






凯普林光电致力于研发、设计和制造高性能半导体激光器、光纤激光器、超快激光器等产品。16年来,通过不断的技术积累和创新,使凯普林光电在直接制版印刷、激光泵源、激光医疗、照明、科研、直接加工、精密加工等多个领域得到国内外用户的一致认可。
据Technavio报道,2021-2025年全球光纤激光市场规模有望增长99.2亿美元,预测期内的市场年增长率约为12%。其中的推进因素包括市场对高功率光纤激光器的需求不断增加,“万瓦”成为近年激光界的热点之一。
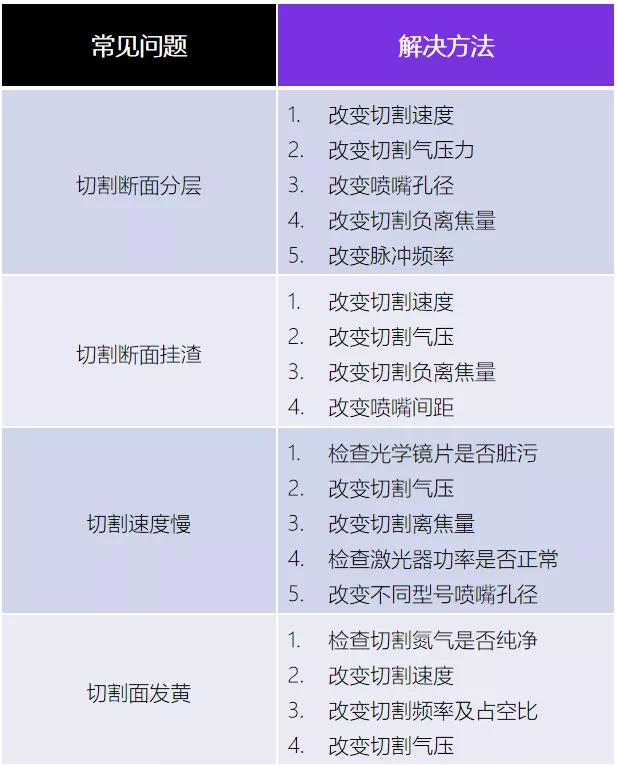
凯普林顺应市场发展、满足用户需求,陆续推出万瓦光纤激光器系列。用户在使用过程中也遇到一些操作难点。小凯收集整理了一些常见问题,并咨询凯普林切割工程师给出解决方法。
本期我们先说不锈钢切割。因具有优异的耐蚀性、成型性、相容性以及在很宽温度范围内的强韧性等特点,不锈钢在重工业、轻工业、生活用品行业以及建筑装饰等行业中被广泛应用。

凯普林万瓦激光器不锈钢切割
调试方法
Step1 针对不同功率BWT光纤激光器,参考凯普林切割工艺参数表,调试不同厚度不锈钢切割断面达到最佳效果;
Step2 切割断面效果及切割速度符合要求后,调节穿孔工艺参数;
Step3 切割效果及穿孔工艺满足要求后,批量试切,验证工艺一致性和稳定性。
注意事项
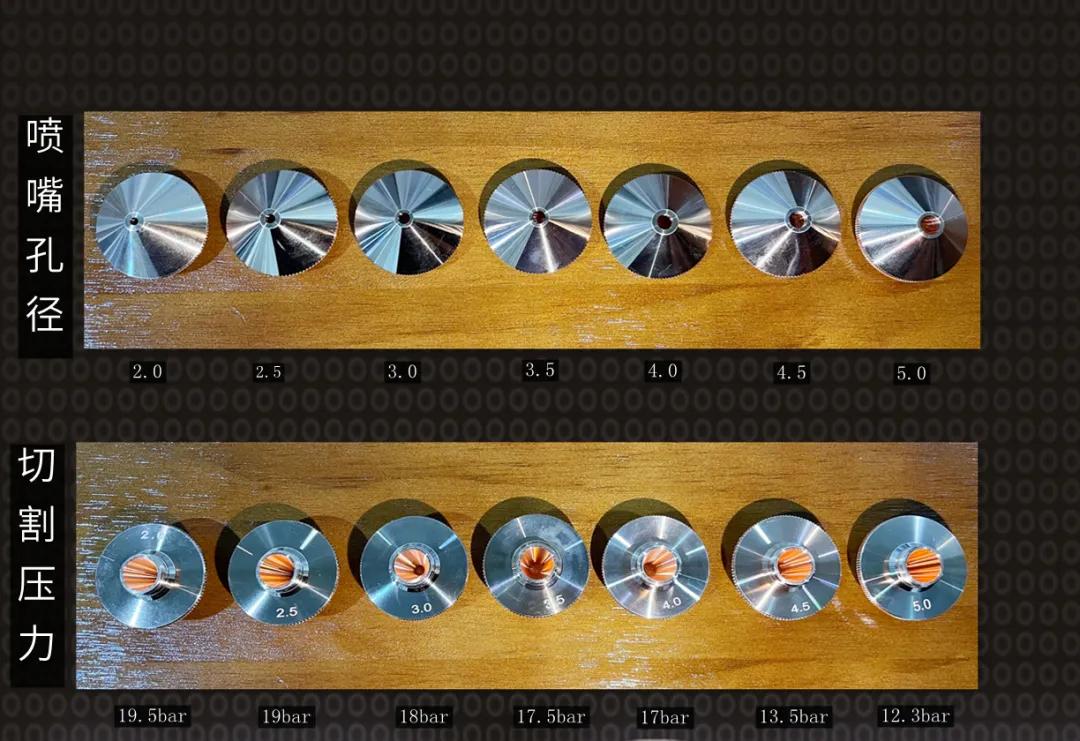
喷嘴选择:不锈钢厚度越厚,则选择孔径越大的喷嘴,且设置切割气压越高。
频率调试:不锈钢厚板氮气切割时,频率通常是550Hz至150Hz之间。频率的优化调节,可改善切割断面粗糙度。
占空比调试:优化占空比50%-70%,可改善切割断面发黄和分层等问题。
焦点选择:氮气切割不锈钢时,正焦或负焦需根据材料厚度、喷嘴型号及切割断面来决定。通常情况下,负离焦适合连续中薄板切割,正离焦适合厚板脉冲模式无分层断面效果切割。
切割展示
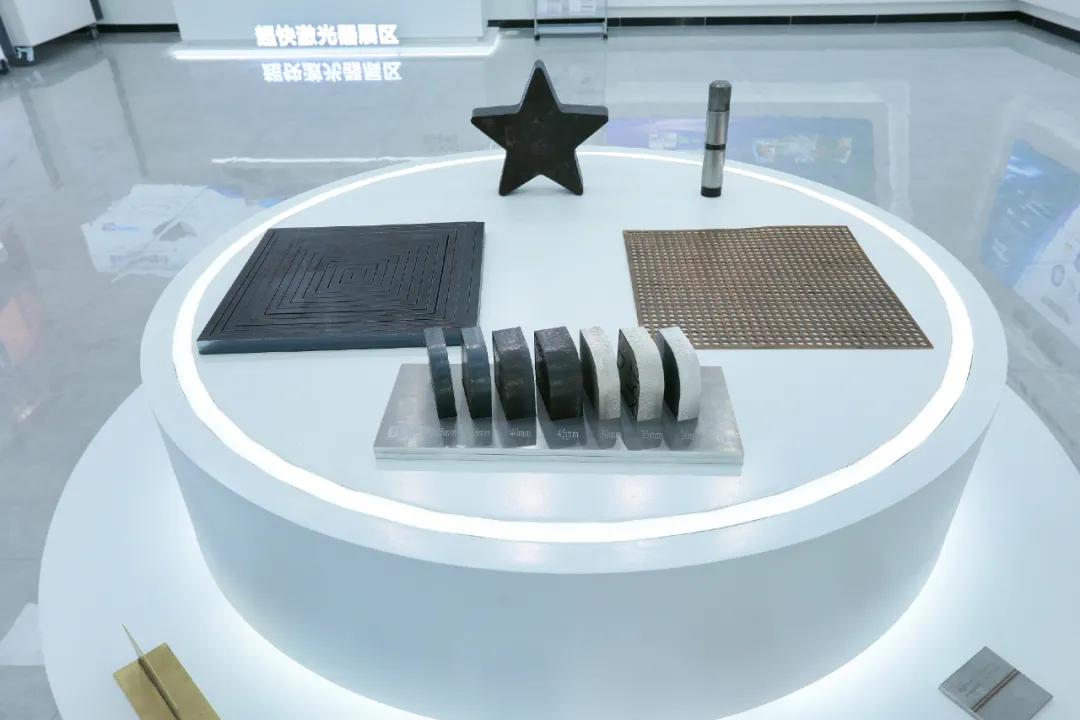
凯普林万瓦激光器切割样件(前排右边为不锈钢)

凯普林万瓦激光器
万瓦级市场高速增长是大势所趋,随着高端装备制造的飞速进步,光纤激光切割在这中间扮演了非常重要的作用。凯普林万瓦级合束掺镱光纤激光器内嵌自主知识产权的核心泵浦源,它拥有极佳的光束质量,极大的光洁度;模式稳定,模块化全智能设计,所有外观机壳设计已达到IP65,能承载严寒酷暑,应对繁杂的工业环境。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

