



利用激光进行板材的切割正逐渐在加工行业普及,大多数用户对切口及断面的四个衡量指标(切口的宽度/切缝、切口的倾角、切口的塌角量、切割面的粗糙度)比较熟悉,但对其他质量指标却很少注意或知之甚少。切割的质量要求不仅只是切口的质量,其他方面也有一定的要求,主要从切割断面、切割形状及精度、金属组织及强度三个方面来衡量。笔者根据多年的经验对切割质量的评价项目的三个方面予以分析,希望对同仁有所帮助。
切割断面
切割断面作为切割质量的评价标准之一,主要以断面粗糙度、挂渣、下拉线、变色、缺口作为重要的参考指标(表1)。常见的缺陷(表2)有自然/异常燃烧、低速/高速挂渣、未割透等现象,这些现象产生的原因主要与机床输出功率、气体纯度、材料表面状态等有关(表3)。本文通过举例说明粗糙度的具体表现形式(表4)和对厚度为t=10mm的304不锈钢进行N2切割时的表面粗糙度(表5),来阐述切割过程中各种情形下的粗糙度。某一种断面的粗糙度还分为上、中、下三个部分,比如:厚度为t=12mm的碳钢板在进行O2切割时,切割断面上部Ru达12~13μm、中部Rm达19~20μm、下部Rl达25~26μm。一般情况下使用高频率脉冲低速切割的效果比CW(连续波)高速切割要好,较易获得好的切割断面粗糙度,切割尖角效果见图1。
表1 切割断面

表2 切割断面的表现形式
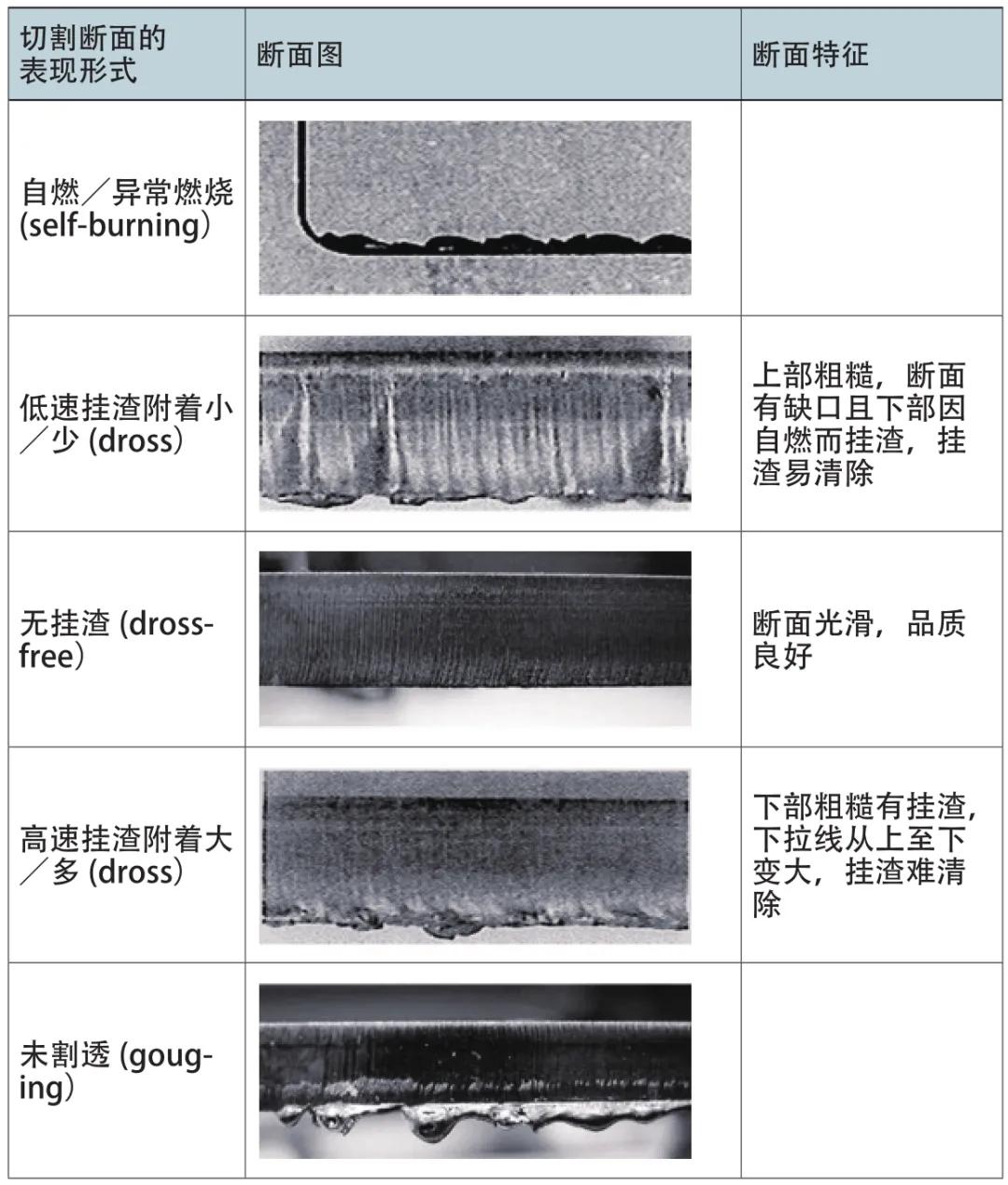
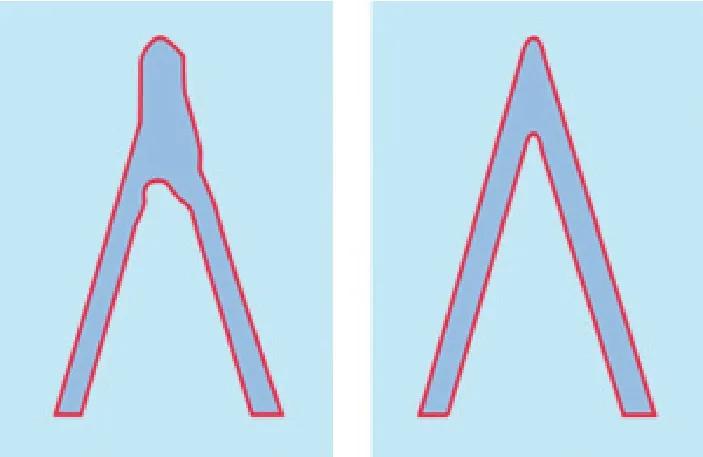
图1 CW切割和高频率脉冲(pulse)切割的尖角效果
表3 断面缺口说明
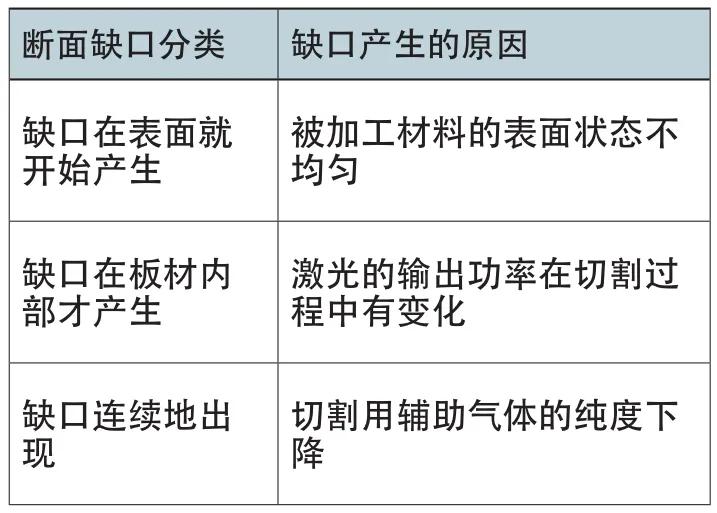
表4 表面粗糙度说明

表5 厚度为t=10mm的304不锈钢进行N2切割

切割形状及精度
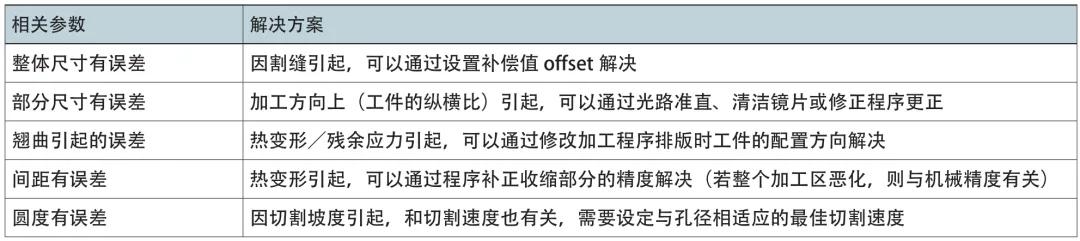
在利用激光进行切割过程中,可能遇到各种各样的切割形状,切割过程中对于切割产生的割缝、坡度、轮廓、直角度、熔损、变形量及断面上、下塌角都要做一系列评价标准(表6),通过这些评价标准我们可以很好的评价断面的切割质量。表7、表8、表9对于具体的一些精度评价进行了说明。
表6 切割形状及精度
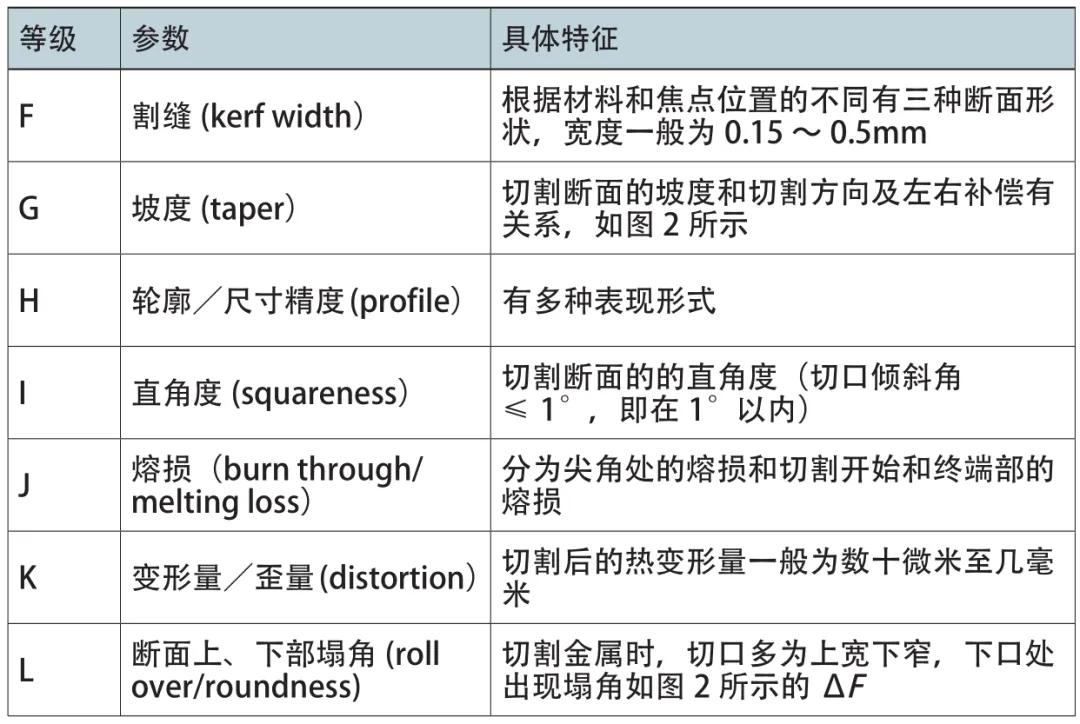
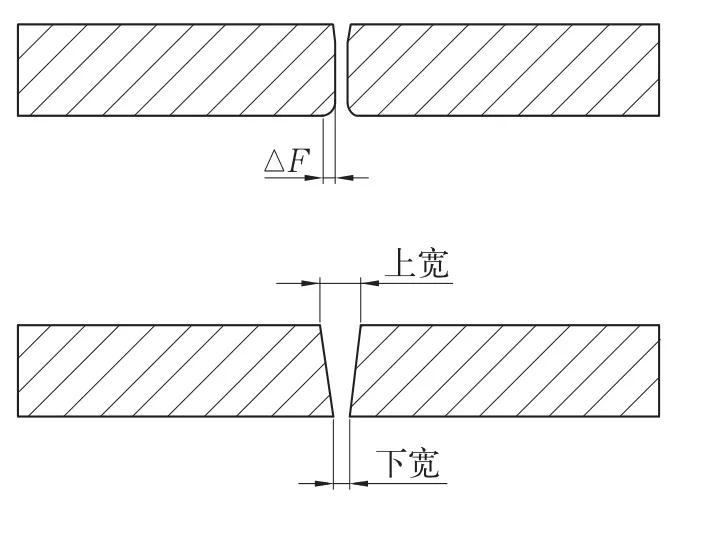
图2 切口状态的图例
表7 加工精度说明

表8 尺寸精度说明
下面对一些具体的案例做一些说明,比如:切割薄板长且窄的工件及切割参数设定不当时,易发生热变形的现象,即工件在某一方向发生歪量,如图3所示。这种缺陷可通过以下几种方式改善:⑴对于长且窄(纵横比大)及小尺寸工件可通过添加微焊接的方式改善;⑵添加微焊接和改变穿孔(piercing)位置/类型;⑶采用低热量加工条件及改变切割路径。
表9 熔损说明
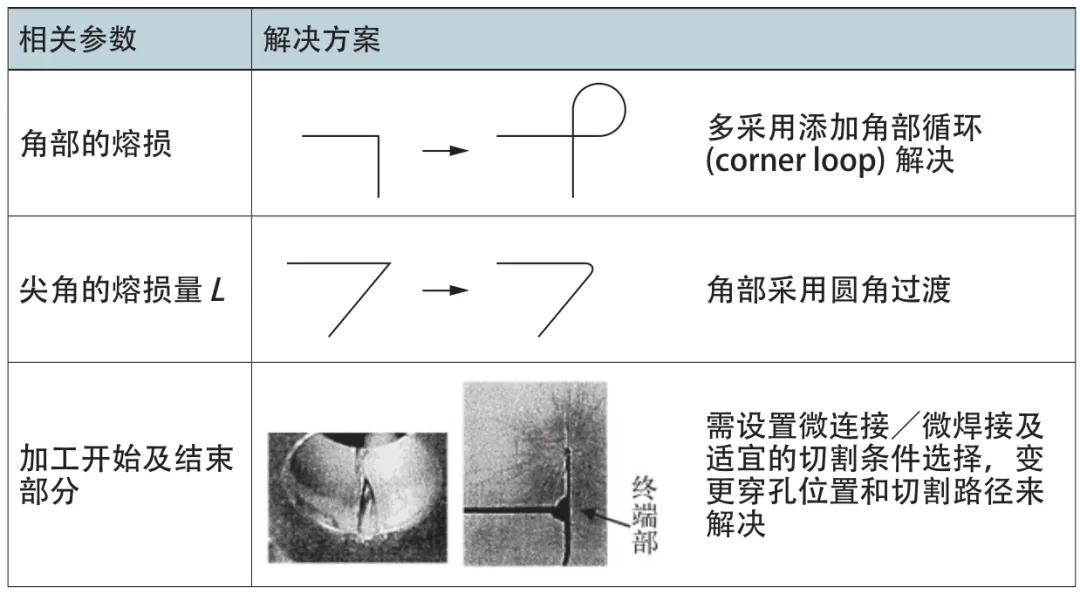
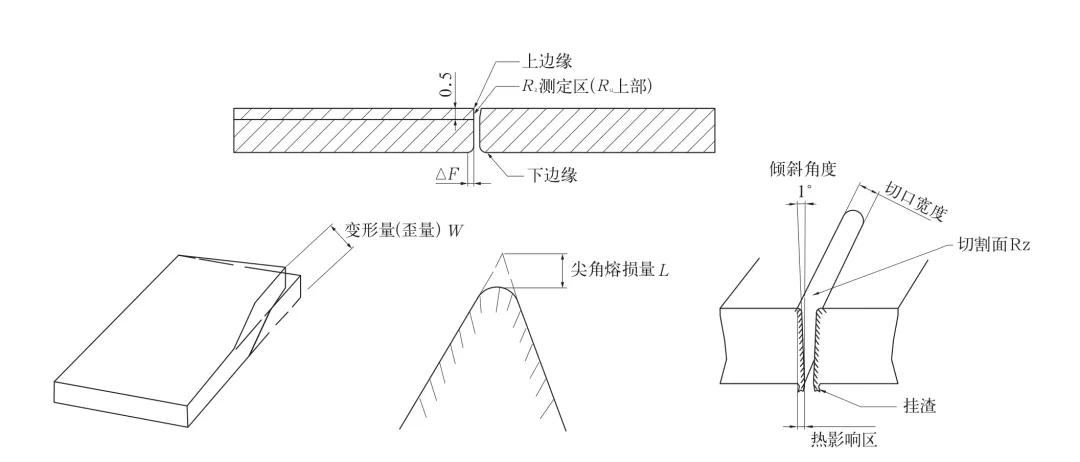
图3 各种切割现象的图例
金属组织及强度
金属的组织及强度,作为一种内在的现象,对于切割成良好的零部件具有重要的意义,常见的参考的参数有氧化度、热影响区、内部龟裂度、再凝固程度等,见表10。合肥二宫机械有限公司通过长年总结,整理出了常见的金属连续切割过程中的不良现象及解决方案,见表11。
为了更好地说明金属切割过程中,发生切割不良现象时的解决办法。以t=12mm的Q235号钢(SS400)的O2切割为例说明各种切割断面及其解决方案:如图4所示为良好的切割断面图,只有合适的焦点位置、适当的切割速度、正确的功率和频率、适当的负荷、正确的喷嘴间隙、合适的气体压力才能切割出如此完美的切割断面;如图5所示为过烧且切缝宽的切割断面,这种断面需要采取降低焦点、降低辅助气体压力、提高切割速度或降低负荷(duty)、给拐角一个大些的R半径、调整适当的边角数据(edge-data)、使材料冷却等措施来获得完美断面;当切割断面有缺口时,这种断面需要采取降低焦点、降低辅助气体压力、提高切割速度或降低负荷、降低频率(Hz)、使用质量更好的材料等措施来获取良好的断面;当切割断面上部很粗糙时,这种断面需采取稍微降低焦点、降低辅助气体压力、提高切割速度或降低负荷等措施来获取良好的断面;当切断面良好,但有点滴状挂渣(易去除时,这种断面需采取稍微降低焦点、提高辅助气体压力、降低切割速度或提高负荷等措施来获取良好的断面;当切断面下部粗糙,且有尖锐状挂渣(不易去除)时,这种断面需采取稍微降低焦点、提高辅助气体压力、降低切割速度或提高负荷、使用更纯的辅助气体等措施来获取良好的断面;当整个切断面都粗糙,但没有挂渣时,这种断面需采取稍微提高焦点、降低辅助气体压力、降低切割速度或提高负荷、降低频率、使用合适的喷嘴、使用表面平滑均匀的材料等措施来获取良好的断面;当整个部件切断面只在一边上有挂渣,且远点和近点不同时,这种切割断面需采取使用合适的喷嘴、检查喷嘴的中心、检查Z轴的光束垂直度、检查焦点的位置、进行外光路的准直和调整、检查加工透镜和输出功率等措施来获取良好的断面。
表10 金属组织及强度
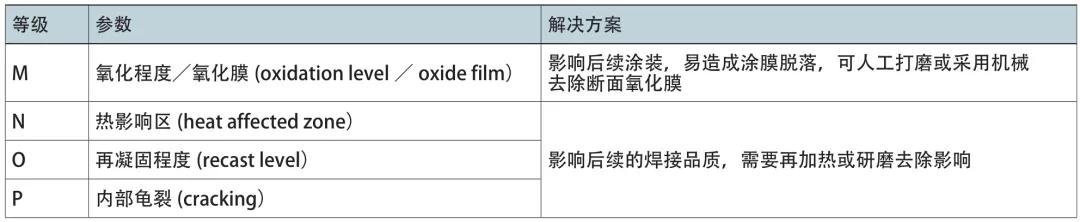
表11 在进行连续切割加工时的注意事项
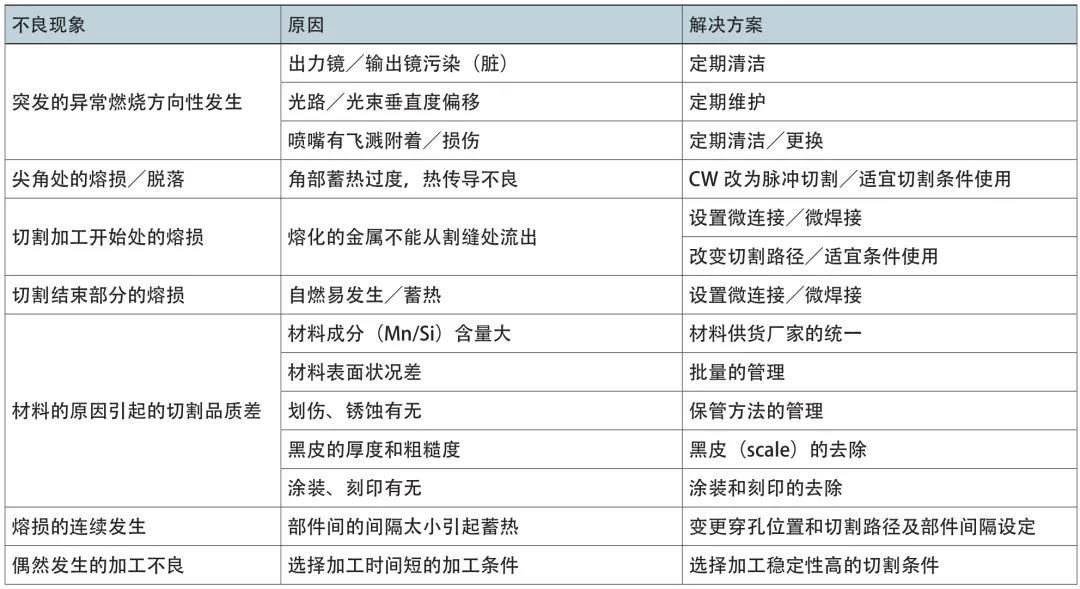

图4 良好的切割断面

图5 过烧且切缝宽的断面
结束语
目前,钣金加工行业虽然处于疲软状态,但此形势会筛选出优质企业。企业要想在激烈的竞争中取胜,如何更好地降低成本,充分利用设备,是当前应该研究的话题。只有不断地进行精益生产和持续改进,才能在激烈的市场竞争中取胜。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

