






本文探讨了激光熔覆高熵合金的研究现状、发展趋势及应用前景。本文为第二部分。
2.3. 进料系统
浆料供给系统(共沉积或熔合系统)、预放置粉末系统(重熔)、粉末喷射系统和送丝系统是可用于激光沉积的几种原料供给方式。熔合和重熔技术是两步工艺,通常用于预埋送粉过程中的熔覆。在膏体进料系统(参考图12a)中,HEA包覆材料(预混合粉末)与二元试剂(蒸馏水和聚乙烯醇(PVA)的混合物)混合以形成浆液。用粗砂纸将基材表面适当粗糙化并用酒精清洗后。将均匀厚度的泥浆放置在表面,并在烘箱中干燥,以防止裂纹形成和氧化。在存在惰性气体的情况下,高强度激光束以规定的路径在预先放置的浆料上移动,以产生包覆层。Qiu合成了耐磨CrFeNiCoCuAl2钛x-基于 1 mm 厚度的 HEA 包层通过浆料进料系统。然而,据报道,在预涂层过程中,由于与粘合剂(有机)相关的杂质,出现了小孔隙。
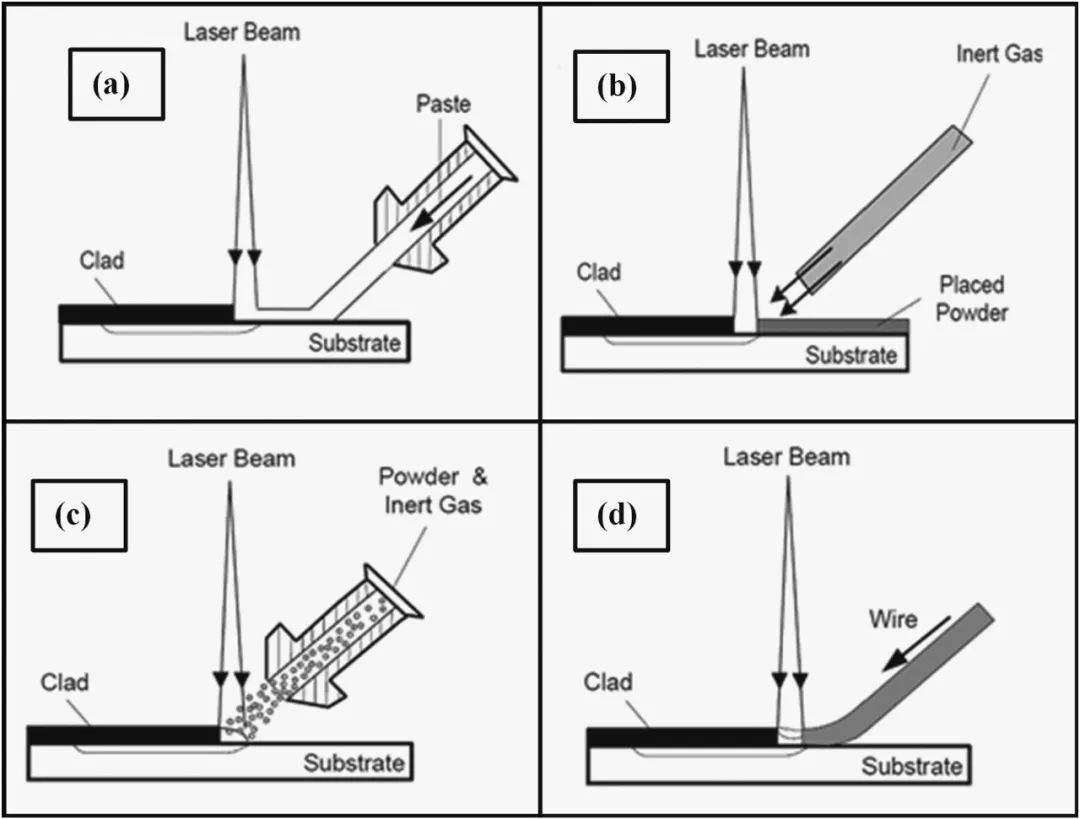
图 12.不同类型的粉末进料系统;(a)需要激光沉积浆料的熔融技术;(b)采用预先放置的粉末进行激光沉积的重熔技术;(c) 在激光作用期间通过喷嘴输送粉末的粉末喷射技术;(d)需要以钢丝为原料的送丝技术
在重熔技术(参见图12b)中,将预混合的粉末置于基材材料上,并用高强度的激光束扫描该粉末以沉积包层材料。预先放置的粉末进料非常耗时,并且使用这种进料技术通常很难获得复杂的几何形状。Shu等人通过将0.2毫米厚的HEA粉末置于H13钢上,激光包覆耐磨和耐腐蚀的BCoCrFeNiSi基HEAC。由于激光束和基板之间的间接接触,在界面处发现了小裂纹。因此,控制温度梯度和热量对于获得较强的界面键合和较小的稀释比非常重要。
在粉末注入进料(参见图12c)中,惰性气体通过锥形同轴喷嘴将粉末输送到熔池,同时激光束以恒定的速度移动。高强度激光束熔化来自喷嘴的粉末,并在基板上产生包层。Chao等人控制了CoCrFeNiAl的熔覆特性x-基于LC技术的HEAC,在惰性气氛中使用粉末注射进料制造。此外,作者能够进行无缺陷的包层,具有均匀的微观结构,最小的稀释比和小的熔化间厚度。更少的粉末浪费,高效率以及优化熔覆过程中热量的能力使该技术非常适合生成3D对象。它进一步分为同轴进给,离轴进给和四流进料系统,具体取决于光束的角度和供料设备中存在的喷嘴数量。
此外,它是最适合工业应用的方法。然而,这种技术需要额外的粉末输送设备,使其在LC-HEAC中的使用受到限制。送丝是对焊接技术的修改,其中复合线材通过拉推机构输送,并通过激光照射熔化,部分通过熔池熔化,如图12d所示。该工艺因其高效率和沉积速率而适合工业用途。预置、糊状进料和粉末注射系统大多是用于沉积HEA的进料技术。然而,送丝系统需要准备原料丝,这对于LC-HEAC来说仍然不可行。

不同的工作情况:a)电磁阀处于位置1;b)电磁阀处于位置2;c)电磁阀的50 Hz换向频率。
如上图所示测试了不同的工作情况。在最初的测试中,回收容器已被拆除,将粉末引至容器的管道位于喷嘴旁边(图中喷嘴左侧的管道)。左图显示了电磁阀处于位置1时的过程,粉末通过四个独立的喷油器被拖到喷嘴出口。中间的图形显示螺线管处于位置2时的过程,粉末通过蓝管拖曳到回收容器。右图显示了电磁阀在20 ms换向周期内工作的过程,因此,粉末被引导至喷嘴和回收容器。
总之,HEA粉末喷射进料系统是最通用的技术,有助于提供具有更好和受控特性的包层。但是,应采用系统的方法在均质微观结构、稀释和粉末效率方面优化工艺参数。然而,两步法由于预放在基板上而受到限制,这使得难以控制HEA包层和基板之间的稀释比和冶金键合。此外,浆料进料系统中涉及的缺陷是由于激光照射时蒸发的浆料造成的。
2.4. 激光加工参数
在任何工程现象中,精确控制工艺参数对于获得高性能是必要的。同样,LC技术中存在各种激光加工参数,这些参数会影响熔覆层的特性。图13显示了LC-HEAC特性对激光加工参数和粉末特性的依赖性。激光束的处理参数分为四种类型:激光束的特征包括激光光斑尺寸,激光功率,波长,光束轮廓,散焦距离和偏振。然而,表面参数包含保护气体、熔覆方向、扫描速度、预热、舱口距离和重叠比。而HEA产品的特性包括包层几何形状,HEA的组成,热和冶金性能,以及HEA粉末包层的特征包括元素的粉末组成,注射角度,粉末进料速率,每个元素的粒径和喷嘴距离。粉末的特性已在上一节中讨论。从冶金特性、质量特性和熔覆特性方面研究了LC-HEAC的质量。激光加工参数,特别是激光功率、扫描速度、散焦距离、激光光斑尺寸、重叠比以及粉末进给率需要优化,以获得改进的LC-HEAC。
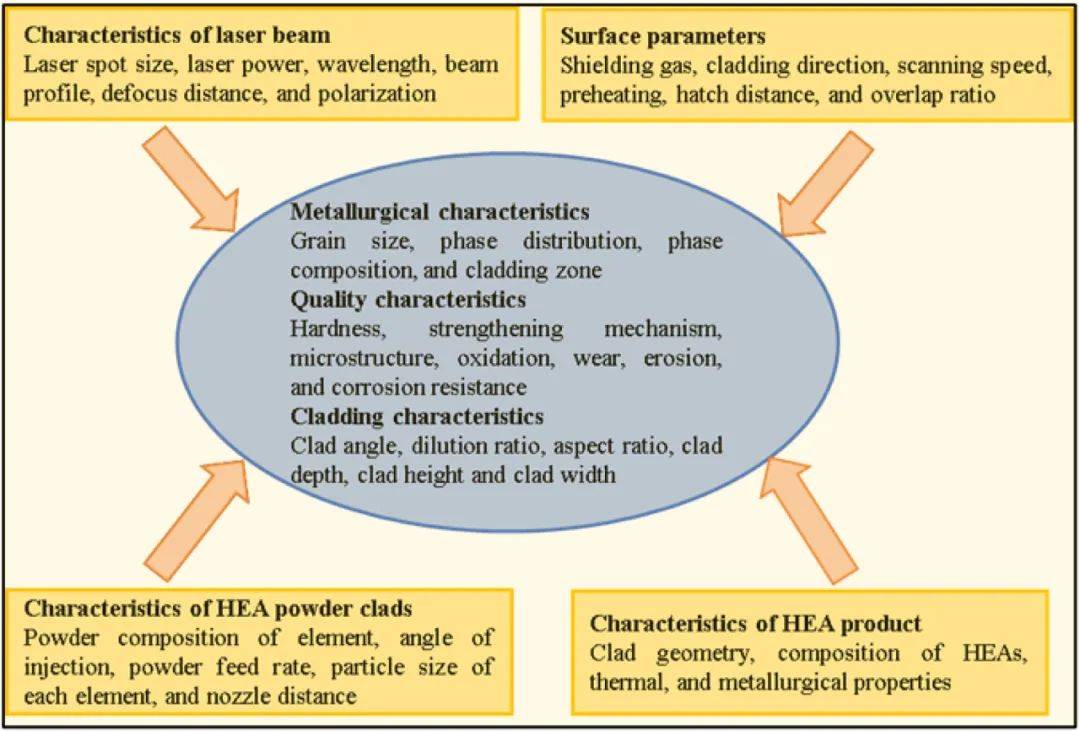
图 13.LC-HEAC的冶金特性、质量特性和熔覆特性对激光器和HEA粉末的加工参数的依赖性。
只有在适当的激光功率下制备涂层,才能降低LC-HEACs的缺陷。微裂纹的出现是由于激光功率的增加,而低功率熔覆层中含有未熔透的粉末和气孔。当扫描速度过快时,会导致粉末和基体不完全熔化,而当扫描速度过低时,激光熔覆层会过热。因此,分析和调整扫描速度对高质量覆层是至关重要的。很少有人研究工艺参数对冶金、质量和熔覆特性的影响。
为了研究激光功率和扫描速度对LC-HEACs特性的影响,Wang等在钢表面合成了金刚石增强fecocrmoni基LC-HEACs,扫描电镜(SEM)分析表明,该LC-HEACs具有超细组织、树枝状表面形貌、在最小的选择功率下,界面结合较强。随着激光功率的增加,熔池温度的升高,稀释率提高到47%。在高扫描速度下,激光-材料相互作用时间越短,未熔化HEA粉末的冶金结合越差,导致微裂纹的产生。
同样,Guo等报道了扫描速度和激光功率对通过LC技术在M2工具钢上制备的almofecrtiwnb基HEAC的硬度、耐磨性和表面形貌的影响。结果表明,随着激光功率的增加,合金的硬度和耐磨性随着稀释率的增加而降低。SEM分析表明,随着功率的增加,不规则、不均匀的枝晶形貌转变为规则的枝晶结构,低功率下出现微裂纹,这是由于W和Mo元素造成的严重晶格畸变(见图14)。低激光功率下未熔化的富w粒子出现的白点,由于粒子完全熔化,在高激光密度下开始消失。在另一项研究中,Shu等人研究了功率对bfecocrni基激光熔覆层特性的影响,发现熔覆层发展出非晶相。此外,由于高能量输入与低冷却速率以及稀释率的增加,功率的增加降低了这些成分的比例。硬度的降低与高激光功率下非晶含量的降低有关(见图15)。非晶含量高的包层具有较好的耐蚀性和耐磨性。
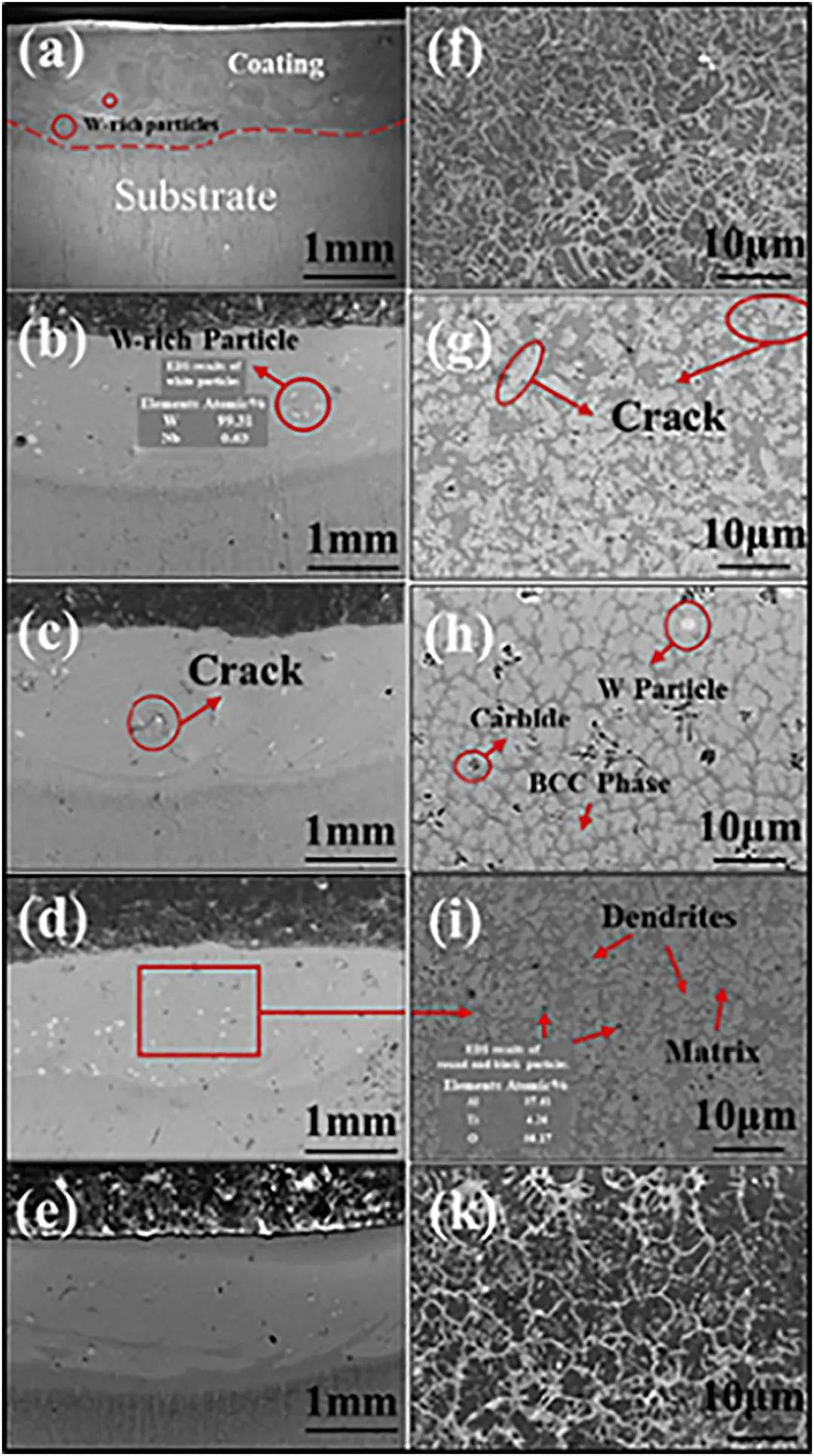
图14 不同激光功率下制备的AlMoFeCrTiWNb材料的SEM显微形貌;(a, f)在最低激光功率为2.4kW时,晶界处形成了具有析出相的典型不规则枝晶组织;(b, g)白色表示在较低的激光功率2.6kW下的W未熔化粒子。由于晶格畸变,熔覆层中存在少量微裂纹;(c, h)当激光能量密度为2.8kW时,不规则组织向规则枝晶组织转变,碳化物晶粒尺寸增大;(d, i)在3kW时,包层未发现微裂纹。然而,毛孔仍然很少;(e, k)白色粒子在3.2kW时消失,因为高激光束能量完全融化了富w粒子。
图15 分别用折线图和条形图表示激光功率对显微硬度和非晶含量的影响;(a)熔覆层的硬度分布,硬度沿熔覆层深度递减。这是由于主要的非晶相在上表面;(b)条形图上的无定形含量显示,由于稀释比的增加,无定形含量随功率的增加而降低。
Ni等人研究了扫描速度对Nd: YAG激光制备al0.5 cu0.7fenicocrc基HEACs的影响,并在最高扫描速度(630mm/min)下,由于涂层与基体的更好混合,形成了具有超细组织的无缺陷涂层。在另一项研究中,Zhang等通过LC沉积cocrfeniti0.5基HEA,研究了熔覆特性与冶金特性之间的关系,并观察到激光辐照能量的增加提高了熔覆宽度和稀释比。然而,大量的高能束使基板过热,基板上的铁元素向包层移动导致了高度的稀释。
影响熔覆层显微组织和质量的激光工艺参数主要取决于两个或两个以上参数的组合。因此,建议通过实验和优化算法的设计,使各参数达到最优值。Chao等人合成了LC技术制备的基于cocrfenialx(0≤x≤2)的HEAC,研究了激光加工参数和粉末进给速率对冶金和熔覆特性的影响。结果表明:随着送料速度的增加,熔覆层深度减小,互扩散层厚度减小,熔覆层厚度增加;此外,激光功率的增加增加了包层高度、宽度、深度和扩散层厚度。研究了同轴进给系统的稀释度与进给速度、激光功率、包层深度和扫描速度等参数之间的关系。同样,重叠率也是影响包层波纹度和表面形貌的另一个因素。Ye等和Li等合成了无缺陷的CoCrCuFeNiAlx和FeCoCrMnTi0.2,最佳重叠率约为33%和60%,具有优良的涂层和包覆特性。
除工艺参数外,熔覆层特性尤其是稀释比也取决于合金元素的添加。Zhang等发现,Si、Mn和Mo元素以较小比例的掺入显著改善了合金的冶金和熔覆特性。Jiang等研究了Cr含量对LC技术生产的基于alcofenicrx(0.5≤x≤2)的HEACs稀释率的影响。作者观察到,由于Cr含量的高吸收能力,使稀释率从36.6%提高到56.68%。
综上所述,有各种工艺参数影响LC-HEACs的组织、表面形貌和机械性能。这些参数的不适当值会产生包括未熔化颗粒、不连续和不均匀的包层几何形状、气孔和微裂纹在内的缺陷。由于低的能量输入和高的进粉速度,在LC-HEACs中出现了未熔化的颗粒。此外,快速冷却随着扫描速度的增加而增加。因此,为了获得高质量的熔覆层,需要考虑各个激光加工参数。
2.5. LC-HEACs缺陷
在LC-HEACs中遇到的问题之一是,由于热失配和快速淬火速度而产生的高残余应力,导致冶金界面出现裂纹。覆层与基体之间的高温梯度是产生裂纹的主要原因。此外,与衬底材料相比,包层材料的热膨胀系数较低。基体材料的预热通过降低残余压应力来参与裂纹的消除。许多作者研究了在包层前加热基底的效果,并观察到了积极的结果。
Liu等人通过LC技术,在200°C的温度下对钢基体进行预热,合成了无缺陷的alcocrfeniti0.8基的HEACs。结果表明,预热降低了温度梯度,没有出现裂纹。在另一项研究中,Liu等人[170]在200°C预热基体,并开发了TiC增强的alcocrfeni基LC-HEACs。SEM分析表明,TiC与基体晶粒具有良好的冶金结合强度。界面上没有出现空洞或微裂纹。同样,Huang等人通过在450°C预热Ti6Al4V衬底,开发了基于alcrtisi的LC-RHEAC。观察到少量气孔和微裂纹,冶金结合良好。
为了改善冶金结合,Cui等人报道了alfenicocrc基HEA覆层与304基体之间的成分不匹配导致纵向和横向裂纹的形成,如图16b所示。为了消除这些裂纹和残余应力,引入了中间层[CoNiFe2]。CoNiFe2层避免了imc的形成,提高了界面结合强度,如图16c所示。能谱分析(EDS)表明,由于CoNiFe2层与基体材料的良好混合,Fe和Co含量向基体方向增加。
图16 SEM观察了alfenicocr基LC-HEACs的截面及中间层对其显微组织的影响;(a、b)界面区成分失配引起的裂纹形貌图;(c, d)界面结合良好的枝晶形貌。此外,引入CoNiFe2作为中间层后,由于复合材料具有更好的混溶性和溶解度,没有出现裂纹;(e)预热基底和超声辅助激光熔覆设备图,超声系统以20kHz的频率振动,SEM显微图显示良好的冶金结合,无微裂纹和气孔。它还减轻了残余应力。
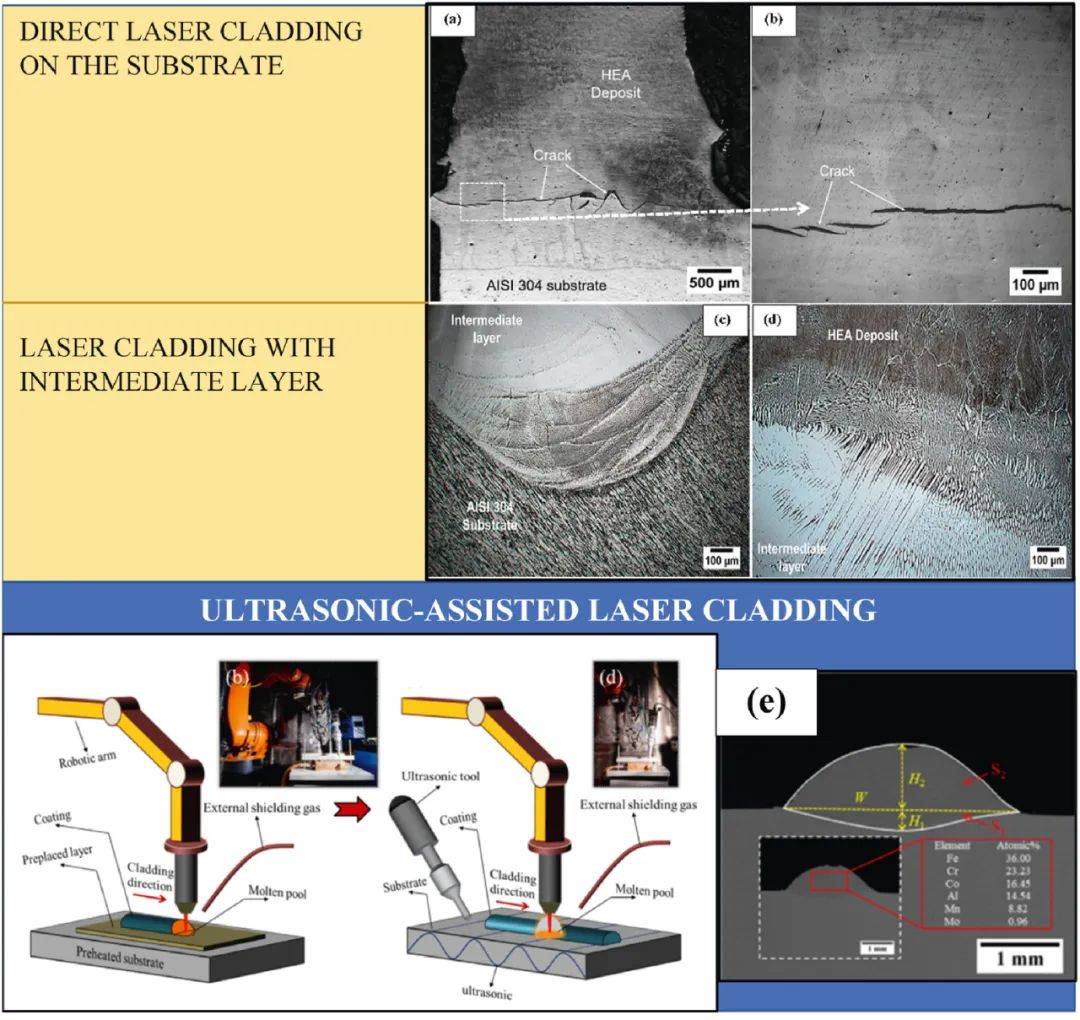
通过优化激光加工参数、对基片进行预热和引入中间层,可以在一定程度上消除LC-HEACs的内表面缺陷。然而,元素偏析、夹杂物和结构波纹需要混合技术(外场辅助LC技术)。LC技术中超声振动的应用确保了HEA粉末更好的搅拌、混合和扩散,可以减轻残余应力和裂纹,如图16e所示。LC-HEAC文献中只有一篇报道,Wen等将预热处理与超声辅助LC技术相结合,合成了fecrcoalmn0.5 mo0.1基的HEAC。施加20kHz频率的振动;在BCC固溶相和可控稀释条件下,观察到无缺陷、耐磨、耐腐蚀的包覆层。
综上所述,可以采用预热、混合LC技术和中间层来适应残余应力和消除裂纹。中间层元素的选择取决于溶解度和形成imc的惰性。此外,该混合技术生产了无缺陷的LC-HEACs与BCC固溶相,使涂层耐磨和耐腐蚀。
残余应力:LC-HEACs中的残余应力是由于热失配和快速冷却速率而产生的。这将导致冶金缺陷、微裂纹、空洞、气孔、夹杂物和表面不规则性的形成。此外,这些应力也会影响包层的机械性能。因此,对HEA包层进行预热处理和后热处理可以减轻这些应力。Dada等人通过激光作用和预热(400°C)对残余应力的影响,合成了AlTiCrFeCoNi和AlCoCrFeNiCu包层。作者观察到残余应力的显著降低以及机械性能的改善。在另一项研究中,Tong等人报道了后加热对激光增材制造fecrconimn基HEA的影响,使用x射线衍射分析(XRD)测量了残余应力。作者观察到,在700°C和1100°C时,由于位错滑动,试件的后加热降低了残余应力(见图17)。
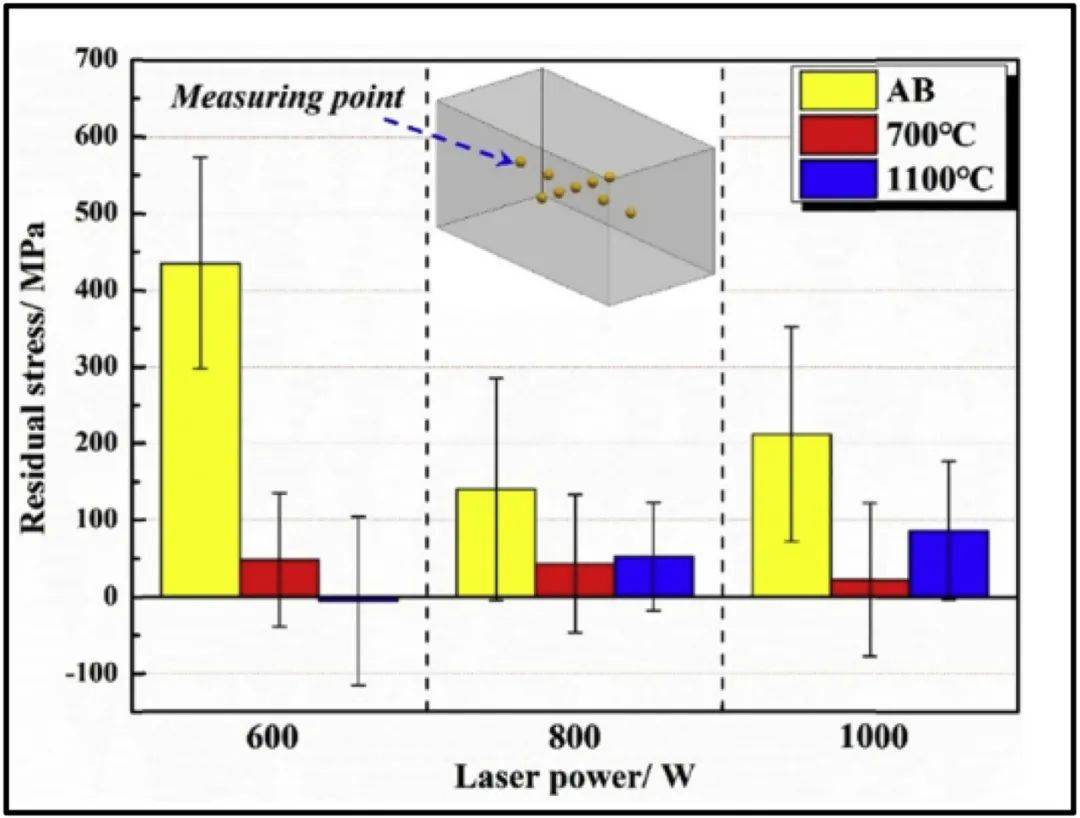
图17 图为在不同激光功率下,700°C和1100°C试件的实测残余应力。残余应力随加热时间的延长而降低。由于淬火速率高,激光功率越低,残余应力越大。此外,固化包层收缩体积的减弱增加了残余应力,为1kW。
2.6 LC-HEACs的建模优化
通过优化激光加工参数,可以降低LC-HEACs的缺陷和热残余应力。然而,由于LC技术的非线性、复杂性和动态性,其建模难以理解。根据文献将模型进一步分为分析型模型和经验型模型。
2.6.1 前后模型
这些模型需要实验数据,可用于复杂非线性LC技术的预测。很少有人研究基于经验的模型:Anas等人在单cu0.5 fenitial包层轨道上应用回归分析(RA)和方差分析(ANOVA)模型,建立了包层特性(稀释百分比、长宽比和包层角)与激光加工参数(激光功率、扫描速度和进给速率)之间的关系。稀释率提高46.5%,包衣角提高4.0%,纵横比提高5.7%。Ma等人[175]建立了激光加工参数(离焦、激光功率、扫描速度)、质量特性(残余应力)和熔覆特性(熔覆深度、熔覆宽度、熔覆角和稀释度)之间的经验关系,并观察了低稀释率和残余应力的激光加工参数。作者应用这些参数,利用多目标量子粒子群优化(MOPSO)技术开发了基于fenicocr1.5 nb0.5的HEA包层。类似地,Anas和Dubey[176]应用了一种多优化技术来发展包层特性(包层角、稀释度和纵横比)和质量特性(硬度和侵蚀率)之间的相关性。实验结果表明,复合材料的硬度、抗冲蚀性和包层性能均有显著提高。
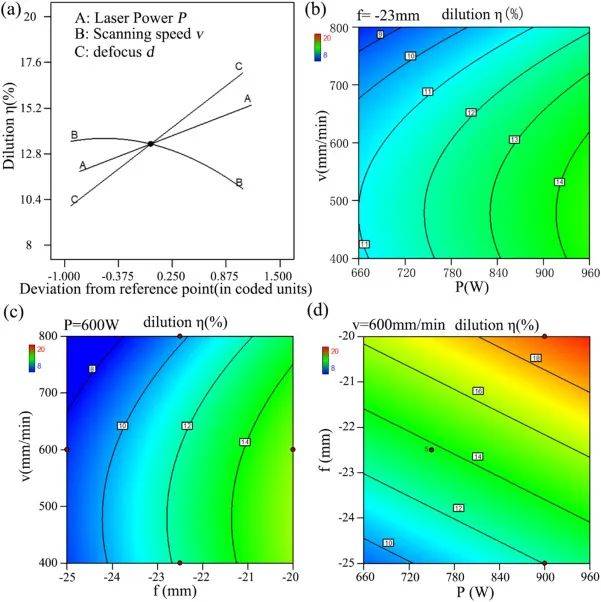
激光熔覆工艺参数对稀释度的影响:(a)工艺参数摄动图;(b) P, v等高线图;f (c), v;(d) P f。
激光熔覆工艺参数对稀释度的影响上图所示。图(a)所示的摄动曲线描述了工艺参数对稀释的影响。从图中可以看出,激光束功率和离焦对降低稀释有负面影响。离焦的影响比激光束功率的影响更为显著。当光束能量分布为高斯分布时,光束直径随离焦的减小而减小。所以激光束越集中,能量密度越高。此外,还可以发现,当扫描速度超过一定值(586mm/min)时,稀释度下降更明显。图(b)~(d)显示了各因子相互作用对稀释的影响。很明显,更少的热输入可以减少稀释,比如降低能量或增加扫描速度和离焦。对于粉末层吸收的能量形成熔池,剩余的能量可以熔化基板,能量越少意味着基板熔化越少,从而可以降低稀释度。而能量较低导致熔池对流减弱,从而导致涂层孔隙率增加等问题。因此,合理的能量输入是获得高质量激光熔覆层的关键。
来源:A review on laser cladding of high-entropy alloys, their recenttrends and potential applications,Journal of Manufacturing Processes,doi.org/10.1016/j.jmapro.2021.06.041
参考文献;S.H. Albedwawi, A. AlJaberi, G.N. Haidemenopoulos, K.Polychronopoulou,High entropy oxides-exploring a paradigm of promising catalysts: areview,Mater Des, 109534 (2021)
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

