






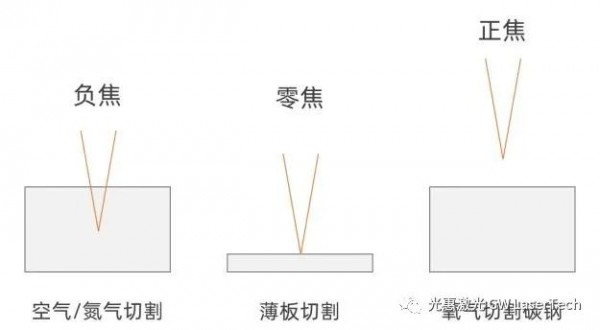
上回说到:任何板材在切割之前,都必须先调整好焦点与板材之间的距离。切割材料与切割方式不同,焦点位置的选择也会不同(如下图所示),因此激光切割需要不断动态调整焦点位置。那么,通过什么方式改变焦点位置呢?
普遍认为,通过改变切割头上下位置来对焦:
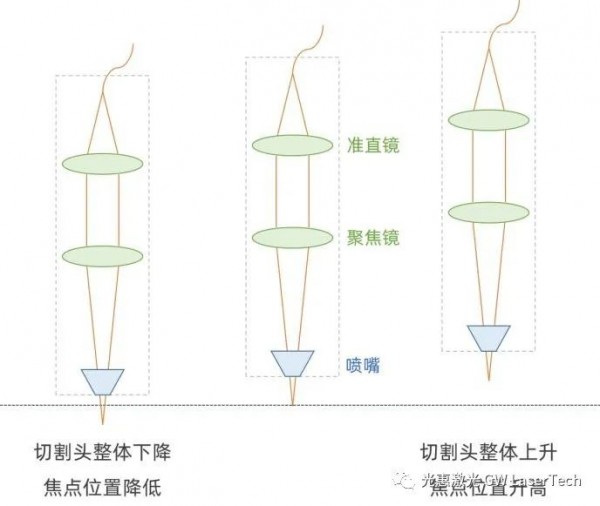
一般大家采用最简单的做法就是只通过改变切割头的高度位置来获得理想的焦点位置,比如将切割头整体下降,焦点位置就降低,将切割头整体上升,焦点位置就升高,如下图所示。
事实上,调整焦点位置还需考虑其他因素:
切割头底部装有喷嘴,喷嘴与工件之间的距离会影响气体的流速与扩散,进而影响到切割质量。通常,喷嘴与工件之间的距离是一定范围内的一个定值。而将切割头整体上下移动会影响,因此,通过升降切割头来调整切割高度不太合适,会影响切割质量。
于是,调节切割头内部镜片高度的方法更加科学:
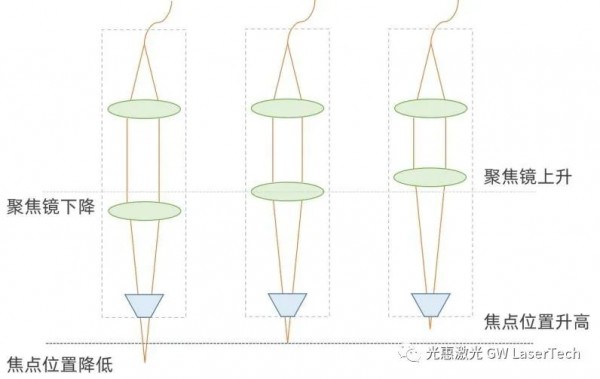
通过改变内部聚焦镜的位置,也可以改变聚焦点的位置:聚焦镜下降,焦点位置降低;聚焦镜升高,焦点位置上升。这样,切割头整体还是保持在原来位置,喷嘴与工件之间的距离也不会改变,就规避了上面提到的气流影响。
调节聚焦镜片的技术与时俱进:
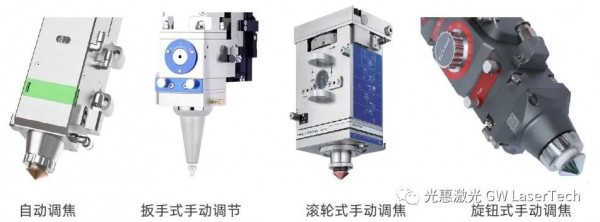
早期,调节聚焦镜上下移动的方式是依靠手动来完成的,即用扳手或直接旋转自带的滚轮或旋钮来调节聚焦镜的上下移动;如今,随着技术的发展,自动调焦的方式使用越来越多:即通过电机驱动聚焦镜上下运动。手动调焦每次调节时需要将切割头移动到机床边缘然后靠人操作;使用自动调焦的方式,不管切割头在机床什么位置,绝大多数可以靠软件调节,使用更加方便。
如何找到零焦的位置:
焦点位置的高低是相对零焦而言的,因此在调焦之前,首先要确定零焦的位置,然后向上/向下移动聚焦镜一定距离,进而调节焦点位置的升高/降低值。通过之前的分析可知,在零焦的位置,光斑最小,也即切缝最小。上下移动焦点位置,都会使光斑变粗,导致切缝线性变宽、切面质量不高。
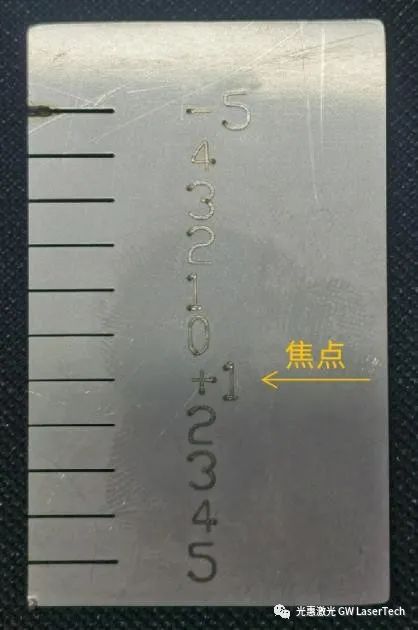
通常,切割头的零焦位置在指示刻度为“0”的附近。先把刻度调到0,在工作台上放一块平整的板,然后在-5mm和+5mm的范围内每隔1mm切一条线。仔细对比这几条切缝,缝最窄的位置就是零焦位置。在之后的切割中,基于上述找到的这个零焦位置(即+1刻度位置),向上或向下调节刻度,就可以改变相应的离焦量了。
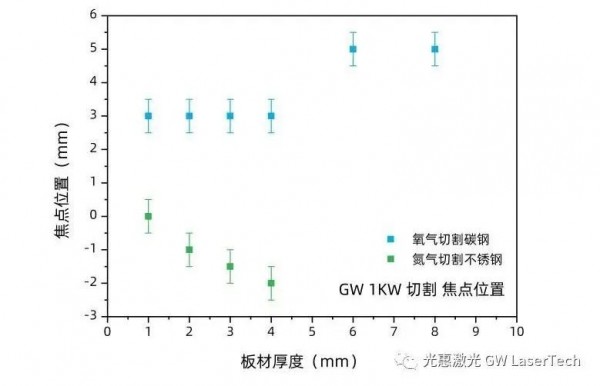
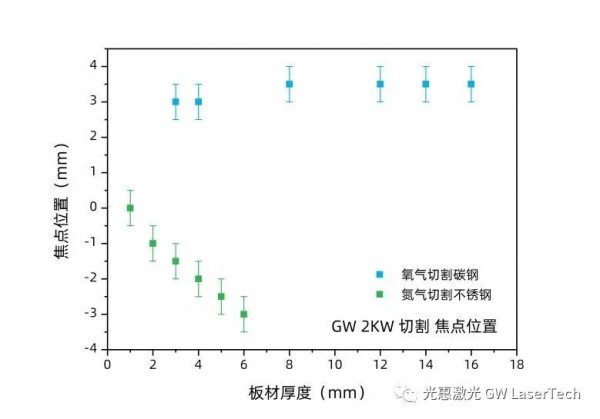
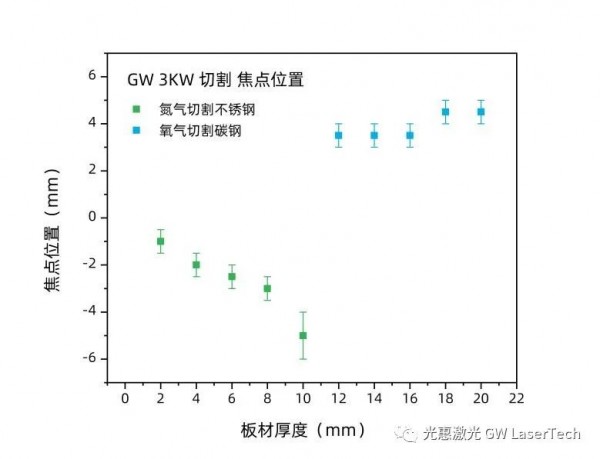
光惠激光低功率激光器切割常用焦点位置表:
光惠激光不仅专注于激光器产品的研发,也注重激光加工工艺的开发,在激光应用领域不断探索,做好技术沉淀,为客户提供更优质的产品与工艺,帮助客户提质增效是我们的使命,顺祝各位友商、终端用户在新的一年事业红红火火!
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

