






激光粉末床熔接是一种很有前途的增材制造技术,用于制造复杂几何形状的NiTi形状记忆合金零件,这些零件很难通过传统的加工方法制造。在本研究中,NiTi零件采用激光粉末床熔工艺制造,在打印状态下,始终表现出高达6%的室温拉伸超弹性。本文为第一部分。
摘要
激光粉末床熔接是一种很有前途的增材制造技术,用于制造复杂几何形状的NiTi形状记忆合金零件,这些零件很难通过传统的加工方法制造。该技术对于NiTi形状记忆合金的生物医学应用尤其具有吸引力,例如支架、植入物、牙科和外科设备,其中主要利用超弹性效应。然而,据报道,由于打印过程中持久的气孔形成或氧化脆性,或两者兼而有之,很少有额外制造的NiTi零件在打印状态下未经制造后热处理而在张力下表现出超弹性。
在本研究中,NiTi零件采用激光粉末床熔工艺制造,在打印状态下,始终表现出高达6%的室温拉伸超弹性,几乎是文献中最大报告值的两倍。这是通过使用优化的工艺参数消除气孔和裂纹,仔细调整富含镍的NiTi粉末原料中镍的蒸发,以及控制打印室氧含量来实现的。晶体学织构分析表明,打印态NiTi零件具有强烈的超弹性优先织构,当复杂形状零件要承受组合载荷时,需要仔细考虑这一因素。透射电子显微镜研究表明,打印件中存在纳米氧化物颗粒和富镍沉淀,它们通过抑制马氏体相变的非弹性调节机制在改善超弹性方面发挥作用。

1、介绍
形状记忆合金中的超弹性(SE)和形状记忆效应(SME)起源于可逆马氏体相变。对这些转换的控制使许多重要技术成为可能,例如主动生物医学设备、紧凑型致动器、自适应耦合和减震功能/结构元件。对于这些应用中的大多数,NiTi是首选材料,因为它是研究最广泛和商业化可用的SMA,此外还有其优异的形状记忆性能、生物相容性和耐腐蚀性。不幸的是,由于NiTi的高韧性和应变硬化性,它对加工和制造任意几何形状的零件具有极大的挑战性。专门的加工技术,如低温加工和电火花加工(EDM),提供了替代的制造方法,但它们成本高昂,并且生产的零件几何复杂性有限。
粉末床熔合(PBF)和定向能沉积(DED)增材制造(AM)技术作为绕过昂贵的加工步骤制造近净形状NiTi SMA零件的途径已被广泛研究。PBF AM技术,如激光PBF(L-PBF)或电子束熔炼(EBM),通常具有较小的束径,需要粒度分布更细的粉末,并依赖于较薄的粉末层,从而获得更好的表面光洁度和几何精度。另一方面,DED提供了更大程度的设计自由度,包括在打印过程中更改输入粉末成分,并可用于修复现有组件或向现有组件添加额外材料。在生物医学应用中,必须控制表面光洁度,以限制有毒Ni的释放,因此对NiTi的L-PBF给予了大量关注。
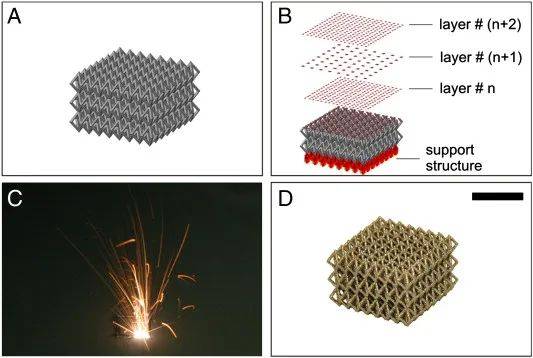
SLM程序:后期CAD模型(A);为SLM准备的CAD模型(B);SLM过程中的激光-材料相互作用(C);完成的NiTi SLM结构(D;比例尺=10 mm)。
只有少数AM技术适用于生产承重金属植入物。其中一项技术是选择性激光熔化工艺(SLM)。上图示出了SLM过程的几个步骤。该加工技术的起点是零件的三维CAD模型(图A),该零件被切成具有规定厚度的水平层(图 B)。每个图层都包含有关零件几何图形的特定信息。为了将零件固定在基板材料上并增强SLM加工过程中的热传导,开发了支撑结构并将其添加到切片CAD模型中(图 B)。这些细丝支撑结构由与所需零件相同的材料和相同的SLM工艺制成,但随后会以机械方式移除。
据报道,使用AM制造的NiTi零件通过SME表现出高达10%的压缩应变和高达8%的拉伸可恢复应变,与通过传统铸锭冶金技术制造的NiTi零件相当。然而,这些零件的起始粉末通常是相对较低的富镍NiTi粉末(即Ni<50.5 at.%),并且打印零件的转变温度通常高于室温,并且不显示SE。与SME相比,在AM NiTi中实现SE具有极大的挑战性。
首先,要在AM NiTi中实现SE,打印零件的奥氏体光洁度(Af)温度应低于工作温度。在生物医学应用中,这与体温相对应。超过50 at.% Ni时,二元NiTi SMA中的转化温度降低,为了在生物医学应用中将其降低到所需的工作温度,有必要使用高Ni富NiTi粉末原料(即Ni>50.7%)。NiTi AM期间的局部温度很容易导致显着的优先蒸发,因为在相关温度下Ni的蒸气压比Ti高约三个数量级。这可以改变沉积材料的化学组成,并显着影响其转变温度。因此,必须仔细选择工艺参数,以达到最终所需的镍含量,从而达到打印NiTi零件的转变温度。
其次,即使可以控制加工条件以确保打印零件中的目标转变温度,也可能无法实现所需的SE行为。当基体强度不够高时,就会发生这种情况,因为在加载过程中,诱发马氏体相变的临界应力也会导致母相中的位错塑性。第三,连续层之间的外延生长、孔隙(由于制造条件控制不当)和/或非金属夹杂物(由于建造室中的气氛控制不当)的存在以及残余应力的产生可能会导致零件脆化,因为它在显示SE效应之前失效。迄今为止,一些研究报告了在压缩和拉伸载荷下,AM-NiTi样品中SE的行为。我们注意到,AM-NiTi拉伸性能的表征是至关重要的,因为与压缩下相比,打印件更容易因拉伸下的缺陷(如气孔和微裂纹)而断裂。
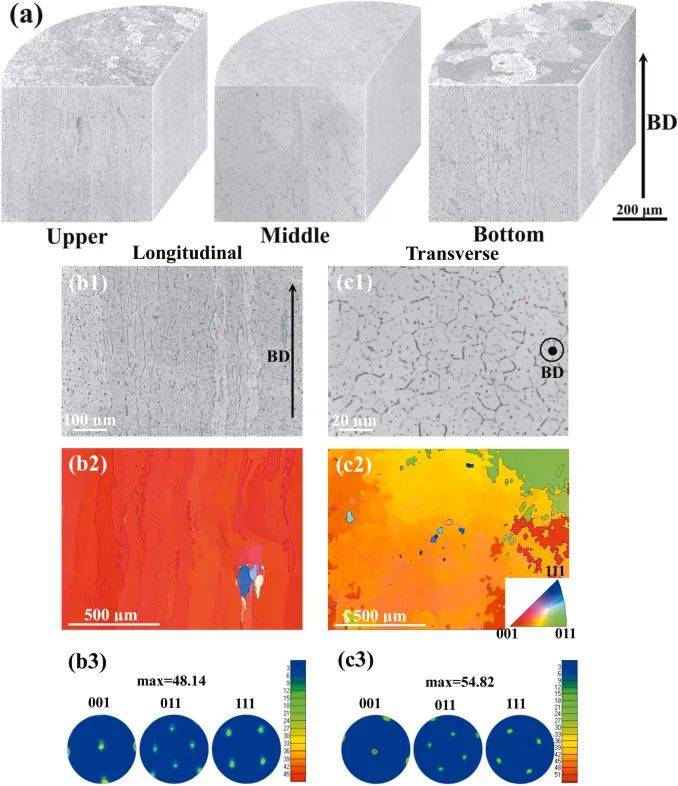
打印态NiTi样品的显微照片。
在L-PBF过程中,过多的能量输入会将汽化的组成元素困在熔池内,形成球形孔隙,而能量输入不足则可能导致熔池之间的粉末未熔化或层间的粘结力弱(微裂纹)。尽管多孔结构因其刚度较低,可优先用于生物医学植入物,但孔隙可能通过裂纹萌生和扩展导致早期失效,尤其在需要多次加载或驱动循环的应用中,会带来严重后果。由于与L-PBF工艺相关的特征性高冷却速率以及打印零件中产生的陡峭温度梯度,残余应力也可能导致不可预测的机械行为或导致翘曲和分层等宏观缺陷。
最新研究表明,使用具有较短扫描长度(也称为矢量长度)的条带扫描模式诱导较小的热梯度。据报道,使用这种扫描模式打印的零件表现出高达16%的拉伸延展性水平。迄今为止,报道的AM-NiTi的最高拉伸延展性约为20%,这是通过使用类似的扫描模式以及建造室中25 ppm的氧气水平实现的,远远低于ASTM F2063-05建议的500 ppm。
为了将热机械性能提高到接近传统铸锭冶金制备的NiTi的水平,控制AM-NiTi的微观结构至关重要。已知织构对单晶和多晶NiTi的功能特性有很大影响,研究表明,在AM工艺的本征外延凝固过程中,特定织构在最高热梯度方向上的演变。据报道,在打印过程中,利用激光轨迹之间较小的图案填充间距,可以产生更强的纹理和晶粒细化。
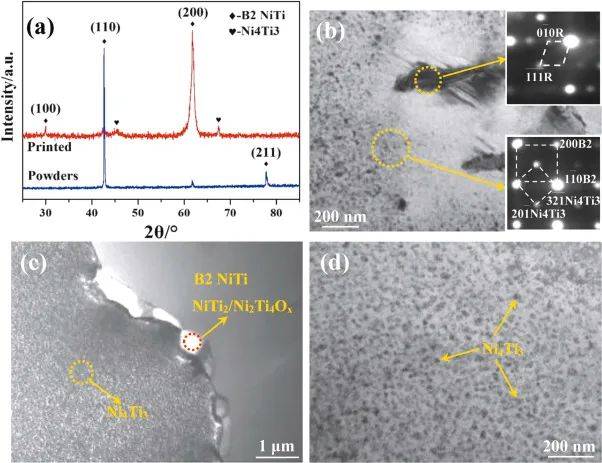
(a)制备粉末和印刷态NiTi样品沿建筑方向的XRD图谱;以及具有打印态NiTi SAED图案的亮场TEM显微照片:(b)B2基体,嵌入R和Ni4Ti3相(带圆圈)。插图显示了R和Ni4Ti3相的SAED模式;(c)晶界有Ni4Ti3析出物和少量NiTi2相(带圆圈);(d) Ni4Ti3沉淀均匀嵌入晶粒内部。
在锻造的富镍NiTi中,通常采用固溶热处理以获得无第二相的基体,然后在300至550°C下进行时效热处理,以改变富镍析出物的尺寸和分布,增强基体的缺陷生成机制,并实现SE。虽然在使用传统铸锭冶金制造的NiTi中,时效对功能性能的影响已得到广泛研究,但为AM-NiTi选择合适的热处理参数是一项具有挑战性的任务,由于制造零件的镍含量通常不同于起始粉末,并且可能因工艺参数的选择而有所不同。在AM-NiTi零件上成功地进行了打印后热处理,以生长富镍沉淀,并提高富镍NiTi的SE。在相对较高的温度下进行热处理(例如固溶热处理)期间,TiO2或Ti4Ni2Ox等氧化物的形成是一个持续存在的问题,可能会损害形状记忆行为和耐久性。因此,在无任何打印后热处理的情况下,获得良好且稳定的硒是一项技术挑战,必须克服这一挑战才能实际使用AM NiTi零件。
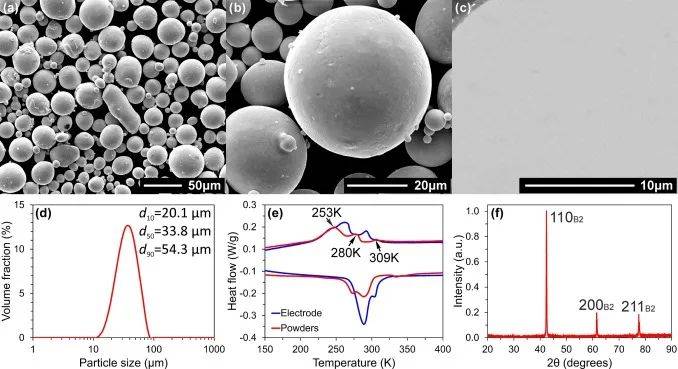
(a)和(b)显示NiTi粉末形态的二次电子图像。(c)显示NiTi粉末横截面微观结构的背散射电子(BSE)图像。(d) NiTi粉末的粒度分布。(e)如DSC所示,NiTi粉末和用于生产NiTi粉末的NiTi电极的转变行为。(f)室温下收集的NiTi粉末的X射线衍射图。
在NiTi的L-PBF过程中,需要考虑多个因素,如起始粉末成分和质量、扫描策略的选择和工艺参数的选择,以制造无缺陷和完全致密的零件。人们对不同平台中处理参数的优化选择进行了广泛的研究,但众所周知,由于硬件差异,为一个AM平台优化的一组参数可能并不总是在另一个AM平台中产生相同的结果。因此,有必要采用快速AM工艺参数优化方法,为每个AM平台选择最佳工艺参数。为了解决这个问题,最近报告了一个稳健的工艺优化框架,以便快速选择最佳工艺参数来制造接近全密度的AM零件。该框架利用一个简单的分析模型,即Eagar Tsai(e-T)模型,预测L-PBF过程中熔池尺寸随材料性能和加工参数的变化,并结合单激光轨迹实验,确定包括NiTi在内的不同合金的可行工艺参数窗口。与在给定粉末类型的整个参数空间内进行实验相比,该框架在参数优化方面节省了大量精力。
在作者最近的一项研究中,无缺陷的NiTi零件可以从镍含量较低的NiTi粉末开始打印,并使用工艺优化框架构建最佳印适性/工艺图。所得样品表现出优异的延展性和SME。然而,由于缺乏连贯的富镍沉淀物,这些零件的硒含量很低,这些沉淀物可作为针对缺陷产生机制的增强剂。此外,未对晶体结构进行表征。本研究表明,由于使用相同的工艺优化框架选择了最佳工艺参数,以消除缺陷、控制晶体织构和形成富镍纳米沉淀,因此,高富镍NiTi的L-PBF中达到了迄今为止最高的拉伸SE。还发现,降低打印室中的氧气水平可产生优异的拉伸延展性和SE,而体积能量密度的增加可减轻宏观缺陷,如裂纹、翘曲和分层。进行了广泛的微观结构表征,包括电子背散射衍射(EBSD)和透射电子显微镜(TEM)分析,以揭示优越SE的潜在机制和腔室氧含量的影响。本研究中还报告了采用不同工艺参数和打印室氧含量打印的零件的热导率值,这在文献中对于AM-NiTi极为罕见,对于驱动和热管理应用(如弹性热冷却)具有重要意义。
2、实验和计算方法
2.1生成可打印性图和增材制造
采用3D Systems ProX DMP 200l - pbf系统,利用波长为1070 nm、束径为80 μ m的光纤激光器,制备了镍钛材料。
利用Eagar-Tsai (E-T)分析模型预测了L-PBF过程中熔池尺寸随材料性能和工艺参数的变化。考虑按d、w和t的特定比例划分的不同区域(如锁孔区域、可打印区域、无熔合区域和球化区域),可以构建可打印性图,其中d为熔池深度,w为熔池宽度,和t是层厚度(设置为d80的粉)(图1)。
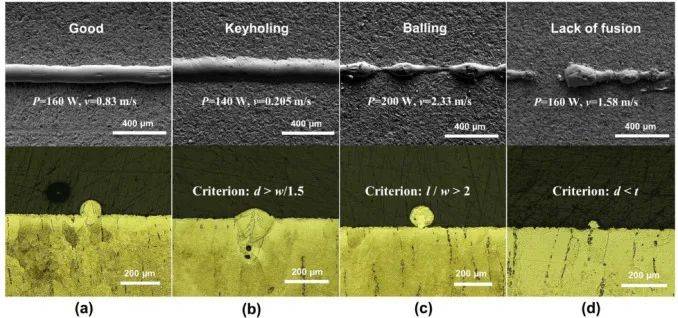
图1 单轨俯视SEM图像和横截面光学显微镜(OM)图像显示了具有(a)良好打印质量、(b)锁孔缺陷、(c)成球缺陷和(d)未熔合缺陷的单轨示例。
2.2密度和孔隙度测量
根据ASTM B962-17,使用阿基米德法测量打印矩形棱镜的密度。通过对扫描电镜(SEM)图像的孔隙率分析,还对打印件进行了定量密度比较,这些图像取自平行于成型方向的横截面表面。然后使用ImageJ软件对这些图像进行处理,以计算孔隙度。
2.3 透射电子显微镜(TEM)
在矩形棱柱体的横截面表面(垂直和平行于构建方向)上进行TEM实验,以研究可能影响打印件热机械性能的任何可能的氧化物夹杂物和沉淀形成。TEM箔的制备方法是首先对从矩形棱镜切割到50µm的薄片进行机械研磨,然后对直径为3 mm的箔进行冲孔。最后使用Gatan PIPS II在-165°C下对箔进行离子铣削。在200 kV加速电压下使用JEOL ARM200F扫描透射电子显微镜(STEM)。STEM能量色散X射线光谱(EDS)也用于检测沉淀物的化学成分。
2.4热扩散率测量
对1 mm厚、10×10 mm正方形截面的热扩散率进行了测量,这些截面是从矩形棱柱体上电火花线切割而成的。从每个棱柱体上,从不同的构建高度垂直于构建方向切割七个样本,样本之间的距离为0.33 mm。此外,从每个棱柱体上切下三个面与构建方向平行的样品。应注意的是,由于热扩散率是通过试样厚度测量的,因此当表征垂直于构建方向的表面时,测量的扩散率与构建方向平行。所有样品均使用TA Instruments DXF 200高速氙脉冲传输源和固态PIN探测器进行热扩散率测量。当样品从-150°C加热至150°C时,在大约50°C的温度间隔下进行测量。在从150°C冷却至-150°C期间重复测量。通过蓝宝石标准方法从相应的DSC曲线中获得比热容值。
下面的图2显示了总结本研究中使用的实验方法的流程图。
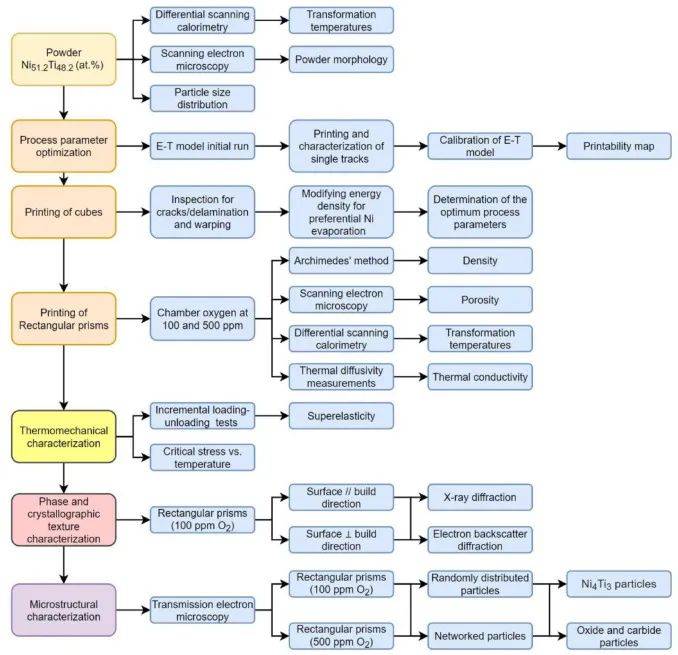
图2 总结本研究中使用的实验方法和测量/检测的特性/特征的流程图。
3、实验结果
3.1 粉末特性
根据SEM观察,收到的NiTi粉末大多为球形颗粒,粒径范围为5µm至70µm(图3a和图3b)。d50和d80值分别为20µm和32µm(图3c)。DSC结果表明,在-10°C左右的反向转变过程中,收到的粉末显示出宽峰(图3d)。在900°C下在保护性氩气气氛中溶解1h后,在-150°C下未观察到任何转变峰,表明基于镍含量的Ms温度预测,该粉末中的镍含量至少为51%。
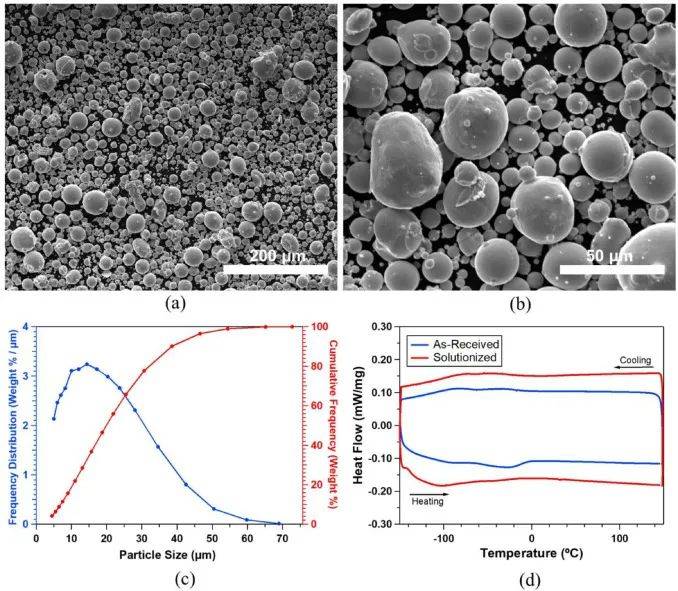
图3 (a)(b)收到的Ni51.2Ti48.8粉末的低倍和高倍SEM图像。(c)粉末的粒度分布(PSD)和(d)粉末和粉末在950℃固溶热处理24h后的差示扫描量热(DSC)结果。
3.2 单轨和可打印性地图
打印单轨以研究不同激光功率(P)和扫描速度(v)组合产生的熔池的质量和形态,如图1所示。熔池深度(d)和宽度(w)值随线性能量密度(LED=P/v)的增加呈增加趋势(图4a和图4b)。一般来说,对于导致LED水平相对较低的组合,激光无法熔化整个粉末层,并且在基板上没有留下痕迹,或者导致具有不均匀宽度和不连续性的痕迹,从而导致未熔合现象(图1d)。另一方面,当LED相对较高时,元素成分的蒸发导致熔体池中的气体被截留,导致锁孔缺陷(图1d)。还可以观察到,当P和v都很高时,熔池变得不稳定,单轨在基板上破裂成不连续的液滴,导致成球现象(图1c)。
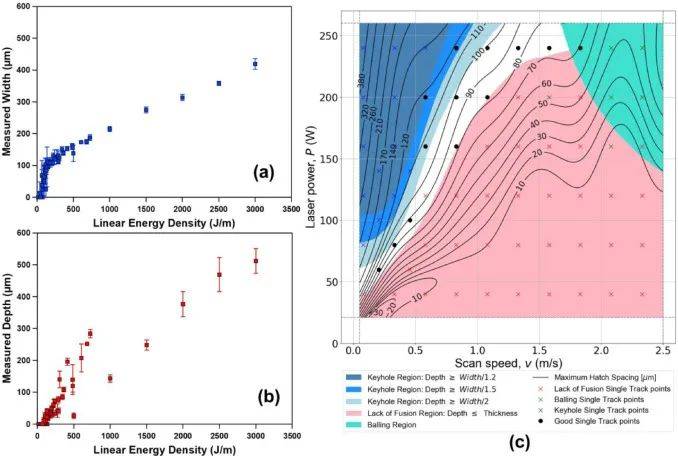
图4 (a)(b)在打印的单轨中,熔体池测量的宽度和深度随线性能量密度(P/v)的变化。(c)收到的Ni51.2Ti48.8(at.%)粉末。
在第一次检查立方体#1至#4(图5)时,发现宏观缺陷(如基板分层、裂纹和翘曲)过于严重,尽管加工参数是从打印适性图上的“良好”区域选择的。还发现缺陷的严重程度随着VED值的增加而降低。为了减轻这些宏观缺陷,使用与立方体#4和#2相同的加工参数打印了另外两个立方体(立方体#5和#6),但填充间距(h)值较小,以分别达到150和198 J/mm3的较高VED值。通过使用此方法,翘曲和分层问题显著减少(图5),立方体#6的整体打印质量最佳。
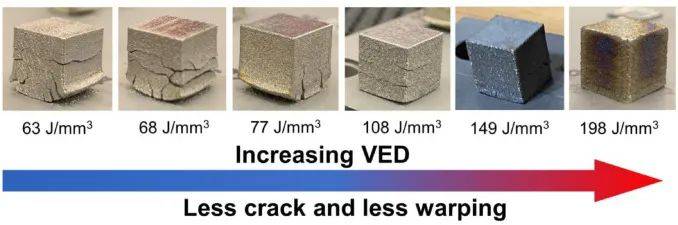
图5打印立方体Ni51.2Ti48.8零件显示随着体积能密度(VED)的增加,裂纹、翘曲和分层等宏观缺陷的等级降低。
来源:Laser Powder Bed Fusion of Defect-Free NiTi Shape Memory Alloy Parts with Superior Tensile Superelasticity, Acta Materialia (2022). DOI:10.1016/j.actamat.2022.117781
参考文献:E. Kaya, İ. Kaya, A review on machining of NiTi shape memory alloys: the process and post process perspective, The International Journal of Advanced Manufacturing Technology, 100 (5) (2019), pp. 2045-2087
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

