





近年来,汽车行业在产业升级过程中广泛采用了激光焊接技术。激光焊接可以分为多种形式,激光自熔焊、激光填丝焊、激光复合焊等。其中,激光电弧复合焊是面向中厚板材焊接需求开发的先进工艺,它将激光焊与电弧焊两种技术有机的结合起来,激光焊保证熔深,弧焊保证熔宽,发挥了两种工艺的优点,可以显著减少热输入,有效控制变形,获得优良的综合性能。在改善焊接质量和生产工艺性的同时,也提高了效率/成本比。
长期以来,高端大功率激光电弧复合焊接设备被欧美国家垄断。许多国内汽车厂引进了德国、意大利等国家的激光电弧复合焊接生产线,价格高昂,售后服务受限。为了打破这一局面,中科煜宸在高功率激光焊接设备研发和应用领域不断创新进取,推出了多款激光电弧复合焊接装备,目前已成功的把这款先进专用装备应用到了汽车后副车架纵梁的生产中。
后副车架是汽车承载结构件中重要的零部件之一,其主要的功能是为悬挂系统提供安装位置以及定位基准,提升悬挂整体刚度与整车舒适性。在后副车架的失效试验中,约有90%是由于焊接疲劳失效引起的。
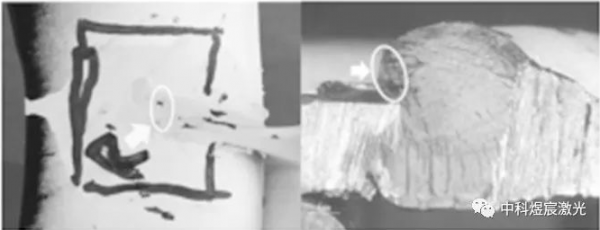
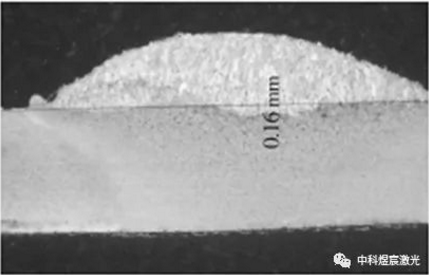
图1传统焊接样件失效位置 图2传统焊接样件焊接熔深 焊接时的热影响区及焊缝熔深对工件的机械性能至关重要。传统弧焊方式熔深不足,热影响区较大,导致焊接连接强度和疲劳性能无法达到技术要求,采用激光复合焊则能够完全解决以上问题。 图3 后副车架工件 激光复合焊相对于传统弧焊的技术优点 随着汽车行业的轻量化需求,车身结构由空间框架向铝复合车体方向发展。铝车身将大量采用激光焊接工艺,因单激光焊对零件的装配间隙精度要求高,需要严格的准备零件,从而造成生产效率较低、成本增加的问题;采用激光电弧复合焊则可以很好的解决装配间隙问题,未来在新型铝合金车身焊接领域具有良好的应用前景。

转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

