




摘要
铝元件的线材+电弧增材制造(WAAM)的最新进展为其性能的进一步增强提供了独特的机会。更多的研究是通过控制制造参数、线材性能、电弧模式和后处理来调节铝件的显微组织和机械特性。在本文中,我们选取了大量前人的研究成果,来研究提高WAAM铝构件机械性能的各种尝试。讨论了在铝合金上应用WAAM技术所面临的挑战。本文的主要目的是对不同条件下沉积铝构件的机械特性进行详细的了解。
1. 介绍
铝合金被广泛应用于各种产品,包括飞机部件、航空航天部件和造船工业,与其他金属相比,它们的强度与重量比较高,因此需要超塑性。具有超塑性的产品材料是特别设计的,以提高机械性能和成形性能。许多制造技术如挤压,轧制,锻造,搅拌铸造,搅拌摩擦加工和不同的工艺已经被采用来制造,提高和得到超塑性产品材料。
近年来,许多研究人员采用增材制造(AM)工艺制造铝构件。与传统制造业相比,它们有一些独特而有趣的优势。在这些优点中,通过添加沉积材料的连续层来创建组件,只需使用制造组件所必需的材料,就可以减少材料浪费。以焊机为热源的AM工艺具有成本低、质量好、效率高、灵活性好等特点。AM的其他好处包括降低工具成本,更好的组件质量,对环境的影响更小。此外,AM技术通常用于获得复杂的机械设计和结构。图1展示了一些用AM工艺制作的铝产品。

图1 部分铝产品采用WAAM工艺制造。
在大尺寸零件的制造过程中,消除成本和节省时间是WAAM所能代表的基本好处,这使得WAAM在许多行业得到了广泛的应用。与从固体中切割相比,原料重量与产品本身的比例要低得多,尽管不像其他AM技术那样低。另外,产品尺寸是强度的一个基本点,也受到机械手可达到的工作体积的限制。用这种工艺制造的铝合金零件无尺寸限制,且取决于焊接设备。
利用AM工艺制造并改善铝件的性能进行了多项研究。选择性激光熔化(SLM)和选择性激光熔化(WAAM)是这些工艺中最常用的技术。主要步骤和构建过程开始创建一个CAD模型,转换和切片后,逐层构建。SLM使用粉末床和激光束作为热源来制造产品。SLM已被用于制造铝蜂窝晶格结构,具有多种产品,如振动阻尼器、电池电极收集器和隔热。用SLM制备的结构质量通常由粉末性能、熔化参数和结构几何形状决定。
充满颗粒气凝胶的半透明双层玻璃窗示意图。
基于SiO2 NPs的气凝胶的典型尺寸范围为10-100 nm,用于限制半透明窗口的热损失(上图)。杰出的绝缘和光学性能已报告与双层玻璃半透明窗。事实上,气凝胶窗的热损失甚至比三e玻璃窗和不透明的隔热层还要低。气凝胶可以通过多种工艺获得。通常,NPs被用作生产这些气凝胶的原料。
大尺寸零件的制造与合理的制造时间相结合,要求较高的沉积速率。这导致了一些妥协,如表面质量和阶梯效果。因此,AM技术不能提供净形零件或低精度的大尺寸零件。这些缺点造成加工时间长,材料浪费大。整个部分需要由衬底支撑,衬底应由与所用馈线兼容的材料制成。
2. 铝合金采用WAAM技术
利用WAAM成功制备了(2xxx)系列、(4xxx)系列和(5xxx)系列铝合金。然而,由于(6xxx)系列和(7xxx)系列存在缺陷和熔池不稳定,使用WAAM技术制造(6xxx)和(7xxx)系列存在困难。研究发现,只有复杂结构和大尺寸的部件,WAAM工艺在经济上优于传统的制造工艺。
工业PH铝合金的加工步骤顺序和组织发展。
在铝WAAM工艺中,每台焊机都可以作为热源,但最常用的是钨极气体保护焊(GTAW)、气体保护焊(GMAW)、冷金属转移焊(CMT)和等离子弧焊(PAW)。由于在WAAM过程中,材料应在同一方向内连续流动,所以偏爱GMAW。因为导线被鼓励通过,火炬,它可以一直保持正常的与衬底。不同的是,在GTAW和PAW工艺中,材料的投料方向可以改变,使工艺描述更加复杂。因此,对[53]铝合金采用GMAW焊接工艺是比较合适的。
在GMAW工艺中,工件的金属与焊条之间形成电弧,焊条为自耗线。导线通过GMAW设备直接进入基体表面。GMAW有四种金属转移方式:喷涂、脉冲喷涂、短路和球状。每种模式都具有与焊接设备、电极类型和焊接电源相关的独特特征。GMAW有一个改进的过程叫做CMT。通常采用焊接机器人来完成焊接过程,采用具有可控制的切入转移模式的机构。CMT具有高沉积速率和低热输入,因此它被广泛应用于AM的应用,特别是铝制品。
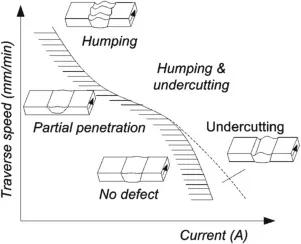
GTAW焊接工艺参数图。
GTAW工艺是最常见的钛焊接工艺之一,因为这为焊工提供了一个高水平的控制过程,以避免缺陷的形成和提供一致的质量。一般来说,GTAW的过程窗口是由焊接电流范围和形成无缺陷焊缝所需的移动速度来定义的,并避免在高移动速度下由于流动不稳定而引起的局部渗透、欠切或驼峰,如上图所示(Short, 2009)。
与GMAW工艺不同,PAW和GTAW具有非消耗性焊条用于焊接。所述填充丝通过所述电弧以面向所述衬底表面的可变方向馈电。沉积方向的变化影响了沉积产物的特性和质量。GMAW和PAW之间有一些区别。在等离子弧中,随着温度的升高,电弧有一个较窄的区域,使熔珠相对较窄。PAW电弧的热输入比GMAW电弧的热输入增加了两倍,使焊缝尺寸减小,且在高行程速度(TS)下减小。
3.铝合金WAAM应用面临的挑战
零件材料的设计对其在恶劣条件下的承受能力有重要影响,特别是在飞机和航空航天零件中。该部件的任何故障都将导致此应用程序的不良后果。WAAM工艺造成的一些缺陷,如孔隙度、残余应力和变形、裂纹和组织不均匀等,是需要消除的主要挑战。这些缺陷的发生可能与热积累引起的热变形、参数选择不当导致的熔池不稳定、编程策略不良、环境影响(如气体污染)和机器故障有关。
等通道正向挤压(ECFE)工艺示意图。
气孔缺陷是限制WAAM技术在铝构件制造中的应用的基本因素。采用WAAM工艺制备的铝合金的气孔与采用熔焊方法制备的铝合金的气孔相似,其气孔形成的主要原因是氢气。在所制造部件的凝固过程中,在固-液界面处,新近创建的固相将饱和的氢排斥到液相中。由于氢的累积量,它在液体中的溶解度超过了极限。铝的高导热系数导致熔池从底部向中心快速凝固。铝WAAM工艺中氢的主要来源是填充丝。金属丝表面可能含有一些杂质,如油脂、碳氢化合物、水分等,这些杂质在汽化后可转化为原子氢,然后被熔池中的铝液吸收。与焊接相比,WAAM产生的铝件中的氢气孔难以控制,因为填充丝进入焊接池的体积较大。
分层是一种由钻削引起的层间破坏现象,是钻削复合材料层合板时公认的主要损伤之一。刀具设计直接影响分层的发生。下图为分层损伤示意图及分层区域计算。
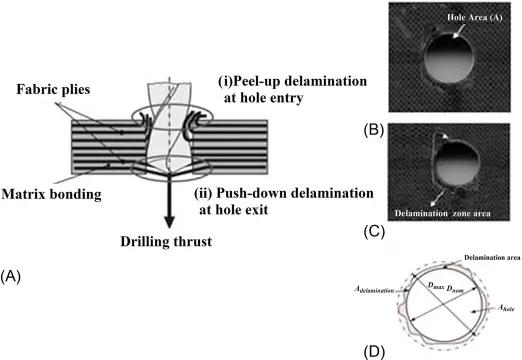
(A)剥离、推起分层现象的机理;(B)钻孔面积为所钻孔;(C)分层区域识别;(D)基于损伤面积的分层计算。
沉积的部件暴露在几次热膨胀和收缩过程中,产生残余应力和变形。它们的发展机理与熔焊相似。WAAM过程在生产的部件上引起热循环,导致先前制造的层的部分熔化和非等温加热。这是WAAM技术逐层构建机制的结果。残余应力对沉积构件有许多不能完全避免的影响。它们会引起构件变形、层合损失、断裂和疲劳阻力降低。当残余应力大于零件材料的极限强度时,如果残余应力大于屈服强度(YS),低于极限抗拉强度(UTS),则会导致材料断裂或塑性变形。
裂纹缺陷特别适用于采用WAAM技术生产的铝制品。WAAM技术不仅导致了这一现象,而且还与铝合金的性能有关,如较宽的凝固温度范围、晶粒结构和合金元素。它可以是材料内部的晶界裂纹或凝固裂纹,这取决于材料的凝固性质。当晶粒组织粗大,晶界含有粗大的第二相颗粒时,会发生凝固裂纹。在铝构件的WAAM过程中,当晶界含有低熔体时,会引起热裂纹。层与层之间材料的不完全熔化会导致另一种类型的裂纹,称为分层或分离。其中最大的损伤缺陷之一是微孔,微孔会导致铝构件强度和韧性下降,导致疲劳失效。据报道,微孔隙可作为裂纹萌生和扩展的场所。它可以提高应变集中,导致材料屈服和断裂。
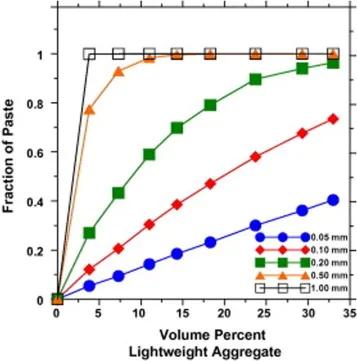
不同水迁移距离和LWA体积百分比对保护水泥浆体体积的影响。
材料在焊接过程中经历了一个复杂的热循环。这意味着,上述物质将暴露在快速加热融化温度引起的焊接设备生成的能量,然后快速凝固在移动热源后,和几个加热和逐步加温过程中产品的沉淀一层一层地建造。因此,WAAM沉积材料的每一层产生的相没有平衡成分和不均匀的微观组织(粗晶和细晶)。这使得WAAM制品的成分和微观结构建模变得更加困难和具有挑战性。
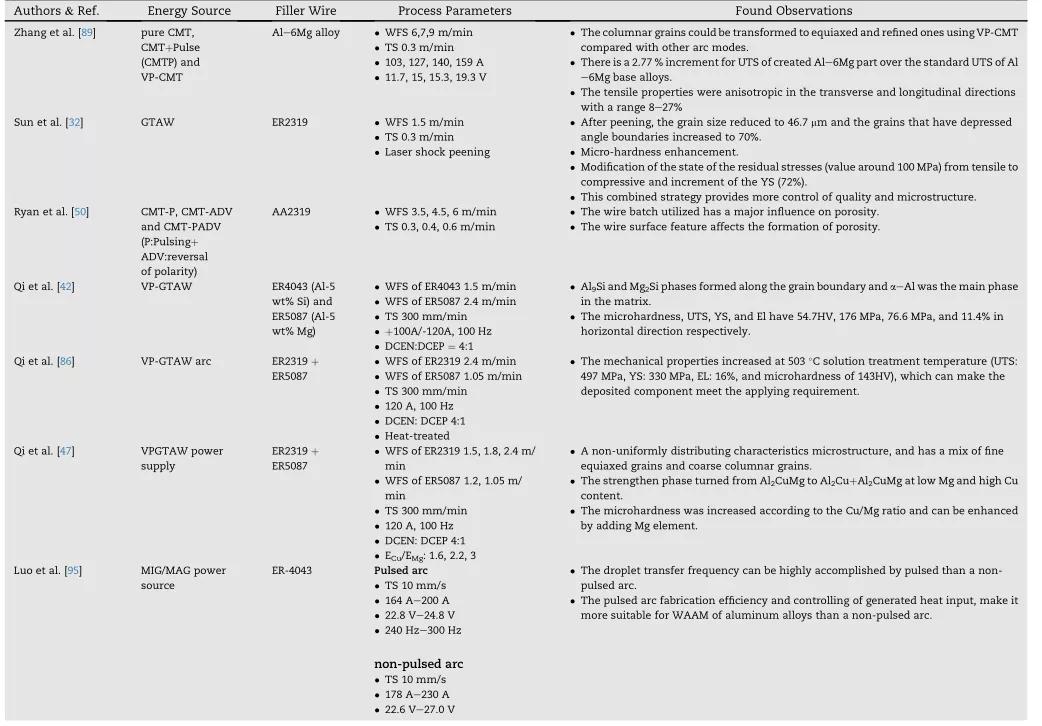
本文着重介绍了WAAM技术制备的铝构件的性能。表1列出了试图改善WAAM制造的铝部件性能的不同发表文章的比较,并提供了一些建议,以限制各种工业应用中使用WAAM技术制造铝合金所面临的挑战。同时,本文也有助于研究人员和制造商指出近年来铝合金性能的改进及其应用。
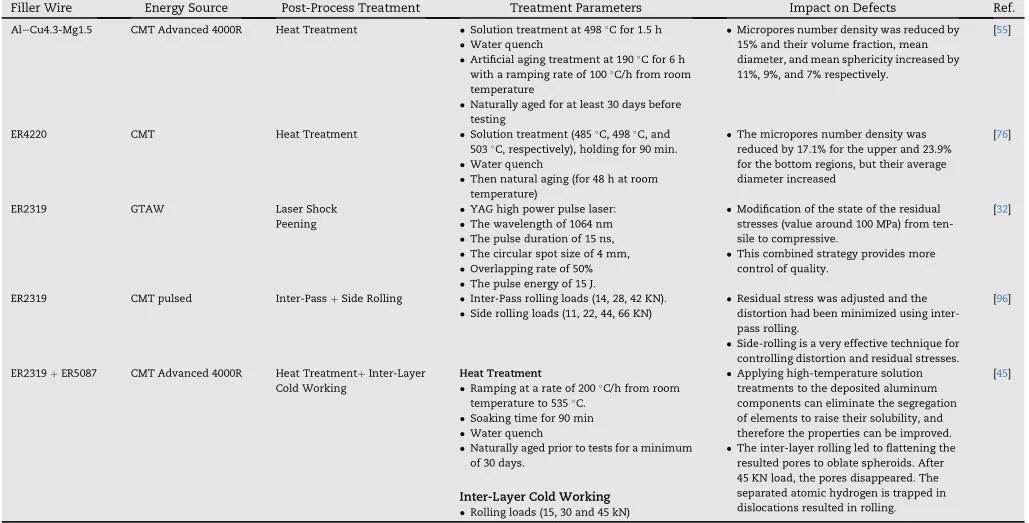
表1 对最近发表的不同文章的比较。

4. 提高WAAM铝制件的质量
要实现产品所要求的目标,最重要的问题之一就是产品制造工艺的选择。WAAM工艺近年来被广泛应用于铝零件的制造中,但仍有许多缺陷需要进一步研究。采用WAAM工艺制作的铝件需要进行后处理,以消除产生的缺陷(气孔、残余应力和变形、裂纹),提高材料性能。沉积质量的问题可以通过应用适当的后处理来消除。为了优化WAAM参数,并找出这些缺陷的局限性,提高材料性能,开展了多项研究。本节将重点介绍应用的后处理和WAAM参数的优化,以提高WAAM制造的铝构件的质量。表2列出了应用后处理来提高WAAM制造的铝构件质量的不同调查的比较。
表2 应用后处理消除缺陷的不同调查的比较。
后处理热处理被广泛应用于消除残余应力。在决定采用后处理热处理时,应考虑材料的特性及其应用。热处理后,上部微孔数密度降低17.1%,下部微孔数密度降低23.9%,但平均孔径增大。采用高温固溶处理可以消除元素的偏析,提高元素的溶解度,从而提高合金的性能。
层间轧制会受到轧辊施加的压力的影响,从而产生较大的应变。每一沉积层都经历层间轧制过程。原子氢的吸收是由于大量的真空、位错和引入的应变引起的。Gu等研究了不同轧制载荷(15、30和45KN)下层间轧制对两种不同铝丝孔隙形成的影响。他们证明,层间滚动导致扁平化的孔隙,以扁球形。加载45kn后,孔隙消失。分离的原子氢被困在位错中,从而导致滚动。Sun等研究了激光冲击强化对2319铝合金残余应力的影响。结果表明:在100 MPa左右,残余应力状态由拉伸状态变为压缩状态;这种组合策略提供了更多的质量控制。
5. 提高WAAM铝件的性能
该方法制备的铝构件的机械性能和显微组织有待进一步提高,以供工程应用。更多的研究是通过控制制造参数,线材性能,电弧模式,以及应用后处理来调节WAAM制造铝件的组织和机械特性。工艺参数的选择是电弧添加剂加工零件材料性能的一个重要方面。应确定工艺参数,以达到评价所得产品机械性能和显微组织特征的最佳设置。研究人员进行了几项研究,以评估沉积电流、TS和送丝速度(WFS)对铝构件的影响,如下部分所述。Su等研究了热输入(调节WFS和TS)对ER5356丝CMT工艺制备的al - mg合金组织的影响。通过改变热输入,合金中出现了α相(Al)和β相(Al3Mg2)两种次生相,形成了细小的等轴晶,而不是大柱状晶。断口形貌显示,试样具有典型的韧窝断裂特征,如图2所示。随着WFS的减小或TS的增大,单位面积韧窝的数量和尺寸减小/增大。
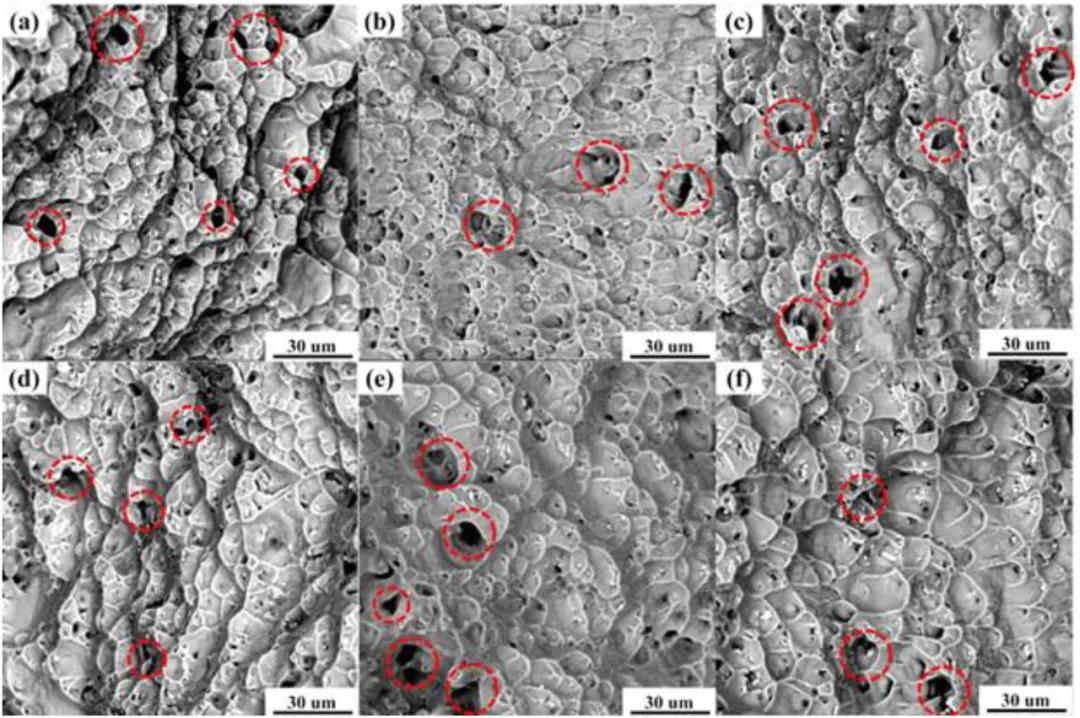
图2 试样不同位置断口的SEM图像。
研究了TS(150、250、350、450 mm/min)对waam加工2219铝合金机械性能和显微组织的影响。结果表明:随着温度的增加,热输入减小,凝固速度加快,等轴晶粒的体积分数和尺寸减小;当温度从150 mm/min增加到350 mm/min时,复合材料的UTS和YS分别增加了11.58%和11.96%,而当温度进一步增加到450 mm/min时,复合材料的UTS则下降,这主要是由于复合材料的冷却速度过快所致。当TS从150 mm/min增加到450 mm/min时,El增加了45.45%。显微硬度值的读数也随晶粒形貌的变化而变化,如图3所示。
图3 几个TS值下的显微硬度值的读数。
Su等人使用WAAM-CMT工艺,通过三种不同的沉积策略(Line 90°、Cycle Line 90°和Line 45°)制备了4043 al - 5si合金组件。他们评估了这些策略对合金组织和拉伸性能的影响。结果表明,所有的沉积组分具有相同的相组成,但根据所采用的策略,每个沉积组分都有自己的层尺寸、晶粒尺寸和Si形貌。沉积策略导致的冷却速度导致了不同的显微组织特征和不同的Si形貌。结果表明,45°线法沉积的材料强度较高(UTS为223.2 MPa, YS为141.8 MPa),伸长率较低(El为10.6%)。这与它们较细的晶粒尺寸和微观结构有关。
Ma等研究了CMT设备工艺增材制造的205A铝件的拉伸行为、气孔特征、a-Al晶粒和Al2Cu相的影响。优化的工艺参数为:TS为0.3 m/min,进给速度为4.5m/min,电压为12.1 V,电流为84 a,层间停留时间为30 s。高的凝固速度使沉积部位的a- Al晶粒细化程度更高。结果表明,205A铝构件可以在不产生裂纹的情况下制备,Al2Cu相的细化程度较低,增强了抗拉强度,如图4所示。但孔隙度较高的微尺度球形孔隙(3.51%)是塑性轻微退化的主要原因。
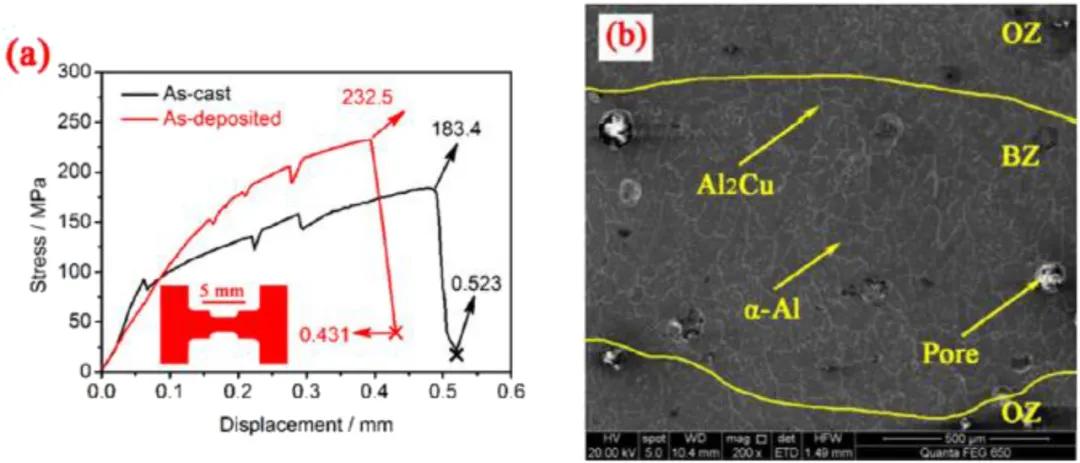
图4 (a)代表性拉伸曲线(b)微观组织形貌的SEM图像。
在另一项研究中,利用变极性-CMT(纯CMT、CMT+Pulse (CMTP)和VP-CMT)设备和层间等待时间研究了Al-6Mg合金构件的组织和机械特性。与其他电弧模式相比,VP-CMT模式可使柱状晶转变为等轴晶和细化晶,这是因为该模式可降低热输入,提高机械性能。所制备的Al-6Mg合金零件的UTS比标准的Al-6Mg合金增加了2.77%。但拉伸性能在横向和纵向上呈各向异性,其范围为8-27%,如图5所示,这是由微孔造成的。Ayarkwa等进行了一项研究,评估了电极正时间周期(% EP)对ER5556铝线的微观结构、机械行为和氧化物去除的影响。结果表明,较高的EP值使晶粒尺寸明显增大,但不影响其机械性能。
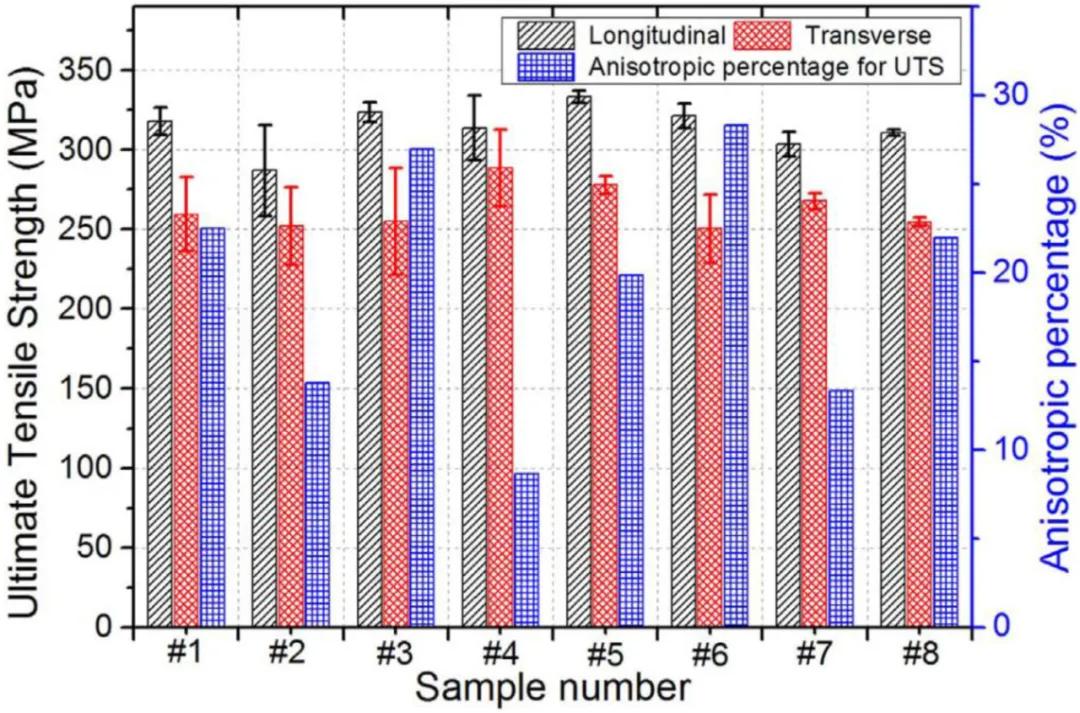
图5 不同拉伸方向的UTS及其各向异性百分比。
金属丝材料在提高堆焊件性能方面具有重要作用,因此应专门开发用于控制该堆焊件的机械行为、组织特征和化学成分的材料。WAAM沉积组件满足其目的的效率很大程度上受线材性能的影响。更多的研究是使用之前制备的填充线来使用WAAM沉积零件。
Gu等利用al - cu4.3 - mg1.5组合物制造了一种金属丝,并将其作为CMT工艺制造组件的填充材料。研究了热处理前后沉积零件的性能。主要结果显示,沉积态成分组织具有等轴晶、分层分布的枝晶和数量较少的柱状晶,如图6(a-c)所示。第二相颗粒(θ + S)沿晶界呈网状分布,但T6热处理后共晶相溶解,如图6(d)所示。热处理后的显微硬度(161.4 HV)比熔敷后提高51%。热处理后的UTS和YS在纵向上分别提高了66%和116%。机械性能显著改善的原因是S '析出物的高密度析出,尽管拉伸性能因微孔缺陷的形成而呈各向异性。
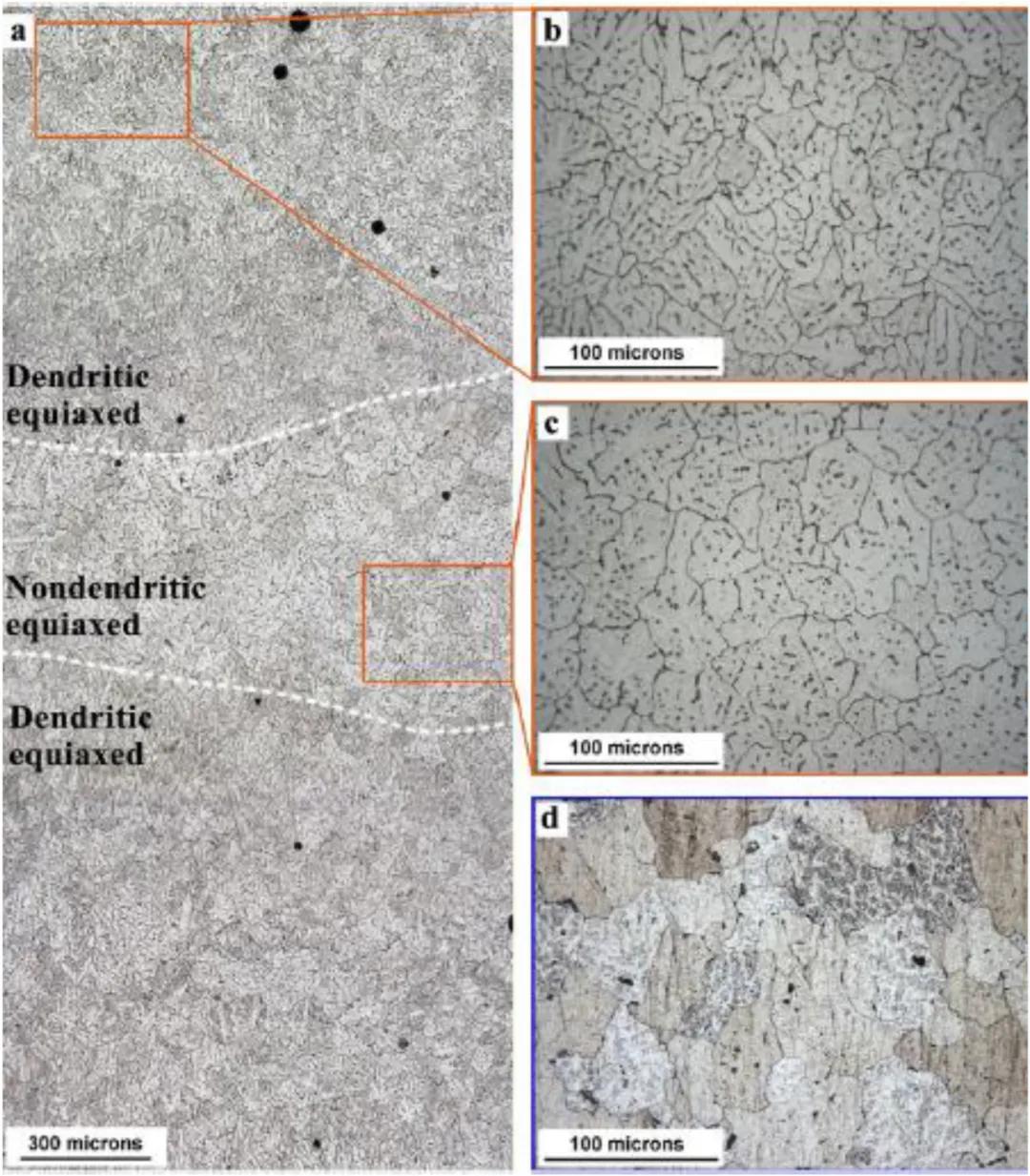
图6 As-deposited部分微观结构;(a)一般视图金相图;(b,c) (a)中的封闭区域被放大。(d) T6热处理后的零件组织。
向ER2319 Al(Al-6.3%Cu)沉积组分中添加预定量的镁可增强其强度性能(UTS:280MPa,YS:水平方向从156 MPa增加到187 MPa,El:8.2%–6%),与未添加镁(UTS:237,YS:112,El:10.7%)相比,塑性降低。通过建立双WAAM系统,实现了镁元素的添加。采用铝铜ER2319线和铝镁ER5087线作为填充材料,实现了该工艺。通过控制送丝速度,制备了不同成分的Al–Cu–Mg成分。结果表明,沉积组分具有非均匀分布的显微组织特征,由细小的等轴晶和粗的柱状晶组成。如图7中沉积零件的XRD结果所示,在低Mg和高Cu含量下,强化相从Al2CuMg转变为Al2Cu+Al2CuMg。显微硬度随Cu/Mg比的增加而增加,加入Mg元素可提高显微硬度。读数分别为86、90和95 HV,比率为3.6Cu/2.2 Mg、4Cu/1.8 Mg和4.4Cu/1.5 Mg,与Bai等人获得的值(77.5 HV)相比,显微硬度有所提高。
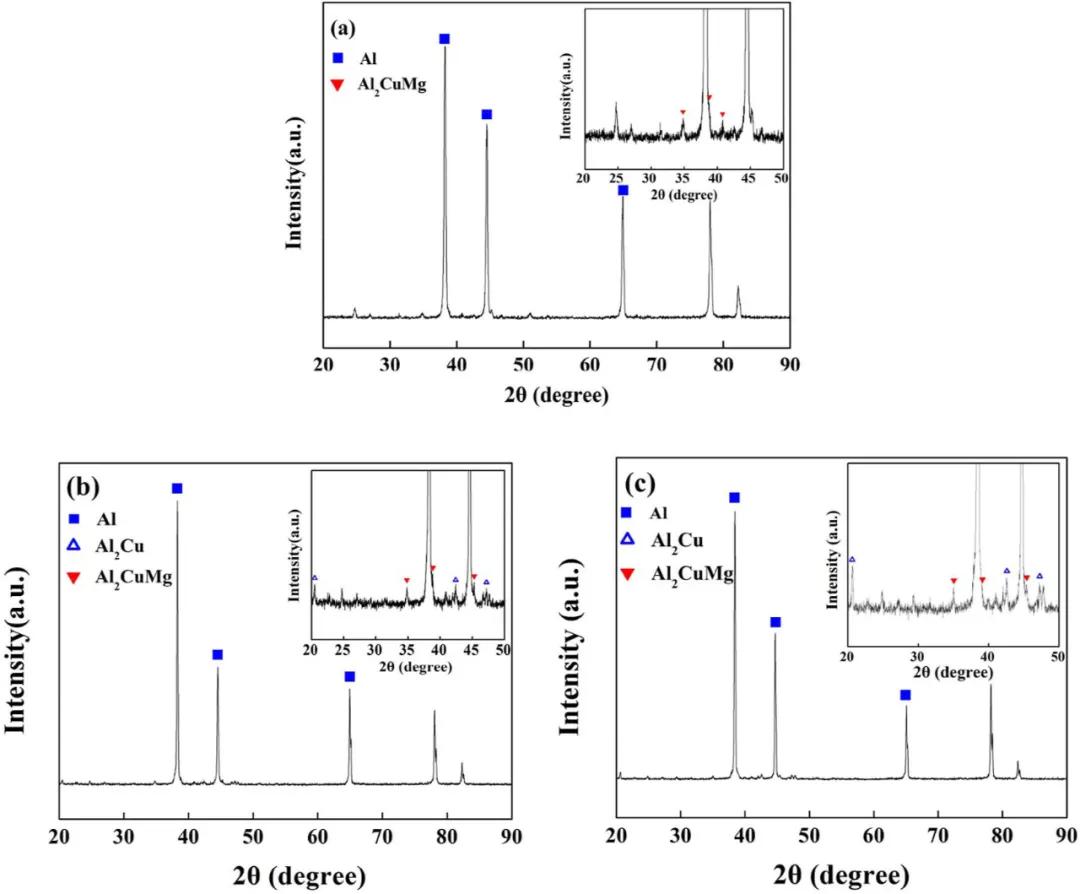
图7 (a) 3.6Cu/2.2 Mg时的XRD谱图;(b) 4铜/ 1.8毫克;(c) 4.4立方/ 1.5毫克。
Wang, sual等人利用ER5356线采用CMT技术制备Al-Mg合金构件时,在中间层中添加Ti粉。结果表明,加入Ti粉后,Al3Ti相形成,柱状晶粒在层间转变为等轴晶粒,晶粒尺寸得到细化,如图8所示。垂直和水平方向的拉伸性能均得到改善,硬度提高了5 ~ 10 HV。
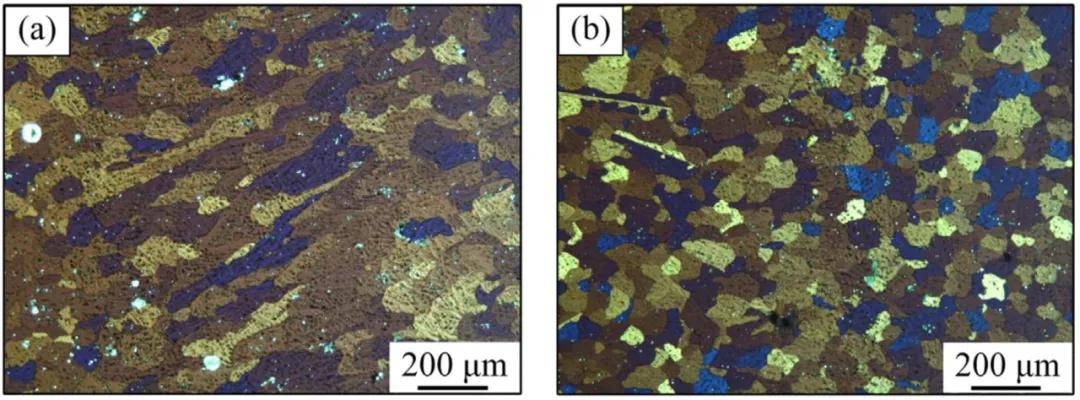
图8 (a)无Ti的WAAM构件层间组织; (b) 用Ti以后。
另一项改善CMT沉积零件性能的研究是采用后热处理。从上到下,各组分的微孔形态和数量变化明显。A357合金的拉伸性能接近于各向同性。热处理后的铝基体形成纳米颗粒,提高了合金的强度和显微硬度。2024铝合金镀层通过固溶处理(485℃,498℃,503℃),保持90 min,水淬后自然时效(室温下48 h)提高了镀层性能。如图9所示,在503℃固溶处理温度(UTS: 497 MPa, YS: 330 MPa, EL: 16%,显微硬度143HV)下,合金的机械性能有所提高,使沉积的构件满足应用要求。
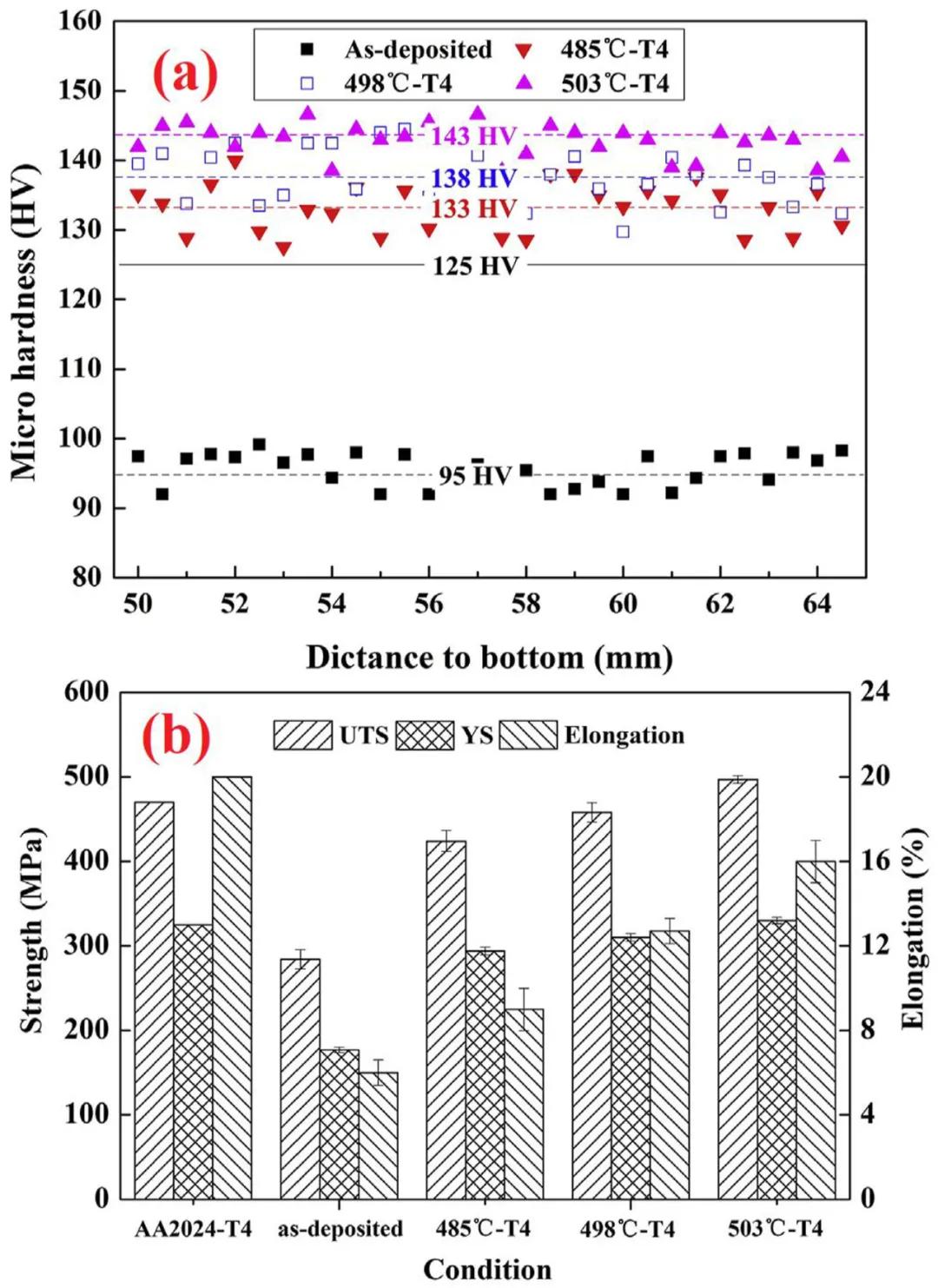
图9 (a)显微硬度,(b)不同条件下的拉伸性能。
将层间轧制工艺作为铝件WAAM的后处理工艺,会影响铝件的显微组织;原始粗大的晶粒变形为非常精细的晶粒。轧制WAAM合金通过晶粒细化、亚组织和高密度位错引起的变形得到强化。Al-Mg4.5-Mn合金通过采用可变轧制载荷(15,30和45KN)的层间轧制引起的变形获得了良好的机械性能。屈服应力、UTS和平均显微硬度分别提高了69%、18.2%和40%。变形过程后,组织中粗大的晶粒变得更加细化。晶粒细化强化、固溶强化和变形强化是主要的强化机制。
6. 结论及未来工作
综上所述,铝件WAAM技术是飞机、航空航天等工业应用中需要大规模采用的重要制造工艺。有充分的证据表明,这种增强的性能和消除的缺陷可以通过使用适当的制造参数和后处理的沉积组件提供。对于未来的工作,根据上述文献总结出以下展望和结论:
1,造成铝合金WAAM缺陷的主要原因是参数选择不当、编程策略不佳和熔池不稳定。
2,此外,还存在材料性能不一致、沉积部位缺陷广泛、成形不均匀等缺陷。
3,结果表明,CMT工艺是对GMAW工艺的一种改进,是一种较好的铝WAAM工艺。
4,低热输入和层间轧制、热处理等后处理,消除了残余应力、变形和微孔分布数量。
5,后处理技术的应用对解决WAAM制造铝合金的难题有很大的帮助。但是,工艺参数的优化仍然是一个复杂的过程,因为需要优化的参数很多。因此,在WAAM过程中,需要利用人工智能方法实时调节沉积参数。
6,热输入的减少导致凝固速率的增加,导致等轴晶粒的体积分数和尺寸减小。
7,VP-CMT技术使柱状晶转变为等轴晶和细化晶,降低了热输入,提高了铝合金的机械性能。
8,此外,金属丝材料的性能对WAAM沉积构件的机械性能有很大的影响
9,在沉积构件中加入预先确定的适量的元素,如镁或钛粉,可提高构件的强度性能。
10,背靠背的建造策略被提出作为一个可能的过程,以消除变形和残余应力平衡。
基于上述展望和结论,尽管近年来铝的WAAM领域取得了很大的进展。但仍存在一些挑战,需要研究人员进一步完善。这些挑战表现在材料性能的不一致、沉积部分的广泛缺陷和缺乏构建均匀性。有些问题需要进一步调查:
❖垂直方向的性能(各向异性)有待研究人员进一步改进。
❖此外,研究WAAM工艺沉积的铝构件的性能需要更多的分析爆炸、调查和详细解释。
❖利用人工智能方法对WAAM工艺因素进行优化,以提高WAAM工艺制备的铝件的性能。
❖电弧稳定性、表面沉积的形成、电压和电流的测量波动以及制造的热历史需要更多的分析来研究它们对WAAM工艺的影响。
❖线材内和线材上的氢含量必须用合适的技术进行分析,因为它是铝合金中气孔形成的原因。
❖线材的微观结构对气孔率和电弧稳定性有一定的影响,因此,线材的微观结构还有待进一步研究。
来源:Enhancing the properties of aluminum alloys fabricated using wire +arc additive manufacturing technique - A review,Journal of MaterialsResearch and Technology,doi.org/10.1016/j.jmrt.2021.04.076
参考文献:Z. Huda, P. Edi,Materials selection in design of structures and engines ofsupersonic aircrafts: a review,Mater Des, 46 (2013), pp. 552-560
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

