






中国动力电池产能规模大步向前的同时,摆脱核心部件“卡脖子”问题已经成为头部电池和装备企业的重点攻坚任务。
在动力电池核心工艺设备的激光器环节,高功率激光器长期都是IPG、相干、通快等进口品牌的天下,2021年以来,受到国际光纤激光器供应链波及,一定程度上开始掣肘动力电池产能释放。
在此背景下,包括宁德时代、比亚迪、中航锂电等头部企业正在加快国产激光器的规模导入,打破激光器进口品牌的垄断桎梏,确保其供应链安全,扫清动力电池产能释放阻力。
杰普特战略发展部王鹿鹿博士认为,国产激光器产品与技术的快速成熟,与国际品牌性能差距日益缩小,同时国产大功率激光器性价比持续提升,本土化服务优势愈发凸显,国产激光器在动力电池领域规模替代进口也迎来发展的窗口期。
这就给国内优质激光器品牌提供商提供了绝佳机会,提前抢占国产激光器规模化爆发的市场红利。杰普特便是其中之一。
作为一家领先的激光器提供商,杰普特坚持“激光光源+”产业定位,深耕上游核心激光光源技术,重点解决关键激光材料和部件“卡脖子”问题,与标杆企业深度合作,致力于激光技术与产品的国产替代。
目前,杰普特产品覆盖脉冲光纤激光器、连续光纤激光器、固体激光器和超快激光器,拥有动力电池制造所需的全系激光器产品。
凭借差异化产品策略,杰普特激光迅速在动力电池领域站稳脚跟。其自主研发的MOPA脉冲光纤激光器在国内率先实现了批量生产和销售,填补了国内该领域的技术空白。
通过配套主流激光装备制造商,杰普特已经成功进入到动力电池头部企业供应链。2021年其又拿下比亚迪大额订单,产品同时在宁德时代、国轩高科、孚能科技等头部电池企业验证效果良好。
可以预见的是,接下来高端激光器产能的稀缺性将进一步凸显,有实力并持续技术创新与突破的国产激光器将迎来更大的市场机会。目前,包括杰普特在内的国产激光器提供商已经在产品、产能、市场开拓、服务等多维度做足准备,备战激光器需求规模化爆发期。
MOPA加持 激光切割质量/性能双提升
激光加工凭借无耗材、无污染、无接触应力、加工质量及精度高,易实现设备自动化等优势,在动力电池前段制片、中段焊接以及后段模组pack封装等核心工序环节迎来规模应用,涉及工艺环节包括切割、焊接、清洗及打码等。
杰普特深耕光纤激光器十五年,MOPA光纤激光器产品已经做到全球领先。杰普特的激光器产品类别非常齐全,可以提供动力电池制造所需的全系激光器产品。
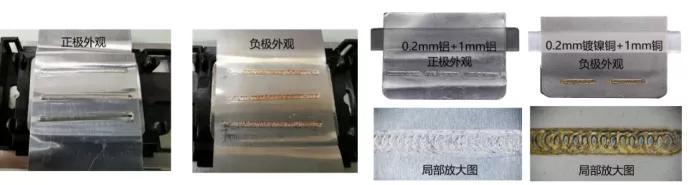
在极片裁切环节,激光极片加工的边缘质量(毛刺、热影响和平整度等)、加工精度和切割过程中带来的极片污染对电池性能和品质都有严重的影响,因此采用激光对极片加工工艺要求极为严格。
杰普特从激光器入手,对正负极涂层材料及铜箔、铝箔的激光加工质量、加工效率做了大量研究,开发出极片切割专用MOPA脉冲光纤激光器(FC系列,100-500W),脉冲宽度和频率独立可控,具有较高的能量转换效率以及较高且稳定的光束质量输出,加工效率更高,能够匹配高达150米/分钟的产线速度。变频变功率响应时间快(<10μs),加工效果更优。

极片陶瓷层切割样品
如其脉冲光纤激光器(MOPA-FC-200W)所加工的正极陶瓷材料的热影响区控制在25μm以内,负极石墨涂层材料热影响区控制在60μm以内,同时加工表面平整无毛刺,加工效果远超客户预期。
与此同时,箔材加工表面基本做到无热影响区,且正极箔材切割率先实现无毛刺这一技术革新,极大的提高了极片切割的加工质量,进而提升了动力电池的产品性能。
此外,杰普特脉冲光纤激光器在动力电池领域中的极片清洗、密封钉清洗、打标追溯等方面也有极佳表现,其加工工艺加速提升了客户产品性能,安全性进一步提升,其高性价比也降低了客户设备成本。
激光焊接产品全覆盖
激光器已经大规模用于动力电池极耳焊接、软连接焊接、顶盖预焊/顶盖满焊、密封钉焊接、防爆阀焊接、模组汇流排焊接、模组端板/侧板焊接等多环节。
以自主技术创新为驱动,杰普特拥有满足动力电池焊接各工序的激光器产品序列,并加快相应产品的产品迭代与技术创新。
极耳焊接环节,该环节焊接品质直接影响电池的整体性能、良品率及电池使用寿命。该环节的核心在于降低飞溅、保证箔材撕裂后焊接处的完整性,以及待焊部位清洁度与焊接速度的提升,进而降低气孔和爆点数量。
采用杰普特单模CW-2000W、多模CW-6000W、输出光束可调(AOB)连续光纤激光器系列产品可实现不同厚度的铜铝极耳焊接,焊点/焊缝形态稳定、无气孔、爆点等缺陷,凸起高度≤0.3mm、拉力≥300N、残留≥80%、阻值≤0.3Ω。
铜/铝极耳焊接样品

转接片焊接环节,转接片与软连接是电池盖板与电芯交互的关键部件,该环节的焊接必须要考虑到电池的过流、强度、低飞溅等需求,焊接方式包括单层缝焊、单层叠焊、多层串焊,厚度多为0.1mm、0.15mm、0.2mm等。
杰普特QCW、CW-2000W、3000W单模光纤激光器,采用摆动焊接,有效控制焊缝宽度保证电流通过。且其焊接连接强度保证了电池的稳定性,焊接过程中实现无飞溅落在电芯上,避免造成电池短路,提升电池安全性能。
转接片焊接样品
极柱盖板/极柱引脚焊接环节,采用杰普特CW-2000W、3000W、QCW光纤激光器或光纤与半导体激光器复合焊接,焊接美观、平滑、成型好,无炸点、爆孔、气孔等缺陷。

极柱盖板焊接样品
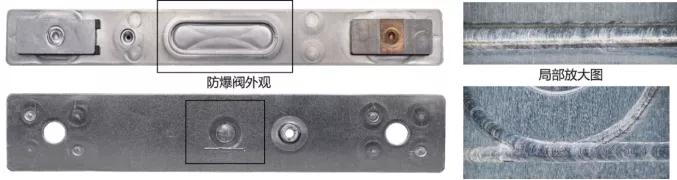
防焊阀焊接环节,动力电池防爆阀又称动力电池盖帽,该环节的焊接工艺直接影响电池的安全,因此对焊接工艺要求极高。
杰普特CW-1000W单模、QCW光纤激光器焊防爆阀阀体可有效控制热输入,焊缝美观、平滑、密封性好,良率高。
防爆阀焊接样品
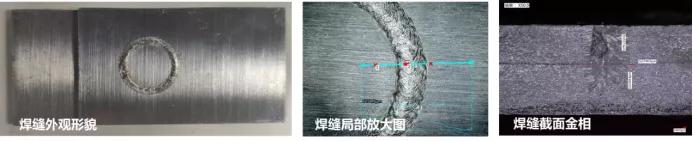
壳体密封焊接环节,动力电池壳体材料包含铝合金和不锈钢,要求焊接外观平滑、无飞溅、熔池无气孔、爆点等缺陷,而采用杰普特输出光束可调(AOB)或多模CW-6000W光纤激光器焊接稳定性好、良率高。
壳体密封焊接样品

Pack焊接环节,主要涉及汇流排、采样端子、模组框架等多工艺,杰普特系列产品可高质量满足相应的焊接需求。
其中汇流排焊接上,杰普特CW-3000W、CW-6000W连续光纤激光器焊接汇流排速度快、稳定、一次成型好。
汇流排焊接样品
采样端子主要是镍片或镀镍铜片,其焊接拉力根据电池类型要求50N、100N、150N不等。早期超声波压合进行焊接的效率不高,选用杰普特单模CW-1500W连续光纤激光器或高亮度MOPA-200W脉冲光纤激光器进行此类应用,速度快、强度高、外观好、效果稳定。

采样端子焊接样品
模组框架焊接上,杰普特CW-4000W或CW-6000W连续光纤激光器,焊接速度快,一次成型好。
争当国产替代排头兵
作为光纤激光器国产替代排头兵,杰普特坚持以自主技术创新为驱动,不断加大研发投入加快技术更新、产品的持续迭代及产能等多维度布局,备战动力电池光纤激光器规模国产化。
王鹿鹿博士表示,杰普特每年用于研发投入占销售收入的比例达到10-15%。产品已获得苹果公司、英特尔、意法半导体、国巨股份、厚生电子,以及大族激光、丹纳赫集团等全球领先的消费电子、半导体、光电元器件及激光设备商的认可。
在研发实力上,杰普特拥有一支由多位海归博士及国内知名大学博士、硕士为核心组成的优秀团队,拥有先进的生产设备、配套齐全的研发测试设备。
目前,杰普特核心激光器研发取得突破性进展,相继成功研发高亮度MOPA脉冲激光器、6KW单模块和40KW高功率连续光纤激光器并已量产,致力于提供高功率激光国产替代解决方案。
此外,杰普特在产品安全、规模化产能优势、国际化服务优势等诸多领域具有竞争力。其产品基于确信可靠性原理研发生产,安全性极高;并在全国乃至全球拥有售后服务网点,售后服务便利性极高;具备6000台至7000台的月生产能力,规模化产能优势明显,足以满足动力电池规模扩产对激光器的需求。
动力电池规模扩产在即,对光纤激光器的需求量跃上新的增长,极巨大的需求驱动下,国产化势在必行。
对电池及材料企业而言,无论出于成本管控亦是供应链安全考量,激光器国产替代趋势确定,这对包括杰普特在内做好准备的国产激光器企业来说,即将迎来发展的黄金期。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

