






导读:传统中厚板行业具有焊接量大、焊接工艺复杂、质量稳定性差、自动化程度低等特点。各方面的因素很大程度上限制了焊接效率的提升,因此高速高效焊接工艺在中厚板行业若能得到广泛应用,将会对提升整体行业的生产效率起到重要的作用。本文主要介绍了松下作为焊接设备生产制造及应用厂商,针对在中厚板行业的焊接课题,从打底焊、深熔焊以及填充盖面焊接等不同方向出发,开发与之相对应的高速高效焊接设备及相关工艺,解决用户实际生产课题,推动中厚板焊接行业向高效焊接的方向发展。
前言
随着全球制造业高速发展,以钢铁工业为主导的建筑、钢结构、工程机械、压力容器等行业在国民经济中将会占据越来越重要的地位。世界钢铁协会和国家统计局发布的数据显示,国内粗钢产量占到全球产量的50%以上,而钢产量的40%~60%需要通过焊接加工实现其应用。并且在建筑、钢结构、工程机械及压力容器等行业,中厚板材料的应用非常普遍,据不完全统计其用量已经超过60%。由于中厚板用量占有相当大的比重,且其焊接工作是行业生产的重要环节,故提升中厚板焊接效率对行业整体生产效率的提升具有重大意义。
中厚板焊接量大、对焊接质量要求高,通常涉及打底、填充和盖面不同的焊接工艺,焊接工艺相对复杂。因此,发展高效、优质、低成本的中厚板焊接工艺仍然是当前制造业迫切需要解决的课题。根据不同行业中厚板焊接面临的课题与挑战,可以从以下两方面考虑来提升焊接效率。一方面是增加打底焊的熔覆效率或者是熔深,以减小后续焊接所需的工作量;另一方面是提升填充和盖面的熔覆效率,提高焊接速度及焊接效率。
高效打底焊接工艺
非熔化极气体保护焊(TIG焊接)具有稳定性高、焊接接头质量高的特点,因此经常被用于重要产品的打底焊接。但是由于受到电弧功率的限制,传统的TIG焊接电弧穿透力不足,而且TIG焊接速度慢,焊接效率较低。因此,如果可以提高TIG焊的焊接速度,中厚板打底焊接的效率将会大幅提升。
熔化极气体保护焊(MIG/MAG焊接)具有稳定性较高、焊接效率高的特点,经常用于一般情况下的打底、填充和盖面焊接。然而针对要求全熔透的焊接接头,例如V形坡口和K形坡口的焊接,如果采用普通的熔化极气保焊进行打底焊接,会由于电弧的穿透能力有限而无法实现焊接接头的全熔透。因此,如果可以在熔化极气体保护焊的基础上提升电弧的穿透能力,实现深熔弧、大熔深的焊接,就能减少全熔透形式焊接接头背面清根工序,大幅度提升焊接生产效率。
高效TIG焊接
⑴高效TIG焊接原理
高效TIG焊是在传统TIG焊基础上发展的一种高效的热丝TIG焊接方法。与传统的热丝TIG焊接相比较,高效TIG焊添加了带高频线性振动的送丝机构,通过焊丝的高频线性振动,一方面促使熔滴主动脱离焊丝进入熔池,提升焊接速度;另一方面通过熔滴的传递,对熔池进行强力搅拌,震荡熔池,增加熔池流动性,有利于熔池中气体和夹杂的排出,增加结晶过程中液态金属的运动,从而有效的提高焊接速率和减少焊缝缺陷,提高了焊缝质量。高效TIG焊接设备如图1所示。

图1 高效TIG焊接设备
⑵高效TIG焊接特点
高效TIG焊接工艺通过硬件装置和软件控制的结合,可以实现热丝、振动热丝等不同功能,其具有以下性能优势:
1)可实现优异的全位置焊接性能,满足全位置焊接需求。
2)热输入和焊后变形量较低,具有较高的焊接质量。
3)焊接速率较高,焊速可达0.7m/min。
4)不同焊接材料均采用氩气保护,降低了焊接成本,还避免了混合气配比的影响。
5)可实现窄间隙焊接(高效TIG的送丝速度与焊接电流是独立控制的)。
⑶高效TIG焊接应用
针对双相不锈钢、镍合金、钛合金、铝合金、铜合金、高强钢等焊接难度较大、焊接质量要求高的特种焊接领域,采用高效TIG焊接一方面可以保证焊接接头质量,另一方面还可以大幅度提升焊接效率。
图2为采用高效TIG焊接工艺进行的管道的打底及填充焊接。打底焊能够实现单面焊双面成形,且焊缝成形均匀一致。填充以及盖面焊接可以增大热丝电流并提高填丝速度,焊接速度较普通TIG焊接速度提升1倍以上。
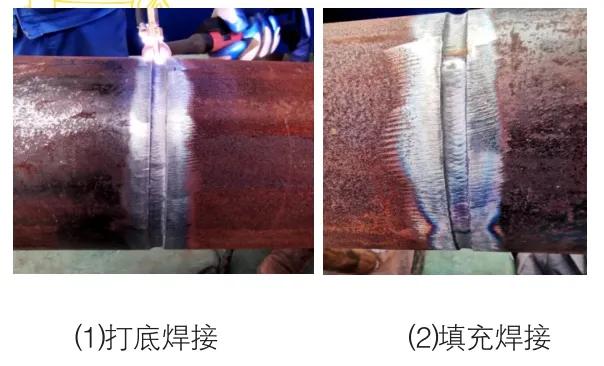
图2 高效TIG焊接管道
图3为采用高效TIG焊接工艺进行纯Ti的焊接。角焊缝表面呈金黄色,热输入量低,有助于控制焊接接头的氧化情况。由于高效TIG焊接速度快,可以更加容易地控制焊接过程中线能量,确保焊接纯Ti的焊接接头的焊缝成形及内部焊接质量。多层多道焊接纯Ti,焊接接头满足无损检测要求,同时各项力学性能测试也符合标准要求。
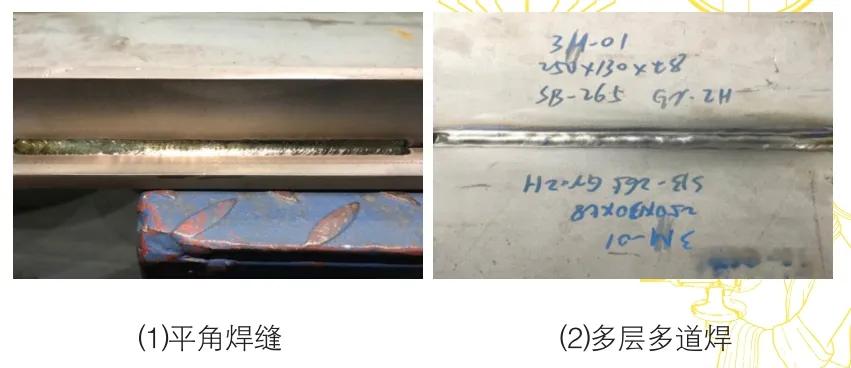
图3 高效TIG焊接纯Ti
深透弧焊接
⑴深透弧技术原理
深透弧技术,是指在普通熔化极气体保护焊的基础上通过特殊波形控制,叠加高频脉冲,起到压缩电弧的作用,从而实现大熔深焊接效果。与此同时,深透弧可以通过调节电弧特性功能改变电弧的集中以及发散程度。
⑵深透弧焊接应用
1)单V形坡口T形接头单面焊双面成形
针对板厚10~22mm的T形接头,一般情况下开单V形坡口,坡口角度40°~50°。采用传统焊接方式想实现单面焊双面成形,就需要预留组对间隙,但是在实际生产过程中很难满足要求。采用深透弧模式进行焊接,可以满足在钝边0~2mm,间隙0~1mm的条件下实现单面焊双面成形,提升焊接接头质量,深透弧不同形态及熔深图如图4所示,焊缝成形如图5所示。深透弧的深熔模式,可以增大焊缝坡口根部熔深,达到熔透效果。机器人焊接使用摆动功能,在提升了电弧对组对间隙的适应性,改善了焊缝背部成形的均匀性、一致性的同时,增加电弧跟踪功能,通过监测摆动过程中电流的变化情况,实时反馈焊缝中心位置变化,达到实时补偿的焊接效果,保证焊缝成形稳定。
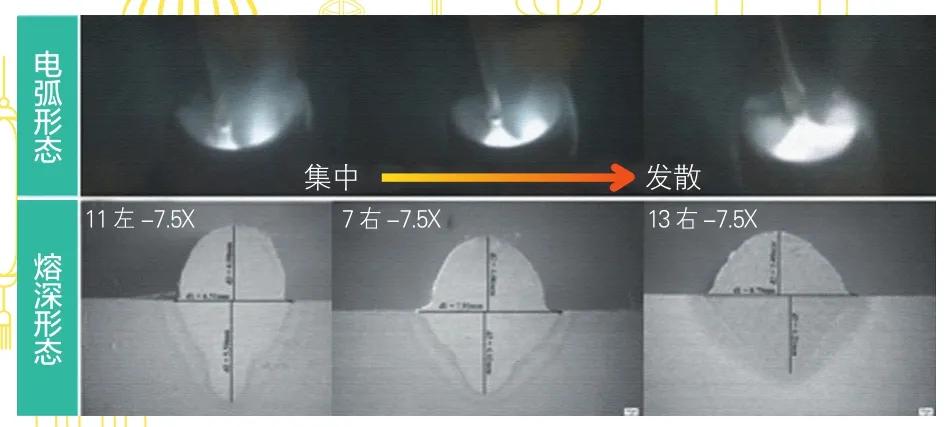
图4 深透弧不同形态及熔深图

图5 深透弧单面焊双面成形
2)K形坡口全熔透焊接
针对板厚20mm以上的T形接头,一般情况开K形坡口,坡口角度40°~50°。使用传统的焊接方式,要想保证接头的全熔透,首先需要进行正面打底焊,在背面清根后进行反面打底焊,从而保证接头的全熔透。目前,背面清根一般采用碳弧气刨的方式,不仅操作工工作强度大,而且对环境污染较大。采用深透弧深熔模式,可以满足在钝边0~3mm,组对间隙0~1mm的条件下,实现K形坡口双面焊全熔透的焊接效果,如图6所示,满足UT探伤检测要求,减少背面清根工序工作量。

图6 K形坡口全熔透焊接
高效填充、盖面焊接工艺
填充和盖面焊接一般采用熔化极气体保护焊(MIG/MAG焊),提升焊接效率需要从提高焊接速度和焊丝熔覆率两方面考虑,即高速和高效,但这两方面最终都归结于受焊接电流大幅提高的影响。然而当电流超过第二临界电流时,熔滴过渡方式会转变为旋转射流过渡,此时电弧不稳定、飞溅大、焊缝成形差,反而不利于焊接。因此,如果能在保证大电流的前提下实现稳定的熔滴过渡,将大大提高填充、盖面焊接的效率。松下针对高速、高效的填充、盖面焊接,开发了包括TANDEM串列双丝、DeepenTwin单电双丝,以及单丝大电流脉冲焊接等不同模式,可以适应于不同的焊接需求。
TANDEM串列双丝焊接
⑴TANDEM串列双丝原理
TANDEM串列双丝是目前应用最多的双丝焊接系统,由两台数字逆变焊机、两台送丝机以及一把焊枪组成。两根焊丝分别由各自的送丝机构和两个相互绝缘的导电嘴送丝,并且由两台电源单独供电,在焊丝与工件之间形成两个共熔池的独立电弧。TANDEM串列双丝焊接特点不同于传统的单电弧焊接,是前后串列形成两个电弧进行加热,形成了长椭圆状熔池,改变了熔池热量分布状态并降低其周围的温度梯度,因此TANDEM串列双丝焊既降低了咬边倾向,又实现了高速焊接。同时,由于两个电弧交替燃烧,实现了对熔池的搅拌作用,改善了熔池的结晶过程,有利于熔池中气体的逸出,从而提升了焊接接头质量。TANDEM串列双丝原理及高速摄影如图7所示。
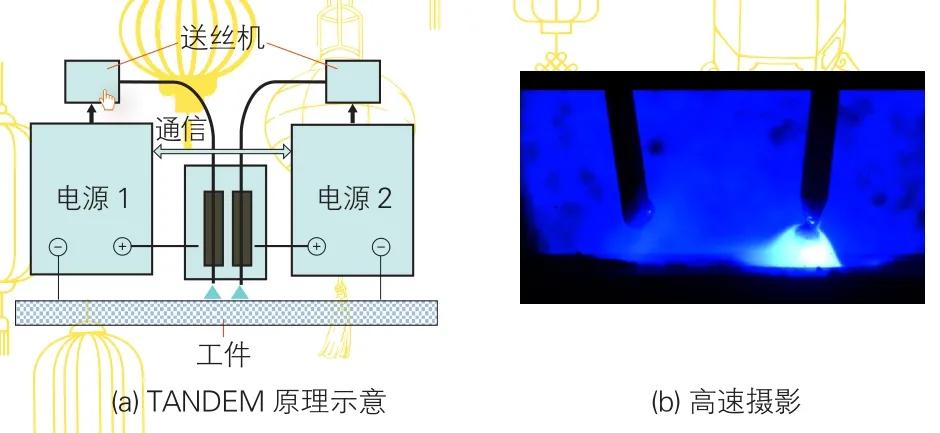
图7 TANDEM串列双丝原理及高速摄影
⑵松下TANDEM串列双丝工艺特点
1)脉冲相位调整,相位0~270°可调,可以调整熔滴脱落时机,优化焊缝质量和表面成形,降低飞溅。
2)脉冲比调整,主从机脉冲比1~3可调,实现更宽的主从机电流匹配范围,从而实现焊缝熔深可调。
3)单丝起收弧控制,实现单丝延迟起收弧控制,可以解决起弧过程中电弧干扰以及单丝收弧填充弧坑,避免火口裂纹。
4)单双丝切换控制,实现焊接过程中单弧和双弧焊接切换。
5)主从机切换控制,解决更改焊接方向后的主从机切换。
6)由于焊枪形状及尺寸限制,适合长直焊缝焊接,不太适合短焊缝及空间干涉较多的情况焊接。
⑶松下TANDEM串列双丝焊接应用
1)松下TANDEM串列双丝高速焊接
汽车衡(U形肋)焊接,板厚6~14mm,要求8mm以上的焊脚尺寸。传统的单丝焊接,在满足8mm焊脚尺寸要求的前提下,焊接速度一般为0.4~0.5m/min之间。使用松下TANDEM串列双丝高速焊,通过硬件配置与软件的协同控制,在满足8mm焊脚尺寸的基础上,焊接速度可以提升到1.2~1.5m/min,同时焊接过程中电弧稳定,飞溅小,生产效率提升了2倍以上。
2)松下TANDEM串列双丝高效焊接
重卡车桥的焊接一般主要分为两个部分,一是车桥纵缝的焊接,另一个是车桥加强圈环缝焊接。纵缝为开坡口的对接焊缝,传统的焊接方式采用单丝焊接,焊接速度为0.25~0.3m/min,而采用松下TANDEM串列双丝焊接,焊接速度可以达到0.6~0.7m/min,焊接效率提升一倍以上,综合生产效率提升30%以上。图8是TANDEM串列双丝高速焊U形肋,图9和图10分别为采用松下TANDEM串列双丝焊接车桥纵缝和环缝的焊缝外观成形,焊缝成形均匀一致,无气孔、咬边等焊接缺陷,工件焊缝周围飞溅附着量少,减少了后续打磨工作量。
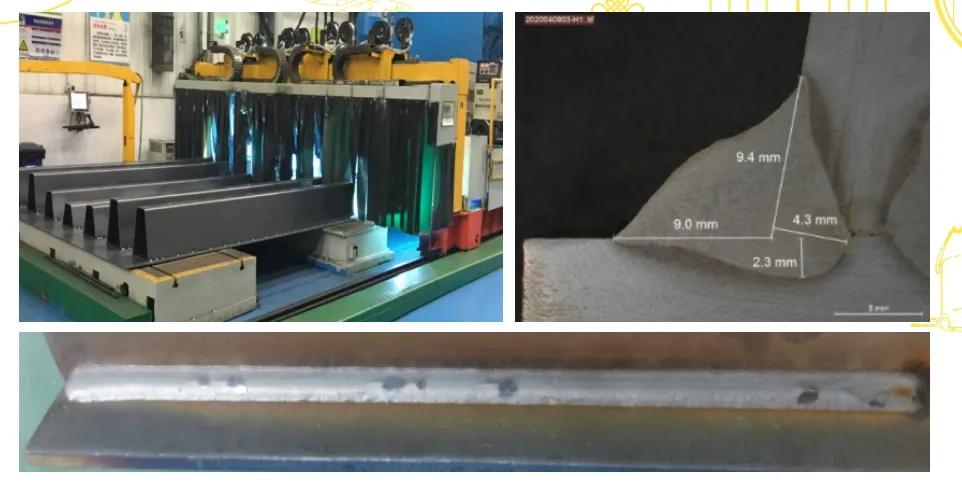
图8 TANDEM串列双丝高速焊U形肋

图9 车桥纵缝焊接
图10 车桥加强圈环缝焊接
DeepenTwin单电双丝焊接
⑴DeepenTwin单电双丝焊原理
DeepenTwin单电双丝系统是由一台数字逆变脉冲电源,一台送丝机以及一把焊枪构成的。其特点是两根焊丝分别通过一个导电嘴的两个孔进行送丝,两根焊丝共同形成一个焊接电弧。图11所示是DeepenTwin单电双丝熔滴过渡,与单丝熔滴相比,双丝之间是以“液桥”的形式连接,形成一个较大熔滴和单一的电弧。比起单丝电弧,双丝焊具有更宽的弧柱区,电弧热分布更均匀,有利于降低咬边和裂纹倾向。DeepenTwin打破了单丝最高电流域的限制,在额定输出功率下,最高熔覆率可提高50%。单电双丝与单丝熔覆率对比如图12所示。
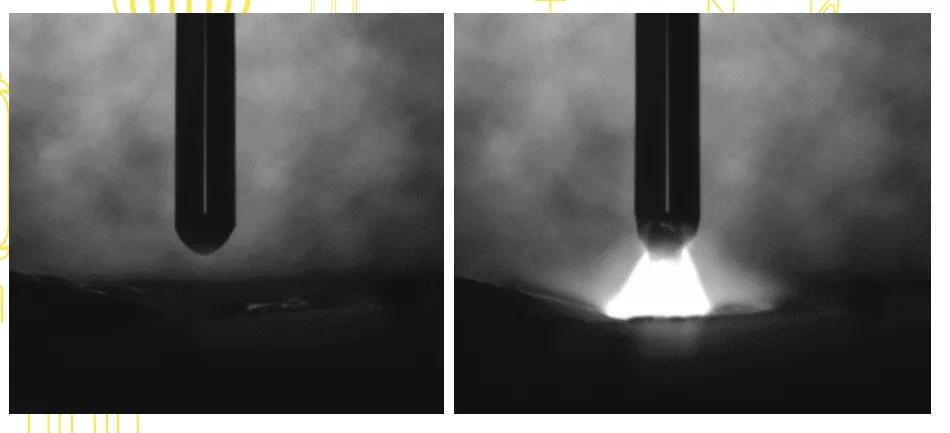
图11 DeepenTwin单电双丝熔滴过渡
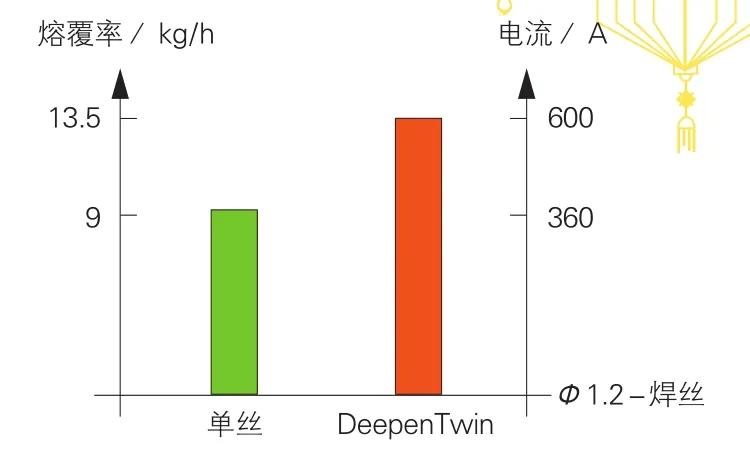
图12 DeepenTwin单电双丝与单丝熔覆率对比
⑵DeepenTwin单电双丝焊工艺特点
1)系统简单,容易操作。
2)单一电弧,不存在电弧干扰,飞溅小。
3)焊接效率高,最大熔覆率提升50%。
4)焊枪指向性更灵活,没有焊接位置限制。
5)双孔导电嘴可以旋转调节焊丝的方向,操作更方便。
6)适用于手工焊、专机、机器人自动焊接。
⑶DeepenTwin单电双丝焊应用
DeepenTwin单电双丝适用于有高熔覆率焊接需求的工况,既适用于专机和机器人等自动化条件焊接,同样也适用于手工焊接。图13为采用DeepenTwin单电双丝进行管板焊接,DeepenTwin单电双丝可以使用两根直径1.0mm的焊丝,在400A电流下仍然可以获得稳定的焊接效果,焊缝成形好,飞溅低。使用DeepenTwin可以提升适用电流阈值,焊接效率较使用单丝焊接提升大约30%。

图13 DeepenTwin单电双丝焊接
单丝大电流焊接
⑴单丝大电流焊接难点
在450A以上的电流范围内,大量焦耳热的产生使得焊丝尖端熔化,并在电磁力的作用下发生旋转,形成我们常说的旋转电弧。此状态下,电弧弧长长,熔滴过渡状态不稳定,形成大颗粒飞溅,无法保证稳定的焊接过程,如图14所示。针对粗丝大电流焊接存在的焊接问题,松下大电流焊机通过特殊脉冲波形控制达到稳定的脉冲射滴过渡状态,由旋转过渡方式向1脉1滴过渡方式转变,因为这种特殊的短弧脉冲可以抑制电磁力的影响。
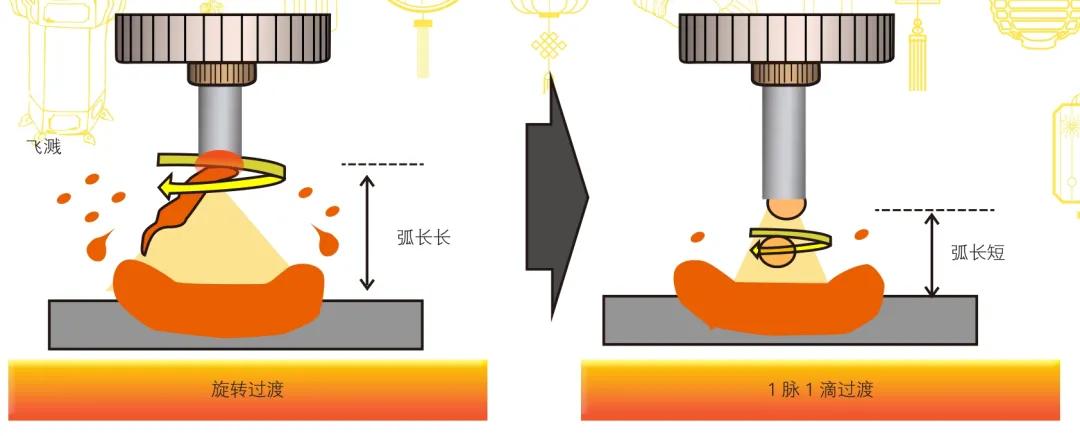
图14 大电流熔滴过渡形式示意图
⑵单丝大电流焊接特点
1)高性能焊机,100%负载持续率时焊接电流为700A。
2)高精度高速送丝系统,最大送丝速度35m/min。
3)大熔覆率,最大熔覆率18kg/h。
4)焊枪指向性灵活,没有焊接位置限制。
5)适合专机、机器人自动焊接,焊接位置以船形焊为主。
⑶单丝大电流焊接应用
工程机械、钢结构等行业中厚板的焊接,大部分角焊缝对焊角尺寸有严格的要求。传统焊接方式要想实现大焊角尺寸的焊接,需要采用多层多道焊的方式进行焊接,效率较低。采用松下单丝大电流焊机,使用直径1.4/1.6mm焊丝,最大输出电流可以达到700A,如图15所示,可以实现船形焊位置,焊角16mm焊缝一次成形,同时角焊缝单侧熔深可达5mm以上,提升接头质量以及焊接效率。

图15 单丝大电流船形焊焊缝成形及熔深
结束语
⑴目前松下的高速高效焊接工艺在中厚板的打底、填充以及盖面焊接方面已经应用于实际生产,取得了较好的经济效益。
⑵针对中厚板不同的材料、接头形式、装备精度以及不同的焊接要求,选择适应性强的焊接技术可以减少焊前准备及焊后清理工作,降低焊后返修工作量,这样可以大幅度提升生产效率。
⑶不同的高效焊接工艺均有其优势和不足,因此,针对实际生产中的需求选择最适合的工艺,会为用户带来最佳的经济价值。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

