近年来随着超快光学、光纤激光器及大功率激光 器的迅速发展,激光技术在输出功率、加工效率、精 度和质量等方面都得到了完善提升,进一步加深了激 光技术在材料加工、光电检测、高速通信、生物医疗、 国防工业等众多领域的发展,促进了相关产业的技术 革新和产业升级。激光技术本质上是融合光学、 机械学、电子学、计算机学等学科为一体的高新技术, 因其具备高单色性、相关性及平行性等独特优势,且 有着极好的空间和时间控制性能,其应用领域范围不断扩展。激光技术在材料加工领域的应用颇为广泛,应用 的工业激光器主要有 CO2 激光器、Nd: YAG 激光器、 光纤激光器、碟片激光器和半导体激光器,目前交付 使用的高功率高光束质量光纤激光和碟片激光器最 大输出功率高达 100 kW,轴快流 CO2 激光器最大功 率为 20 kW,研制的新一代二极管泵浦金固态激光 器,具有极高的能量转换效率,且体积小,波长短, 使用更方便。 通常将应用到材料加工领域的激光技术称为激 光加工技术,因激光可精确聚焦至微米级,能量密度 高(可达 105 ~1015 W/cm2 ),因此激光加工技术可对 新型材料、复合材料、金属化合物以及非金属材料等 进行高效、高质、高水平加工,且加工过程中对材料 的损伤程度低[11]。激光加工技术具有以下几点优势:① 工艺集成性强,材料加工步骤繁琐,包括打磨、 切割、打孔、焊接等多道工序,普通技术加工耗时长, 且容易浪费资源,激光加工技术可实现在同一台设备 完成多种加工工艺,从而大大提升工作效率,提升经 济效益;② 材料适用范围广,激光加工技术可对不 同种类材料加工,既可对硬质合金材料、耐热合金材 料等高强度、高硬度、高熔点的金属材料加工,又可 加工高硬度、脆性大的非金属材料,如宝石、陶瓷、 玻璃等,同时激光加工技术对工作环境要求比较低, 可以在大气、真空甚至个别特殊极端工作环境下工 作;③ 加工精度及效率高,由于激光的能量密度高, 可瞬时完成加工任务,因此热影响区小,同时加工方 式为非接触式,工件变形小,能够极大保证加工质量, 降低加工成本。 2.1 激光切割技术 激光切割是利用高能量密度的激光束加热工件, 使工件材料在极短时间内达到熔点或沸点,通过辅助 气体吹走切割缝内的熔渣,达到切割的目的。激光切 割通用性强,可以对新型材料、金属材料、玻璃和半 导体等脆性材料进行精准切割,且加工后工件热影响 和材料变形小,切割后的工件可直接使用无需二次加 工。相比与传统切割技术,激光切割过程噪音较小, 且能节省 15%~30%的原材料。随着激光技术的日臻 成熟,超快激光可实现微米级加工精度,表面粗糙度 可达到或优于 Ra0.4 μm。激光切割技术与机器人、计 算机软硬件相结合,向智能制造发展,能实现多坐标 联动,完成复杂工件的精准高效切割。目前国内外汽车制造企业大量引入激光切割技术,使汽车安全性 能得到进一步提升。图 1 所示为激光切割在材料加 工领域的应用。目前,在切割金属薄板方面,光纤激 光器的应用最为广泛,其切割效率和切割质量均具有 显著优势。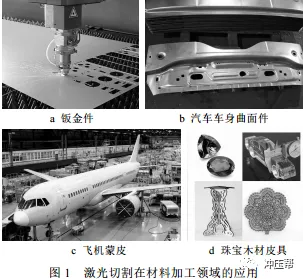 在金属材料激光切割方面以高速飞行器尾翼不同厚度的 Q235 钢板为实验对象,进行激 光切割工艺试验,研究表明随切割速度与辅助气压的增大,切缝表面质量整体呈先升高后降低的趋势, 与钢板厚度无明显关系。对 0.8 mm 和 1.6 mm 的 TC4 钛合金民用大飞机蒙皮板材进行激光切割工艺试验表明,切割速度是影响切割质 量的主要因素,热影响区深度受切割工艺的影响较 大,热影响区深度越深,材料的拉伸性能越差,试 样断口形貌属于塑性断裂。针对 8 mm 厚 AA2219 铝合金开展了光纤激光切割工艺实验表明,激光功率和辅助气压是影响切缝质量的 最主要工艺参数,当激光功率增大至 5.4 kW、辅助气压取值范围增大至 1100~1500 kPa 时,切缝挂渣 量最少。在非金属材料激光切割方面,将 355 nm 的纳秒激光器和 1064 nm 的皮秒激光器用于蓝宝石 的切割实验,结果表明用纳秒激光器在紫外波段对蓝宝石基片造成损伤的峰值功率密度阈值为 0.5× 109 W/cm2 ,加工效率低且存在明显的热效应,而脉宽为 15 ps 的皮秒激光对蓝宝石基片造成损伤的峰值 功率密度阈值为 0.5×1012 W/cm2 ,加工几乎不产生热 效应,切割质量优。图 2 为通过皮秒激光对 0.55 mm 的蓝宝石进行高质量的分层扫描切割。用红外皮秒激光加工 CFRP 炭纤维增强复合材料,将 材料的热损伤降到了 5 µm,并发现 HAZ 会随着激光 平均功率的增大,先减小再增大;
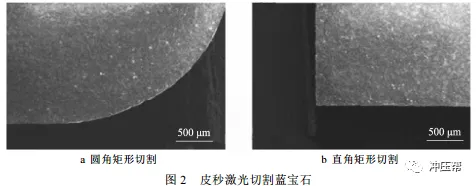
在金属材料激光切割方面以高速飞行器尾翼不同厚度的 Q235 钢板为实验对象,进行激 光切割工艺试验,研究表明随切割速度与辅助气压的增大,切缝表面质量整体呈先升高后降低的趋势, 与钢板厚度无明显关系。对 0.8 mm 和 1.6 mm 的 TC4 钛合金民用大飞机蒙皮板材进行激光切割工艺试验表明,切割速度是影响切割质 量的主要因素,热影响区深度受切割工艺的影响较 大,热影响区深度越深,材料的拉伸性能越差,试 样断口形貌属于塑性断裂。针对 8 mm 厚 AA2219 铝合金开展了光纤激光切割工艺实验表明,激光功率和辅助气压是影响切缝质量的 最主要工艺参数,当激光功率增大至 5.4 kW、辅助气压取值范围增大至 1100~1500 kPa 时,切缝挂渣 量最少。在非金属材料激光切割方面,将 355 nm 的纳秒激光器和 1064 nm 的皮秒激光器用于蓝宝石 的切割实验,结果表明用纳秒激光器在紫外波段对蓝宝石基片造成损伤的峰值功率密度阈值为 0.5× 109 W/cm2 ,加工效率低且存在明显的热效应,而脉宽为 15 ps 的皮秒激光对蓝宝石基片造成损伤的峰值 功率密度阈值为 0.5×1012 W/cm2 ,加工几乎不产生热 效应,切割质量优。图 2 为通过皮秒激光对 0.55 mm 的蓝宝石进行高质量的分层扫描切割。用红外皮秒激光加工 CFRP 炭纤维增强复合材料,将 材料的热损伤降到了 5 µm,并发现 HAZ 会随着激光 平均功率的增大,先减小再增大;
HAZ 随脉冲重复频率的增加而增大;HAZ 随扫描速度的增大逐渐减 小,最后 HAZ 会逐渐趋于一个稳定值。针对低温共烧陶瓷 Ferro A6M LTCC 基板进行激光切割工艺研究表明当激光参数设置为空占比为 30%,频率为 10 kHz,速度为 4 mm/s 时,得到的切割效果较好。在切割工艺对切割质量的影响因素方面,通过国志激光 YMM-12000 光纤激光器对 20 mm 厚的 Q235b 钢板进行切割工艺实验,表明影响切割 质量的主要工艺参数为激光功率和辅助气压,当激光功率增大到 4 kW,辅助气压取值范围增大到 1400~ 1500 kPa 时,切缝挂渣量最少。对 1.7 mm 厚飞机钛合金蒙皮材料进行激光切割实验,当激光功率为 1000 W,辅助气压为 1.2 MPa、切割速度为 3000 mm/min 时,切割面粗糙度最小,激光切割提高 了切面的硬度。以 Kapton 复合胶膜为实验对象进行激光切割实验,得到最优工艺参数为喷嘴走速为 80 mm/s,激光功率为 70%,激光频率为 6500 kHz,伺服电机加速度为 450 mm/s2 ,工艺改进后激光切割 Kapton 复合胶膜孔切透率由原有的 9%提 升至 97.4%。
激光加工技术的应用展望
激光加工技术有着传统加工技术无法比拟的应用优势,同时其符合当前生态文明建设,实现绿色与可持续发展的要求,具有巨大的发展潜力和广阔的市 场。随着激光加工技术应用领域的不断拓展,仍存在 一些关键问题亟待解决,如激光设备的成本普遍偏高, 专门针对激光增材制造的金属粉末开发不足,表面改性的激光加工工艺研究有待进一步深入等,因此针对 上述问题开展技术研究,将促使激光加工技术更好应 用于材料加工领域,从而助力中国制造业快速发展。







 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

