有少数主机厂开始采用激光-MIG复合焊工艺进行铝合金车体长直焊缝的焊接。
2.4 转向架自动焊接工艺技术
(1)焊接数值模拟技术应用 随着计算机技术的发展,借助先进的有限元数值模拟仿真技术,结合试验研究与工程实践,可实现对焊接变形和焊接应力的准确预测。一方面可降低试制成本,缩短试制周期;另一方面为焊接工艺设计提供理论支撑,并为控制焊接变形提供更多的量化数据。
针对轨道交通焊接转向架的焊接模拟特点,基于商用焊接模拟仿真软件SYSWELD进行二次开发,对转向架典型接头和焊接方法,将网格划分、热源校核形成定制模块,开发参数化设置界面,简化工程技术人员的操作。对焊接转向架部件,制定快速焊接数值模拟流程,获得快速仿真结果。
(2)自动化焊接技术的应用 为了提高焊接产品的稳定性、焊接效率,开发全自动焊接工艺,实现了侧梁内筋、外体、横梁及构架的自动焊接(见图2),自动焊接量占转向架总焊接量的70%以上。

a)侧梁自动焊接

b)横梁自动焊接
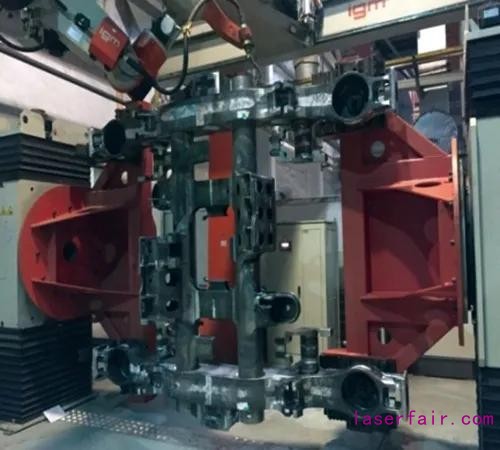
c)构架自动焊接
图2 转向架自动焊接
将自动焊接与生产线有机结合,针对产品开发自动化焊接生产线,生产线通过自动物流(AGV)小车,将自动组装、自动焊接(包括双机协同焊接技术)、自动打磨技术等自动作业台位及人工台位串联起来,实现自动化、准时化、节拍化生产,如图3所示。自动化焊接生产线使焊接效率提高25%,如焊接构架制造周期可缩短7天;制造质量稳定,焊缝成形美观,焊接变形小;自动焊焊缝超声波检测一次合格率在98%以上,大大减少了焊缝的返修次数。

a)自动化生产线

b)自动物流

c)自动组装

d)自动打磨
图3 焊接自动化生产线
(3)焊接信息化技术应用 随着“中国制造2025”的提出,数字化工厂、数据驱动型制造企业建设要求,对于焊接过程的数据实时掌握、存储变得越来越重要,基于焊接数字化工厂搭建,按照系统策划、分步推进的步骤,逐步开展焊接数字化工厂建设,第一阶段实现焊接过程数据的采集、简单的分析;第二阶段实现工艺信息与生产要素信息的互联互通;第三阶段实现大数据的分析,通过数据驱动优化工艺、生产,如图4所示。

图4 焊接信息化平台
2.5 轨道交通车辆CMT薄板焊接技术
随着轨道交通装备的发展,高速、轻量化已经成为行业中日益关注的焦点。焊接作为一种连接工艺方法,广泛地应用于轨道交通车辆结构制造过程中。目前,传统的手工焊已无法满足先进的设计和可靠性要求,因此电阻焊、搅拌摩擦焊、激光焊等焊接工艺在生产线上大量应用,如图5所示的CMT专用薄板焊技术也随着轻量化轨道交通车辆的制造应运而生。
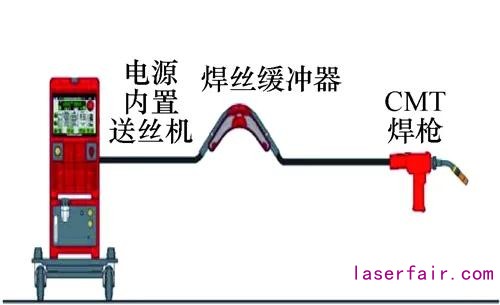
图5 手工CMT薄板焊接系统
根据高速、轻量化的要求,轨道交通车辆外蒙皮,流线型司机室外蒙皮大都采用1~3mm薄板结构。外蒙皮的平面度及焊缝的美观度对轨道交通车辆质量具有重要影响。传统的弧焊在薄板焊接过程中极易产生较大的变形。CMT薄板焊接在轻量化轨道交通车辆的薄板焊接方向与传统的MAG焊相比具有独特优势。
1)在薄板焊接时,CMT薄板焊接引弧可靠迅速,短时间内即可熔化母材。传统的MAG焊在焊接过程中,焊丝干伸长改变时,焊接电流会增加或者减少。而CMT薄板焊接时,焊丝干伸长的变化仅会改变送丝速度,不会导致电流的变化,从而实现焊缝的熔深一致,同时弧长高度的稳定性好,使得焊缝外观成形能够达到均匀一致。
2)较快的焊接速度,提高劳动效率,适用于轻量化轨道交通车辆的大批量生产。CMT薄板焊接过渡是电弧不停地燃烧、熄灭,频率高达每秒70多次,而电弧每重新引燃一次就能修正一次电弧,保证了电弧的稳定性。在干伸长或者焊接速度改变的情况下,电弧长度也能保持一致,在焊接速度加快的情况下,也不会出现断弧情况。
3)低热输入,良好的搭桥能力,使得薄板装配间隙要求降低,可适用于流线型司机室蒙皮的焊接。CMT薄板焊接的熔滴过渡,在电流几乎为零的情况下,通过焊丝的回抽将熔滴送进熔池,热输入量迅速减少,对焊缝持续热量输出的时间非常短,从而给焊缝一个冷却过程,降低了薄板焊接的变形量,同时使得焊缝具有形成良好的搭桥能力,降低了薄板工件的装配间隙要求。而流线型司机室外蒙皮多为空间不规则结构,致使蒙皮之间的对接焊缝间隙不均匀。如图6所示,采用CMT薄板焊接,能够满足这种焊缝的焊接,降低了蒙皮焊缝间隙的要求,同时也无需担心焊缝的塌陷和烧穿,焊后蒙皮变形量较小,保证了焊后司机室整体的流线型结构。

图6 司机室蒙皮对接焊缝
4)无飞溅起弧。CMT薄板焊接无飞溅起弧的特点减少了焊后清理工作量。在薄板的焊接过程中,由于传统的MAG焊在焊接过程中会产生较多的焊接飞溅,焊后需要大量的打磨工作。采用CMT薄板焊进行薄板焊接,可以很好地解决焊接飞溅清理的难题。
5)焊接变形较小。轻量化轨道交通车辆2mm外蒙皮,分别进行CMT薄板焊接与MAG焊接的对接焊对比。一般薄板焊接后,会在焊缝长度方向产生收缩变形,宽度方向产生角变形,通过测量外蒙皮试板的收缩量和变形量,判断CMT薄板焊接的优异性。在焊后通过对外蒙皮试件的收缩量和变形量进行测量,得知CMT焊接产生的变形量和收缩量均小于MAG焊接,见表1。
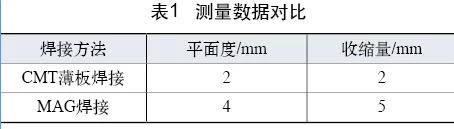
通过CMT薄板焊接与传统MAG焊接对比,发现CMT薄板焊接具有巨大优势,CMT薄板焊接第一次将焊丝的运动同熔滴过渡过程相结合,在焊接过程实现冷热交替,能够控制短路电流实现无飞溅过渡,焊接时具有低热输入量、焊后变形小、搭桥能力好、焊缝均匀一致、焊接速度快以及运行成本低等优点,CMT薄板焊接可适用于超薄板材的焊接,广泛应用于焊接的各个领域。
3 轨道交通制造焊接技术发展趋势
1)未来3〜5年,双轴肩搅拌摩擦焊因其优异的工艺特点,在铝合金车体焊接的应用将会越来越广。
2)采用激光焊技术进行不锈钢车体的焊接,填补了国内轨道交通车辆制造技术空白,实现了轨道交通客车领域核心技术的突破,对于提升产品在国内外市场的竞争力具有重要意义,激光焊不锈钢轨道交通车辆产品市场前景非常好。
3)随着激光-MIG复合焊工艺装备的不断开发和生产线自动化、智能化程度的提高,激光-MIG复合焊工艺的应用将扩展到车体所有焊缝的焊接,应用将会越来越广。
4)转向架自动焊接工艺技术提高了轨道交通车辆焊接自动化程度,推进了轨道交通车辆焊接技术的进步,未来自动焊接量会不断增加。
5)CMT薄板焊技术可适用于超薄板材的焊接,将广泛应用于焊接的各个领域。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

