现场调查发现,某车型差厚激光拼焊门内板(薄板厚度0.7mm,厚板厚度1.4mm)零件出现的开裂状态有以下2种:①激光拼焊缝位置开裂(见图1);②薄板区激光拼焊缝旁3~5mm位置开裂(见图2)。2种问题的发生频次有一定差异,第2种焊缝旁开裂问题发生的频次较高(见表1),现将重点阐述第2种开裂问题的原因和解决方案。
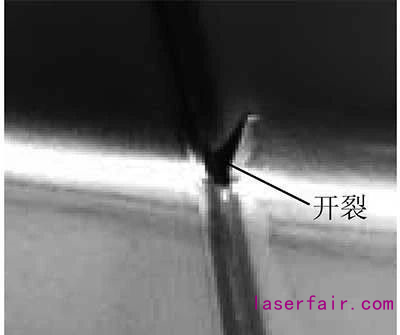
图1 激光拼焊缝开裂

图2 激光拼焊缝旁开裂
根据经验,差厚激光拼焊门内板焊缝位置开裂的问题,主要是拼焊过程焊接质量差导致。厚薄板匹配直线度差、焊接部位有杂质、焊接气孔或虚焊等问题是导致焊接质量差的主要原因,做好焊接过程控制即可有效解决焊缝位置的开裂问题。现重点对拼焊缝旁开裂问题进行分析。
为分析差厚激光拼焊门内板开裂原因,将各开裂零件状态进行对比,发现开裂主要表现为薄板料焊缝旁3~5mm位置拉深过程的应变超过极限,使材料拉裂。
将该零件工艺设计阶段的CAE结果调取出来进行检查(见图3),同时进行网格试验分析(见图4),结果显示实际零件成形后状态与CAE分析结果基本一致,可以确认薄板区在局部位置材料应变超过成形极限,产生开裂。因此差厚激光拼焊门内板焊缝旁开裂问题分析,应从以下几个方面展开。
根据钢材冲压成形原理分析,冲压件满足拉深要求的首要条件为钢材自身的力学性能参数满足零件拉深要求。现探讨的门内板开裂问题全部集中在薄板区,将该零件0.7mm薄板钢材作为分析的关键点。
调取生产过程中某时期内0.7mm薄板性能参数,与许可范围进行对比,各参数表现如下:屈服强度许可范围120~210MPa,实际板料屈服强度133~154MPa;抗拉强度许可范围≥260MPa,实际板料抗拉强度284~291MPa;断后延伸率许可范围≥42%,实际板料断后延伸率51%~55.5%;厚向异型系数R90值许可范围≥1.7,实际板料厚向异型系数2.6~3.1;应变硬化指数N90值许可范围≥0.2,实际板料应变硬化指数0.25~0.26,薄板性能达标。
变形力和变形是作为评判焊缝质量的重要标准,可以通过杯突试验机获得,一般以变形高度作为最终衡量标准。按照GB4156-84《金属杯突试验方法》标准,一般冲压的变形高度为5.6mm,超深冲压的变形高度为7.0mm以上。调取该时期28批次的拼焊板料杯突结果显示,板料杯突试验满足超深冲压要求。
热冲压门环是指将A柱、B柱、门槛梁和车顶边梁设计成一个封闭的整体式零件,进而进行热冲压成形。从2009年起,主要受全球排放法规的影响,热冲压钢激光拼焊板在现代汽车上的使用开始迅速增长。
轻量化门环的设计与材料机械性能、材料厚度、涂层性质、材料落料利用率、成形方式相关。目前生产的热冲压激光拼焊板中,约99%使用铝硅涂层的钢。使用部分消融技术对铝硅涂层板进行激光拼焊,但如果在激光拼焊前没有去除涂层,涂层中含有的铝会削弱焊缝,导致零件失效。而如果采用无涂层钢板制造热冲压激光拼焊件,虽无激光拼焊开裂风险,但由于在一般的气氛加热炉内存在大量氧气,使得无涂层钢板在加热过程中容易产生氧化皮,需要进行抛丸,但抛丸易变形,且耐腐蚀性差。本文以真空热冲压技术与激光落料、激光拼焊技术相结合,对一体式门环的轻量化设计开拓思路,对热冲压零件的开发具有指导和借鉴意义。
工艺优化对比
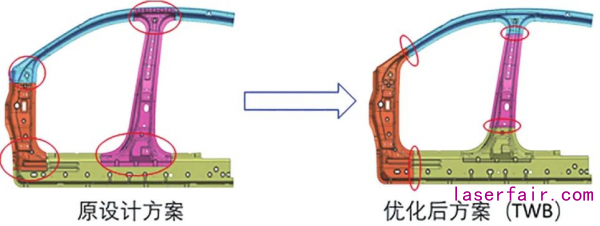
以传统设计的A柱、B柱、门槛梁和车顶边梁点焊接门环方案与激光拼焊的无涂层板的方案进行对比分析。⑴原方案:4个零件是单独成形,后续通过点焊装配;优化方案:采用激光拼焊整体成形。⑶原方案每个零件的匹配搭接处取消,改成激光拼焊缝(图1),详细参数见表1。
图1 门环优化方案数模
表1 门环优化方案信息
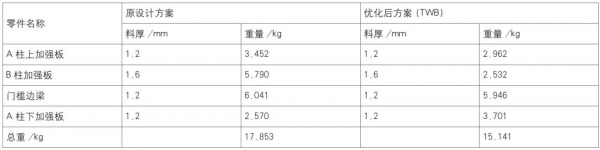
从上述表格数据分析可得,门环优化后减重17.853kg-15.141kg=2.712kg,减重率约≈17%。
材料利用率对比
目前大部分通用落料线为压力机与模具落料,压力机与模具落料是利用压力机和冲切模具进行金属板料的落料,压力机一次开合即完成一次料片的落料。其工作效率较高,但冲切时,为保持冲切顺利,每个成品料片间必须有8~10mm的缝隙,并且在更换新产品时,需要重新设计和制造新的模具。因此这种工作方式,其材料利用率偏低,柔性较差,对新产品的响应速度较慢,其材料利用率如图2所示。而激光落料是利用激光切割装置对切割平台上的板材进行切割加工,从而完成料片的落料。激光切割时,每个成品料片间只需有3mm左右的缝隙,有些特殊的料片甚至可以做到零间隙排布,即共边切割,同时,在更换新产品时,只需要重新编写切割程序即可。因此这种工作方式,其材料利用率高,柔性好,对新产品的响应速度也快,其材料利用率如图3所示,材料利用率对比详见表2。
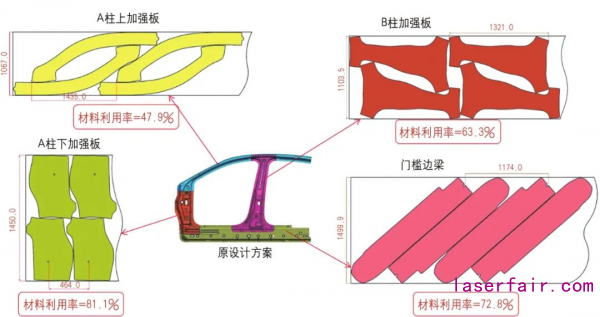
图2 模具落料材料利用率
表2 模具落料与激光落料材料利用率对比
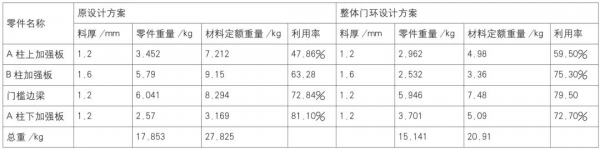
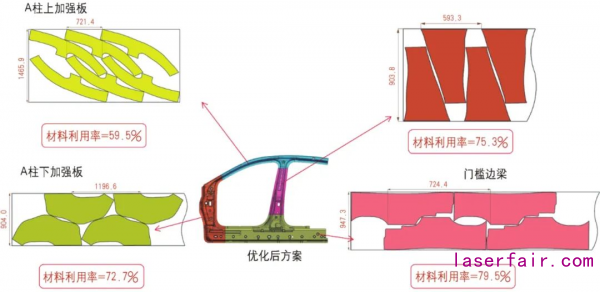
图3 激光落料材料利用率
现场效果验证
采用激光切割的落料方式,分别对厚度为1.4mm和1.6mm的22MnB5裸钢板进行落料,得到厚度为1.4mm的A柱板料和门槛板料,厚度为1.6mm的B柱板料和H柱板料。依次序对A柱板料、门槛板料、B柱板料和H柱板料进行激光拼焊,得到门环坯料,如图4所示。将门环坯料放入930℃的真空炉内,对真空炉进行抽真空,炉内真空度在1~100Pa之间。将门环进行加热,加热时间为300s。将奥氏体化后的门环坯料放入模具中进行热冲压,其中转移时间为10s,冲压压力为750t,保压时间12s,门环热冲压件成形,如图5所示。
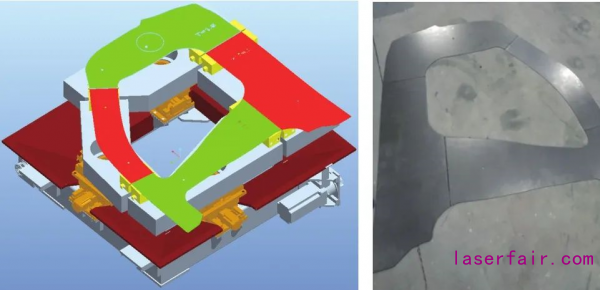
图4 激光拼焊门环坯料

图5 真空加热一体式激光拼焊门环
另外为增加无涂层门环的耐腐蚀性能,可对真空加热后的门环进行电镀锌处理,电镀锌门环如图6所示。

图6 真空加热一体式激光拼焊电镀锌门环
对真空加热的门环以及气氛炉加热的门环用金相法进行氧化皮厚度测试,普通炉如不通入氮气进行气氛保护,氧化皮厚度一般在10μm以上,而通入氮
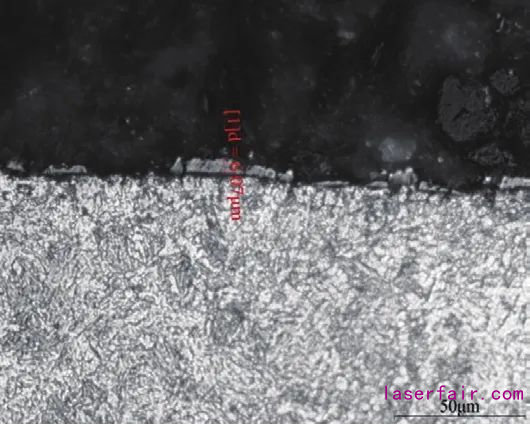
图7 气氛炉加热门环氧化皮厚度
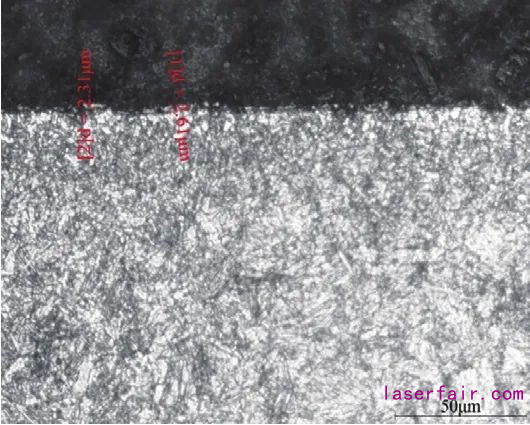
图8 真空加热一体式激光拼焊门环氧化皮厚度
气进行气氛保护,氧化皮厚度一般在5μm左右(图7)。而用真空炉制备的零件,其氧化皮厚度一般小于2μm(图8)。
结束语
结合真空加热炉技术与激光拼焊门环技术,采用无涂层板制备一体式门环,减重17%左右,且发现通过真空加热炉制备的热冲压门环,其氧化皮厚度小于2μm,小于普通气氛保护炉产生的氧化皮厚度。另外由于激光拼焊处无涂层,可以避免焊接开裂的风险,无涂层激光拼焊需要增加耐腐蚀性能,可在热成形之后加一道电镀锌工序即可。








 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

