导言
铝合金因其密度低、导热性高、加工性能好、机械性能优异的优点,在航空航天和汽车领域得到了广泛应用。然而,铝合金较低的熔点和较差的耐磨性限制了其在高耐磨和高温工况领域的进一步应用,比如气缸、内燃机的凸轮、活塞、阀座等产品就不能用单一的铝合金制造。目前,许多人在尝试使用激光熔覆工艺来实现铝合金的表面改性,比如通过在铝合金基体上熔覆镍基、铜基、铁基合金来获得更好的耐磨性和高温性能。
在铝合金基体上熔覆镍基和铁基材料可以显著提高产品的表面硬度和耐磨性,但镍基和铁基合金的导热性非常差,这种产品并不适合内燃机和活塞等高散热要求的应用,因为积累的热量会导致铝合金基体变形或熔化。铜合金具有高导热性和自润滑性能,非常有利于在确保导热性的前提下提高铝合金表面的耐高温性和耐磨性。因此,铜合金是铝合金表面熔覆的首选材料。但是,铝合金和铜合金对传统的1064nm波长的红外激光的吸收率极低,分别只有为∼7%和∼5%。
使用低功率进行熔覆时,能量输入不够,粉末不能完全熔化。
使用高功率进行熔覆时,匙孔效应又不可避免。匙孔效应导致材料对激光的吸收效率剧烈波动,激光在匙孔中的多级反射也使得飞溅现象更加严重,最终会导致孔隙、裂纹和未熔合等缺陷。铝合金和铜合金对450纳米蓝色激光的吸收率可分别达到∼14.5%和∼65%。因此,蓝光激光器的发展有望克服高反射率合金熔覆的困难。近年来,大阪大学在蓝色激光处理领域进行了一系列开拓性研究。2018年,Tsukamoto教授团队通过调整光学组件将六台单功率为20瓦的蓝色激光器发出的光束聚焦于一点,成功地将铜合金熔覆在不锈钢表面,但由于激光功率还是处于较低的水平,所以在熔覆层内观察到了一些孔隙。高功率蓝光激光器成了阻碍铜合金熔覆的主要难题。2019年,Tsukamoto教授团队开发了100瓦蓝色激光器,用于纯铜的SLM(选区激光熔化)增材制造。生产了致密度约97.8%的纯铜管。为了提高增材制造产品的质量,需要进一步提高蓝色激光器的功率。2020年,Tsukamoto教授团队将两台100瓦蓝色激光器的光束汇聚到一处,成功获得了无明显孔隙和裂纹的纯铜熔覆层。然而,覆层的宽度只有620微米,覆层效率低。1-2德国在这方面的进展
2019年,德国激光器厂商Laserline的Simon等人通过实验证明,1000瓦的蓝色激光在光斑直径为2mm的情况下,仍然不能在铜基板上熔化纯铜合金。
2020年,美国激光器厂商NUBURU Incorporated的Zediker等人使用1000瓦的蓝色激光器,将光斑直径降低到215微米,实现了纯铜和1100铝合金的熔化,并发现铜和铝的熔化深度相似。然而,小光斑(215微米)极大的限制了激光熔覆的效率。总之,短波长蓝色激光器在加工铜和铝等高反射率材料方面具有巨大优势。然而,低功率和小光斑限制了其在激光熔覆领域的进一步应用。红-蓝混合激光可以克服蓝色激光器的低功率密度和大功率红外激光的不稳定性性问题,有望实现高反射率材料的高效熔覆或SLM增材制造。实际上,德国激光器厂商Laserline的Simon等人,在红-蓝混合激光熔覆纯铜方面做过一些研究,但缺乏相关的微观结构和缺陷分析。
我国的上海交通大学在这个基础之上,系统的研究了蓝光、红光和红-蓝混合激光在铝基材上熔覆纯铜时的熔池稳定性、熔池尺寸和熔覆层的微观结构。讨论了不同激光的成形机理。为红-蓝混合激光在高反射率材料(如铜、金、铝等)的增材制造应用研究奠定了理论基础。
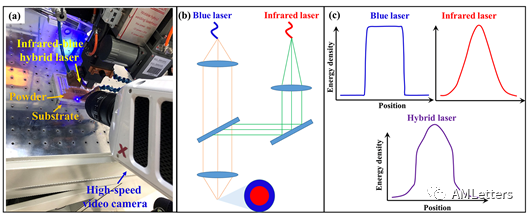
(1)用同轴红-蓝混合激光器在AlSi7Mg合金基板上熔覆纯铜,并比较三种光源(红外、蓝色及其混合源)的熔池稳定性、熔池尺寸和微观结构。(2)高反金属对红外激光的吸收率低,所以加工时需要较高的功率,但高功率的激光会导致熔池稳定性较差。蓝光激光的波长较短,高反金属对其的吸收率高,但蓝色激光器的功率较低,导致零件的致密度较差。通过将高功率红外激光和低功率蓝色激光复合,可以有效解决以上两个问题。(3)混合激光熔覆过程中的热积累更加明显,冷却速度较慢(1.36×10^4 K/s),导致微结构更粗大。因此,在铝基材上覆纯铜时,混合激光形成的熔池更稳定、熔池尺寸更大,这与高反射率合金总激光吸收率的大幅提高和吸收率波动的降低密切相关。(1)熔覆实验是在深圳市联赢激光股份有限公司的UW-B4310M高功率红外-蓝光混合激光器上进行的,它由一个连续的3000W(1064nm)红外激光器、一个1000W(450nm)蓝光激光器和一套控制软件组成。
(2)红外激光器发射高斯光束,光斑大小为2.4mm。蓝色激光器发射平顶光束,光斑大小为1.75mm。
(3)平顶光束通过光束整形技术获得。
(4)两个激光束的轴线在空间上重叠。


(5)在实验中,气体雾化纯铜粉的尺寸分布范围为50至150μm,其平均尺寸为120.5μm。纯铜粉的氧含量被控制在0.013wt%以下。
(6)使用的基材是AlSi7Mg合金,名义化学成分(wt.%)为6.85Si,0.02Fe,0.03Cu,0.28Mg,0.03Mn,0.01Zn,0.03Ti,Al(Balance)
(7)预设粉末层厚度1mm。
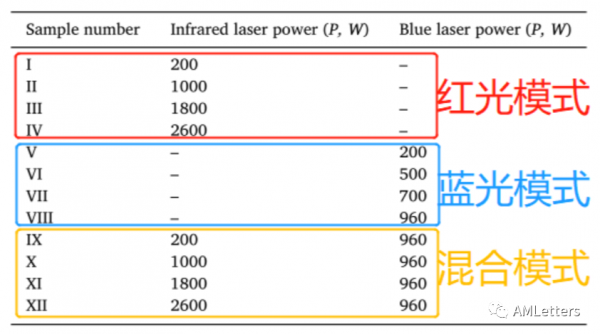
(8)在不同的激光源下,开展单道实验。实验参数见下表,其中所有样品的扫描速度(v)为60毫米/秒。
(9)所有的实验都是在氩气的保护下进行的。氩气的流量为15升/分钟。(10)在熔覆过程中,使用了一台Revealer® X113 CMOS高速摄像机来观察熔池,其采样频率为6800 fps(帧/秒)。
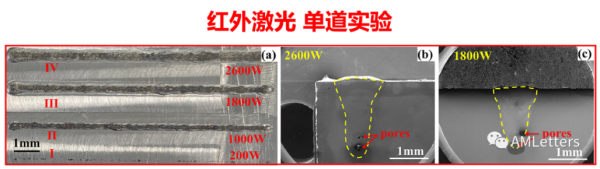
(1)红外激光功率为200瓦:由于纯铜和AlSi7Mg合金的高导热性和高激光反射率,使得能量吸收不足,熔覆道的熔深非常浅。在随后的运输过程中,熔覆甚至从基板上掉了下来。(2)随着红外激光功率的增加,单道变得连续、均匀。在1000瓦的红外激光功率下,获得了良好的铜/铝熔覆单道,没有缺陷。(3)当红外激光功率进一步增加到1800瓦以上时,单道会出现直径为200微米的明显孔洞。(4)小结论:红外激光器的能量密度过高或过低不适合在AlSi7Mg衬底上覆纯铜合金。虽然可以在1000瓦时获得无缺陷熔覆单道,但低激光功率限制了沉积效率。
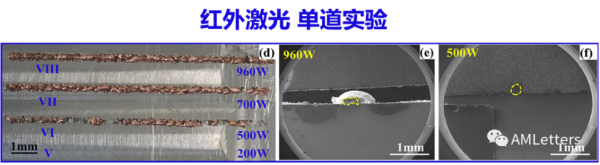
(1)由于铜和铝对450nm激光的吸收率较高,所以蓝色激光器将提高熔覆质量和效率,这是理论逻辑的推断。然而,蓝光激光功率较小(<1000 W)、光斑较大(1.75毫米),实际实验中并没有获得期望的冶金结合。(2)AlSi7Mg基板上纯铜单道的球化现象很明显,表明蓝色激光器的能量输入严重不足。
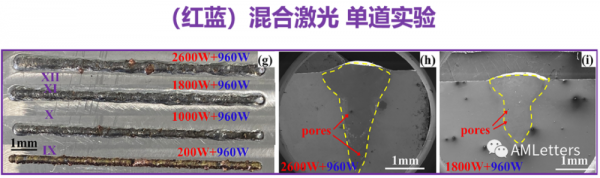
(1)为了补偿大功率红外激光器和低功率蓝色激光器的形成不稳定性,使用同轴红外-蓝色混合光源将铜合金熔覆到铝基板上。(2)与红外激光样品相比,混合激光样品的截面和纵截面的尺寸更大,样品中的孔洞缺陷(20-50微米)明显缩小。
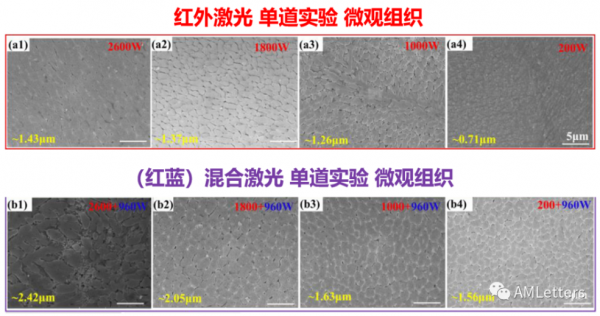
(1)随着纯红外激光功率从200瓦增加到2600瓦,一次枝晶臂间距(PDAS)从0.71微米增加到1.43微米。
(2)在红外-蓝色混合激光源下,随着红外激光功率从200瓦增加到2600瓦,PDAS从1.56微米增加到2.42微米。
(3)混合光源下的样品的微观结构尺寸大于纯红外激光器下的样品,这可能是由于凝固过程中冷却率较低导致。
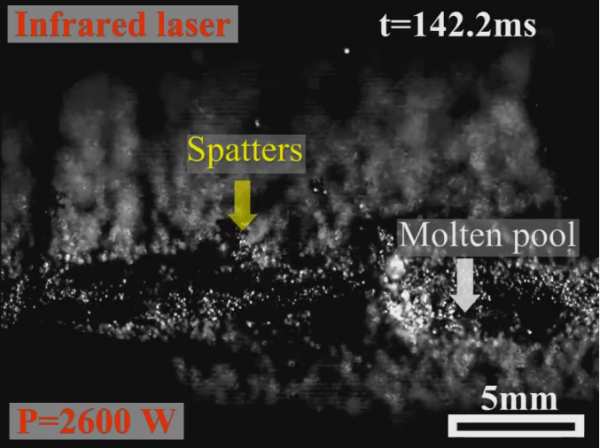
在红外激光熔覆过程中,由于金属蒸汽造成的剧烈后坐压力,形成了明显的飞溅、液滴和凹陷区。随着激光向前移动,这些凹陷会闭合并演变成空腔,恶化样品的力学性能。
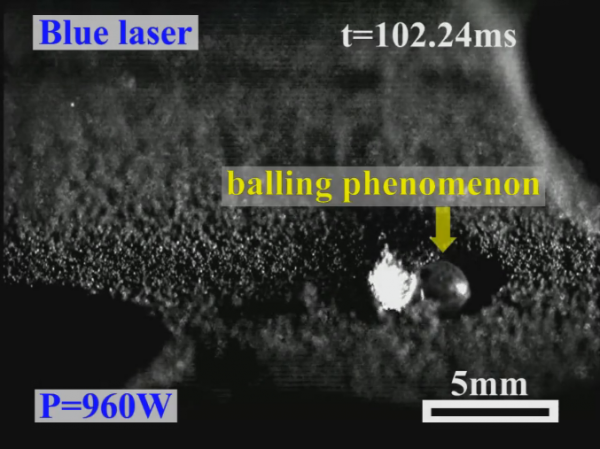
在纯蓝色激光工艺下,激光器向前平稳移动,没有任何粉末飞溅,这意味着蓝色激光有助于增强熔池的稳定性。然而,蓝色激光器的光斑直径大、能量密度低,导致激光能量分散。因此,熔池的突出和凹陷区是显而易见的(即,未实现深熔焊)。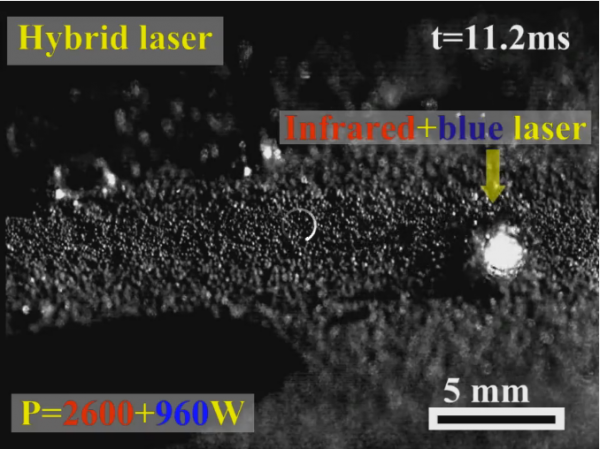
当使用同轴红外-蓝色混合激光器时,熔池周围的颗粒飞溅大大减少,熔池的球化现象消失。
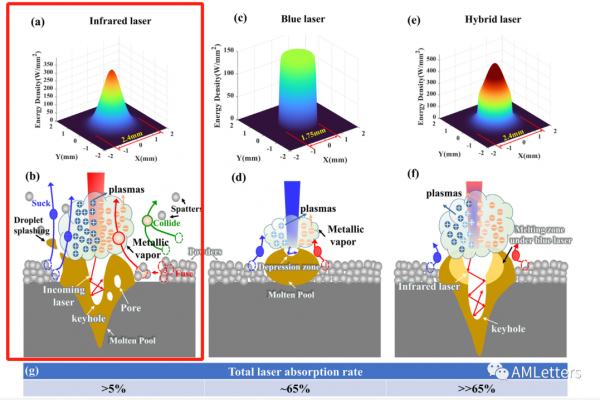
(1)当使用红外激光器时,在高功率密度条件下会产生一个钥匙孔。钥匙孔的内壁通过多次反射和吸收显著提高了激光的总吸收率。
(2)大功率密度激光诱导的等离子体和金属蒸汽可能会吸收和散射入射激光,从而大幅降低激光的利用率。由于等离子体和蒸汽的多重反射过程非常不稳定,激光总吸收率可能会在>5%的范围内大幅波动。如此大的吸收率波动和能量波动使熔池中的熔化和凝固过程极其不稳定,很容易形成气孔缺陷。(3)在金属蒸汽的作用下,熔道边缘的粉末颗粒逐渐聚集、熔化,形成飞溅。当靠近熔池时,这些颗粒被吸到熔池的顶部,与基体分离,形成液滴飞溅。这两种飞溅再相互碰撞和熔合,形成大飞溅。(4)总之,红外激光器下高反射率材料之间的熔覆过程非常不稳定,很容易形成气孔和飞溅。
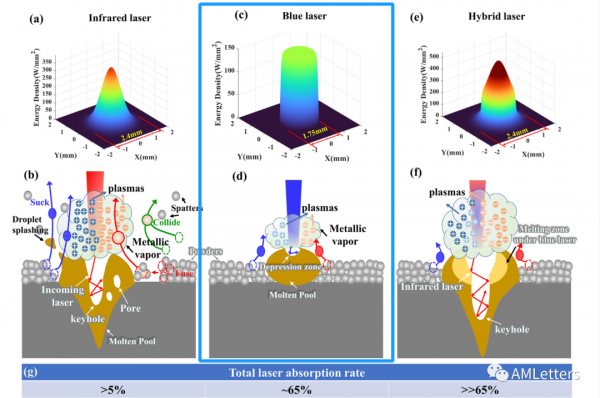
(1)蓝色激光的作用下没有钥匙孔,总吸收率仍为65%,吸收率没有大的波动。
(2)与红外激光器相比,蓝色激光器下的等离子体温度较低,电离度更低,这大大减少了入射激光器的吸收和散射。(3)总之,提高激光吸收率和降低能程(减少散射)非常有利于提高高反射材料熔覆单道的稳定性,蓝色激光熔覆过程的孔洞和飞溅更少。(4)不幸的是,蓝色激光器的功率密度不足以完全熔化粉末,导致严重的球状现象。
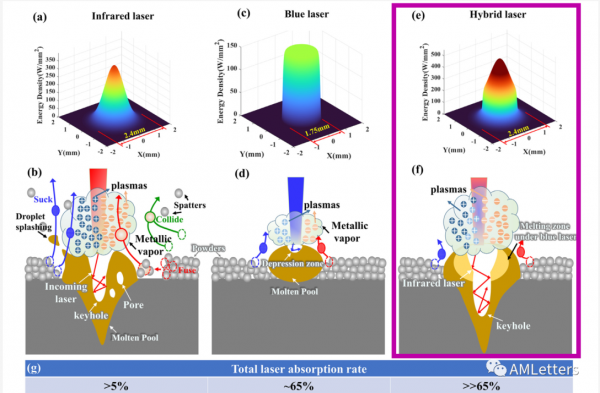
(1)使用混合激光器时,铜对蓝色激光的高吸收率导致合金迅速熔化并形成凹陷区,通过凹陷区域的反射明显提高了红外激光器的吸收率。高能密度红外激光器的加入可以快速将凹陷区转变为深熔焊区。在这个深层钥匙孔中红外激光器的多次反射增加了激光的总吸收率。因此,混合光源的总能量吸收率远高于65%(蓝光的理论吸收率)。(2)与纯红外激光器相比,混合激光诱导的等离子体和金属蒸汽更均匀,因为吸收率的变化较小。如此小的吸收率波动更有利于熔池的稳定性,减少熔覆过程中的孔洞和飞溅。(3)此外,混合激光器总能量利用率的增加使熔覆过程中的热积累更加明显,凝固速度更慢,熔池尺寸更大。缓慢的冷却速度也使熔池中的气体溢出更容易,从而获得无缺陷的样品。(4)总之,混合激光器在铝基板上熔覆纯铜时有高稳定性、缺陷更少和更大的熔池尺寸等优点。
(1)这项工作证实了红外-蓝色混合激光器在熔覆高反射率材料(如铜、金、铝等)方面的潜力,混合激光器可以扩展到其他应用,如SLM。(2)据说通快的碟片式绿光激光器价格不菲,深圳联赢激光的混合激光器的价格未知,但确实让AMLetters看到了SLM领域使用国产激光器突破高反材料成形难题的希望。(3)引领全球增材制造技术的德国弗劳恩霍夫实验室(Fraunhofer)的官网有这么一张图,描述的是增材制造技术未来的发展脉络及我们目前所处的阶段。无疑,增材制造技术已经来到了简单工业应用到广泛接受和大规模工业应用的历史交汇点,SLM等技术本身带来的商业价值还会进一步爆发,但我们也要意识到,这些技术很快会达到瓶颈。光束整形(激光束整形:SLM的未来)、面曝光(区域打印 或将颠覆SLM)、绿光、蓝光、混合光、飞行打印(飞行打印)等新型技术,都有可能是引发下一次技术跳跃的契机。这个行业和这个世界一样,发展的太快了。不学习进步的企业和步伐慢的企业,终将被历史洪流淘汰,成为一朵曾经澎湃的浪花。


参考文献:
Stable cladding of high reflectivity pure copper on the aluminum alloy substrate by an infrared-blue hybrid laser








 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

