



本文介绍了一种多方法同步的过程监测方法,包括测量壁面温度和蒸汽毛细管深度,以及通过脉动小孔开孔和飞溅现象来表征过程稳定性。
为了理解甚至控制深熔激光焊接过程,必须了解由蒸汽毛细管和熔池组成的高度动态系统的物理行为。本文介绍了一种多方法同步的过程监测方法,包括测量壁面温度和蒸汽毛细管深度,以及通过脉动小孔开孔和飞溅现象来表征过程稳定性。
深熔透激光焊接是一种连接工艺,由于焊缝的高宽比,可以产生具有较小热影响区的高质量焊缝。这种高纵横比是通过形成所谓的蒸汽毛细管来实现的,蒸汽毛细管是位于激光束大致位置的熔池表面上的一个长针形空腔。它是由激光诱导材料蒸发的反冲压力产生的,这会导致熔体的局部位移,从而成功地形成蒸汽毛细管。在充满金属蒸汽和部分环境气体的毛细管内,激光辐射在毛细管壁上的多次反射导致整个腔体深度的吸收增加,因此激光的相应热输入也在材料表面下方的深处实现。然而,这个由熔池和蒸汽帽组成的系统是高度动态的,因此在过程中的任何时候毛细管壁上都不会发生准稳态平衡。
该系统的动力学特征是在很短的时间尺度上出现波动,需要使用高速测量来充分映射过程的基本特征。由于涉及各种物理现象,并且不同材料相之间存在界面,因此只能通过结合多种测量方法来全面研究该过程。毛细管壁处的温度分布被认为是过程行为的中心参数,可以通过本文介绍的新型测试装置和样品设计进行高温分析。通过光学相干层析成像(OCT)对蒸汽毛细管进行高速图像和深度测量,补充了这些测量。这使得测定的壁温时间过程与毛细管深度的变化、毛细管开口的变化和过程现象(如井喷或飞溅)相关。
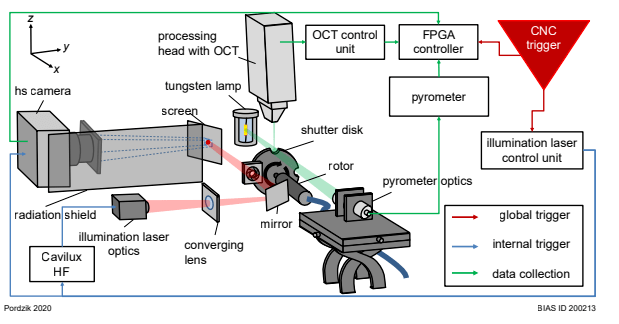
图1测量装置同步实验装置的原理图。
不同测量值的最精确时间分配对测量信号之间的同步性提出了很高的要求。仅仅同步采样信号来实现这一点是不够的,因为信号处理的内部运行时已经会导致显著的时间偏移。因此,同步必须通过一个事件来实现,根据其性质,该事件可以被所有相关测量仪器检测到,并且在其所有可测量属性中都是同步的。生成的事件越短,测量信号的同步就越精确。该装置的实验如图1所示。
带有半圆形缺口的旋转圆盘同时打开高温计和照明激光器的光束路径。对于高温计而言,可测量的信号由钨灯的热辐射组成,而高速摄像机检测照明激光光斑在屏幕上的投影。OCT的测量点位于旋转圆盘的边缘。可检测事件是由于缺口朝边缘打开,导致圆盘边缘深度相对于探测器的变化。同步性的精度可以根据磁盘的旋转速度而变化。在最大转速下,对于给定尺寸的圆盘光圈,可达到δtmin=40µs的最大精度,这小于高速曝光的曝光时间。
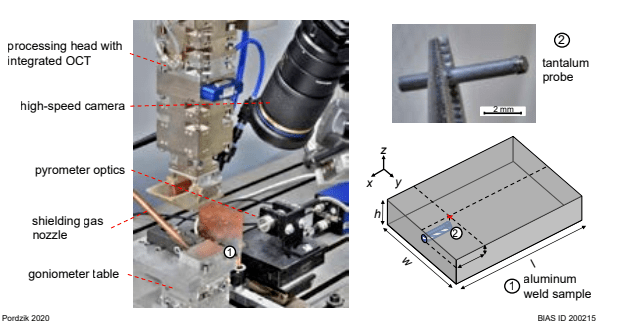
图2测量毛细管壁附近温度的实验装置,包括焊接样品设计原理图。
同步测量装置用于激光束深熔焊接过程观察。毛细管壁温度的高温计测量是进行研究的中心。为了进行这些测量,将一侧被钽箔封闭的钽管插入焊接试样前部的孔中,从而形成高熔点测量通道(见图2)。高温计的辐射测量是在金属箔的内部进行的,金属箔用作温度屏,因此作为灰色散热器,映射钽探针外部的工艺温度。通过在样品表面下方的不同深度钻孔,可以在几次测量中记录轴向温度分布。
由于毛细管深度受到强烈的时间波动的影响,以这种方式确定的温度和深度之间的相关性不是绝对的,因此,需要通过OCT对焊接深度进行额外测量来补充实验装置。OCT测量与毛细管开口中的加工激光平行进行,因此,提供最大检测深度。此外,横向于焊接方向进行高速记录,以评估工艺稳定性。试验装置如图2所示,并显示了焊接样品周围测量仪器的布置。试验在焊接速度为50 mm/s、激光功率为P=5 kW的条件下进行。钽探针的钻孔位于样品表面下方d=4 mm的深度处。
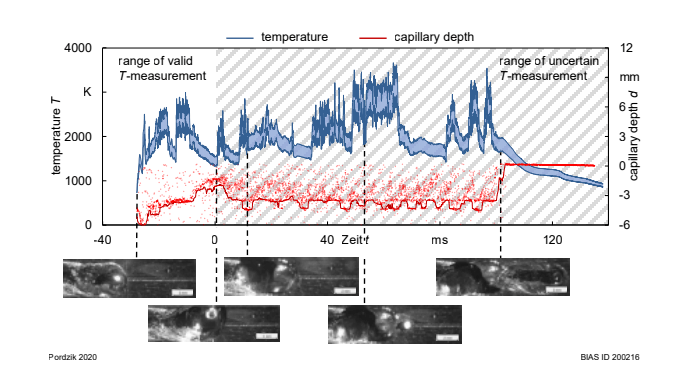
图3通过测量毛细管壁温度、毛细管深度和高速图像同步过程观察的结果。
如图3所示,测量结果显示毛细管深度在3 mm和6 mm之间波动。OCT信号的过滤之前通过焊缝熔透的金相横截面进行校准。在蒸汽毛细管的前壁所在的区域,测量得到的最高温度Tmax在2640和2960k之间,由此可以支持文献中较为流行的一个假设,该假设认为,在毛细管壁的附近区域的熔体存在过热。
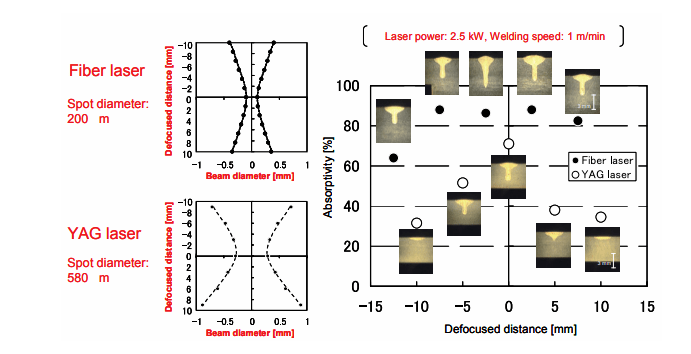
图4 304型不锈钢中光纤和YAG激光的吸收随离焦距离的变化。
来源:Implementation of a Synchronized Multi-method Process Observation in Deep Penetration Laser Welding,Photonics Views, DOI: 10.1002/phvs.202100011
参考文献:S. Katayama, Y.Kawahito, M. Mizutani: Latest Progress in Performance and Un-derstanding of Laser Welding, Physics Procedia 39 (2012) 8–16.
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



















 关注我们
关注我们

