






随着新型材料加工技术的发展,塑料产品因其质量轻、比强度高、耐腐蚀、绝缘性好和成型加工性能优良等特性,已经大量取代金属和陶瓷等传统材料,广泛应用于航空、船舶、汽车、医疗器具、食品包装以及日用化工等领域。因此,塑料件连接工艺的好坏对塑料产品的广泛应用有着重大的意义。现有的塑料焊接方法有热板焊、振动焊、超声波焊和激光焊等,而激光焊接因其加工的焊缝精密牢固,焊接过程中树脂降解少,具有独特的优势。
塑料激光焊接原理
塑料按受热后的性质可分为热塑性塑料和热固性塑料两类。热塑性塑料的分子呈线型结构,在受热时发生软化或熔化,可以流动成型,冷却后变硬,这种软化和变硬的过程可重复循环,因此热塑性材料可以采用焊接工艺进行连接。
激光塑料焊接方法要求上下层待焊材料对一定波长的激光分别表现为较好的透过性和较好的吸收性,基于此,塑料激光焊接也称激光透射焊接,其激光焊接原理如图1所示。
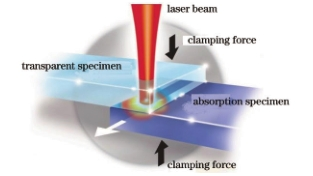
图1 激光透射焊接原理
焊接时,激光透过上层材料并在上层材料与下层材料的结合面处被下层材料吸收并产生热量,热量在上下层材料之间传递,使结合面融化,熔融状态下的塑料大分子在压力和热膨胀的作用下相互扩散和缠结,产生范德华力实现焊合。
一般说来,当上层材料激光透过率高于50%,下层材料激光透过率低于20%时,会获得较好的效果。
国外从1972年就开始开展激光塑料焊接的研究和应用,国内起步较晚,但近二十年,该项技术也得到深入的研究和应用,表1为常用塑料材料的可焊性。
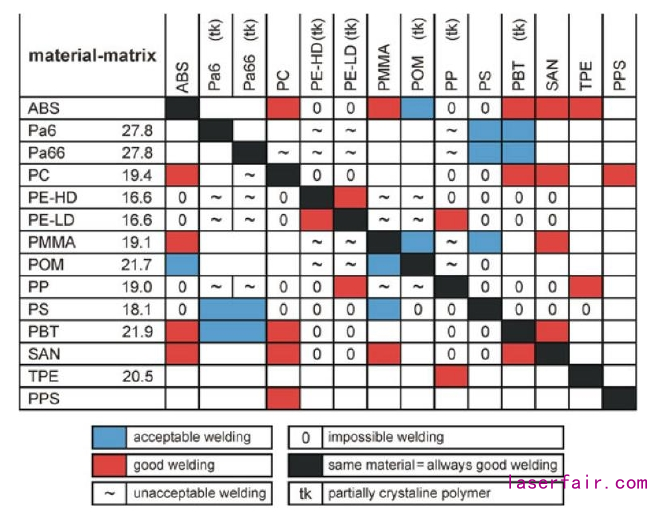
表1 常用塑料材料的可焊性
塑料激光焊接方法
激光焊接方法主要分为四类:轮廓焊接、同步焊接、准同步焊接和掩膜焊接,具体见图2。
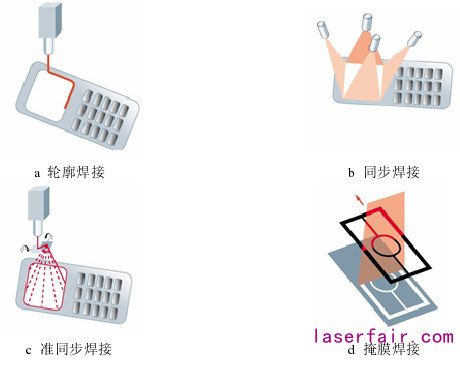
图2 激光焊接方法分类
激光器的选择
最早应用于塑料焊接的激光器多为波长10.6μm的CO2激光器,由于波长较长,其穿透能力较低和吸收率较高等特点,CO2激光器只适用于焊接较薄的薄膜材料。相对于CO2激光器,由于大部分塑料在808~1100nm波段的透过率极高,因此半导体激光器广泛应用于塑料产品的焊接。
工艺参数的选择
在激光焊接过程中,焊接件的结构形式、夹紧力、激光功率、焊接速度和光斑大小这5种因素对焊接效果影响较大。焊接使用的功率一般为10W~100W,光斑尺寸一般为0.5mm~5mm。
产品推荐
锐科激光百瓦级光纤输出半导体激光器已广泛应用于塑料激光透射焊接。

锐科激光百瓦级光纤输出半导体激光器
焊接案例

PMMA(含涂层)+PP焊接

白色PP+黑色PP
焊接

PA66+GF30
焊接
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

