






激光扫描焊接(Laser Scanner Welding,LSW)技术是近几年出现在国内外市场上的一种高效焊接技术,其针对多点焊接能够极大地提高生产效率。LSW与传统的激光焊接主要区别是激光束定位方法不一样,LSW技术通过激光束入射到扫描振镜的X,Y轴两个反射镜上,计算机控制反射镜的角度,实现激光束的任意偏转,使具有一定功率密度的激光聚焦在加工工件表面的不同位置,实现焊接功能,同时负透镜的线性移动,使焦点位置在Z方向上具有一定的调节范围,激光扫描焊接的原理如图1所示。由于聚焦镜聚焦距离长,反射镜小角度偏转即可实现激光束在焊点(缝)之间可快速切换,其定位时间几乎可以忽略不计。
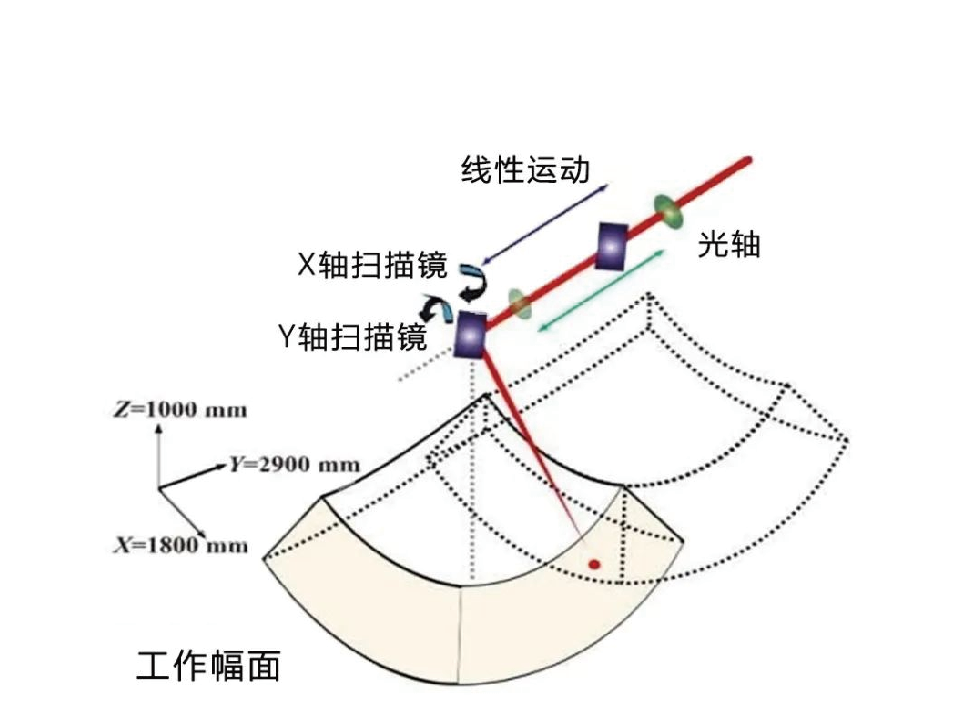
图一:激光扫描焊接原理
激光扫描焊接一般以长焦距、大扫描范围和高度灵活的激光束偏移为主要优点,其可以利用500 mm或更长的焦距,扫描焊接范围一般超过1 m,因此也将扫描焊接系统称为远程焊接系统(Remote Welding System,RWS),更长的工作距离可以大幅降低激光污染。
为了减少振镜扫描聚焦平面上的枕形畸变,激光束需采用动态聚焦技术或者f-θ场镜对光束进行补偿,保证工件水平面上激光功率密度相等,两种补偿方式的差别主要是扫描范围大小不一样。 激光扫描焊接技术使得焊接时间(beam on)占整个流程时间约90%,为工业生产提供了更高的焊接效率、更大的柔性以及更好的经济效益。
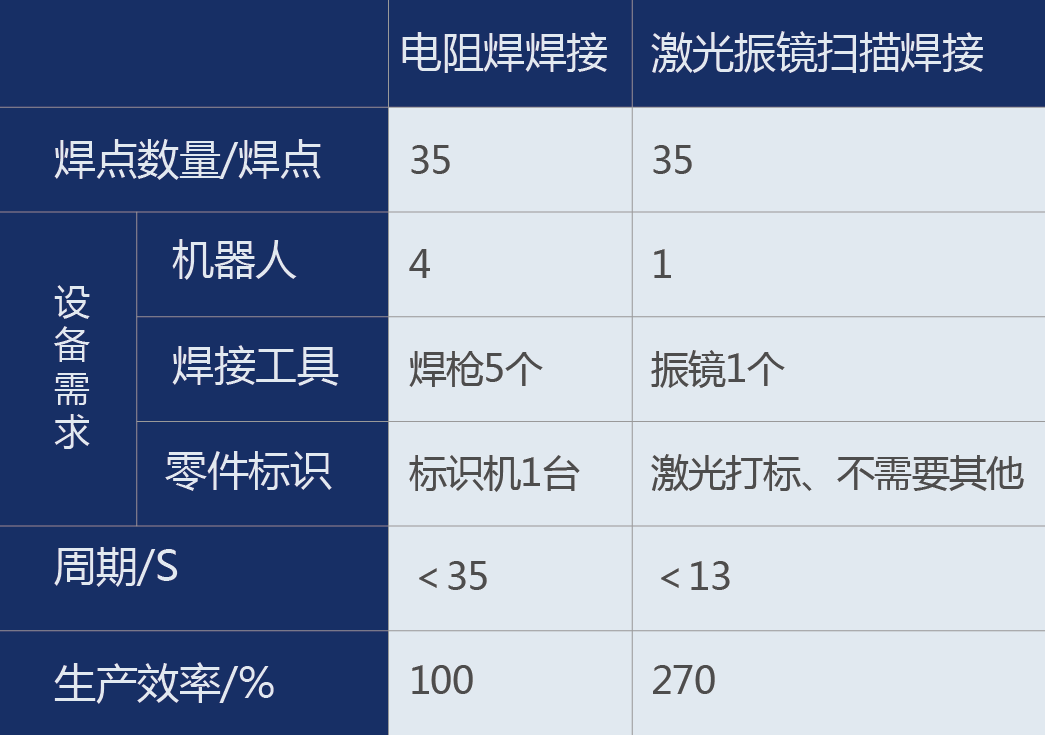
表1:传统焊接与激光振镜扫描焊接对比

图2.电阻焊与激光焊
目前,市场上针对大零件、复杂曲面零件进行快速的多点焊接,采用将机械手与扫描焊接相结合的方案,利用机械手多个自由度的灵活移动,可以将振镜扫描头定位到任意一点和任意的角度,所以也称作三维激光扫描焊接。如图3所示,汽车车身的焊接。
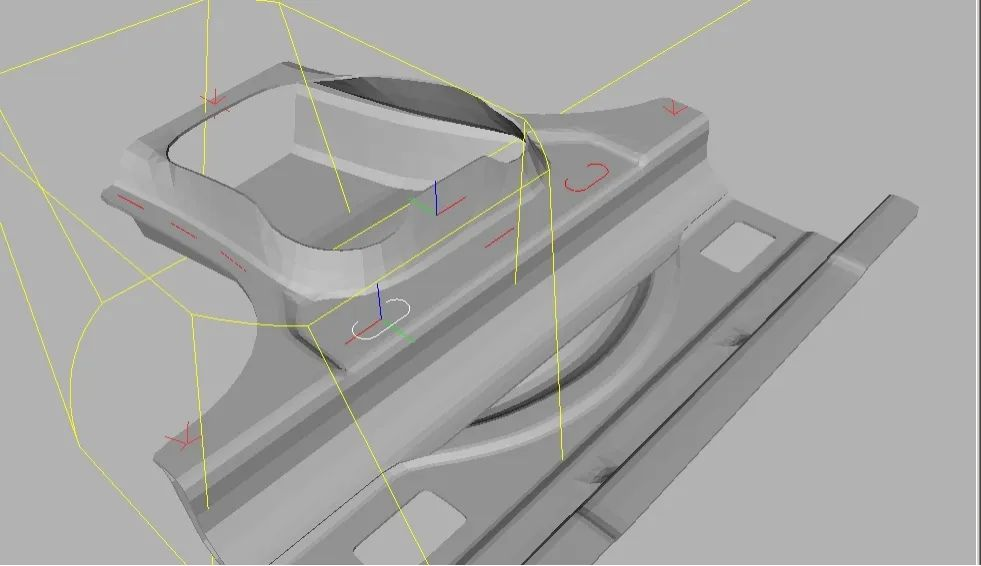
图3.汽车车身激光焊
在汽车车身生产线,这种组合方案很是流行。如戴姆勒—奔驰、奥迪、大众等都已经采用该技术大批量生产制造车身和各种汽车零配件,如车门、车侧板、后货架、座椅等。在使用扫描焊接技术后,汽车车身的结构件可以变得更加灵活,焊缝形状可以根据焊点的强度要求采用不同的形式,汽车制造业因此得益于重量更轻、更加经济的高强度零部件。图4所示为激光扫描焊接在汽车零部件焊接应用实例。

图4.汽车焊接案例
随着新能源汽车的异军突起,动力电池的需求越来越大,激光焊接也就由之前的车身焊接,拓展到动力电池的焊接,汽车座椅的焊接以及汽车内饰的切割等应用。下图即为激光焊接在新能源动力电池焊接中的应用实例。通过激光可以实现,远程,多维度焊接,焊接质量有保证,根据工艺调整,外观美观无瑕疵。
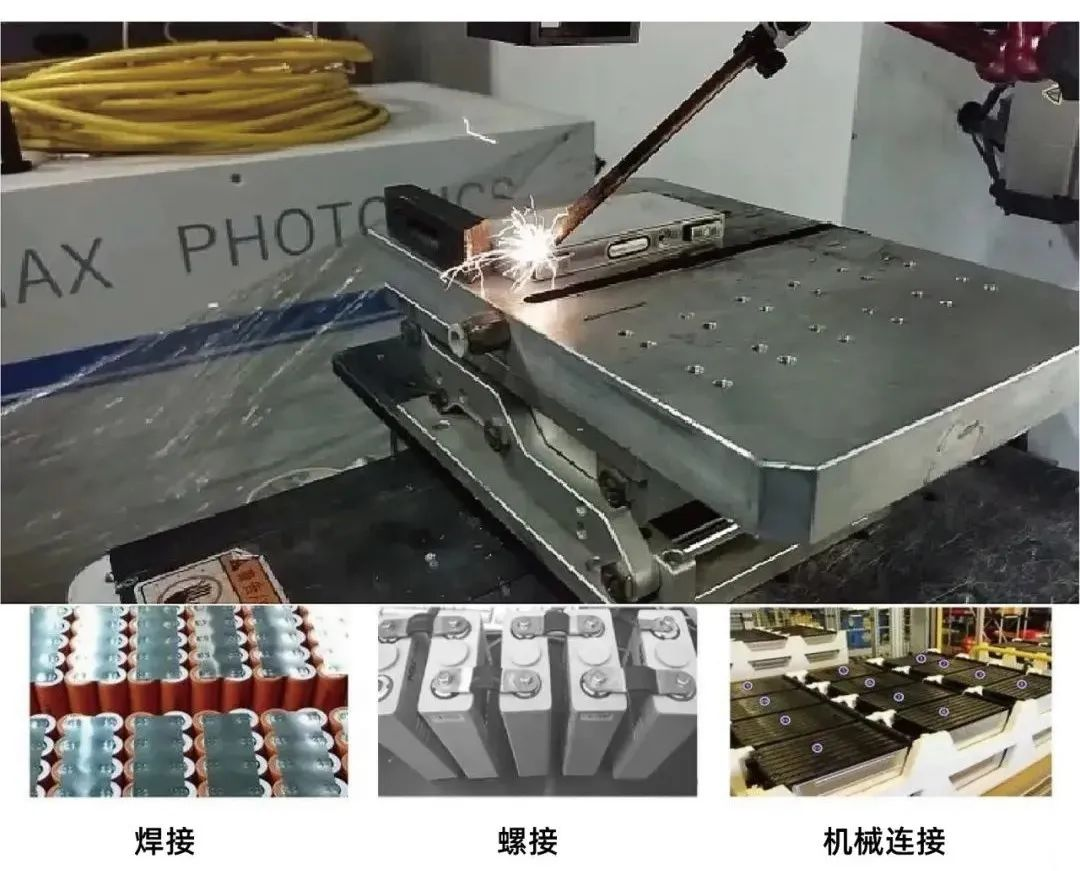
新能源动力电池激光焊接应用实例
虽然扫描焊接具有无可比拟的效率优势,但在其大规模应用还需解决如下几个难点:
1.扫描焊接时因工作范围大,焊接速度快,使得保护气体很难准备,很难实时有效保护熔池不被氧化。目前针对此难题还没有较为有效解决办法,国外许多研究工作者建议将保护气体添加在工件的夹具周围,焊接时通过夹具将保护气吹向工件需焊接的点位,但成本较为昂贵。
2.激光扫描焊接时,激光并不总是垂直入射到工件上面,影响了焊接熔池的空间形状,可能影响焊接效果。
3.工装夹具与零部件准备等也是迫切需要解决的问题,因激光焊接需要零件部件紧密搭接,特别是针对具有一定曲面的大型工件,须对其夹具进行定制。
4.降低对激光扫描焊接操作要求,进一步开发简便的用户操作界面,实现运动路径叠加计算智能化,离线路径规划编程,在线获取激光参数以及扫描振镜数据,用于诊断、故障排除、保养等。
最后,针对激光扫描焊接系统的光学选型方案做一下分析。
激光器输出到振镜工作站,简单的一套激光扫描系统分为激光器、QBH准直、CCD监测、振镜组和扫描场镜五大核心模块组成。

激光扫描焊接系统
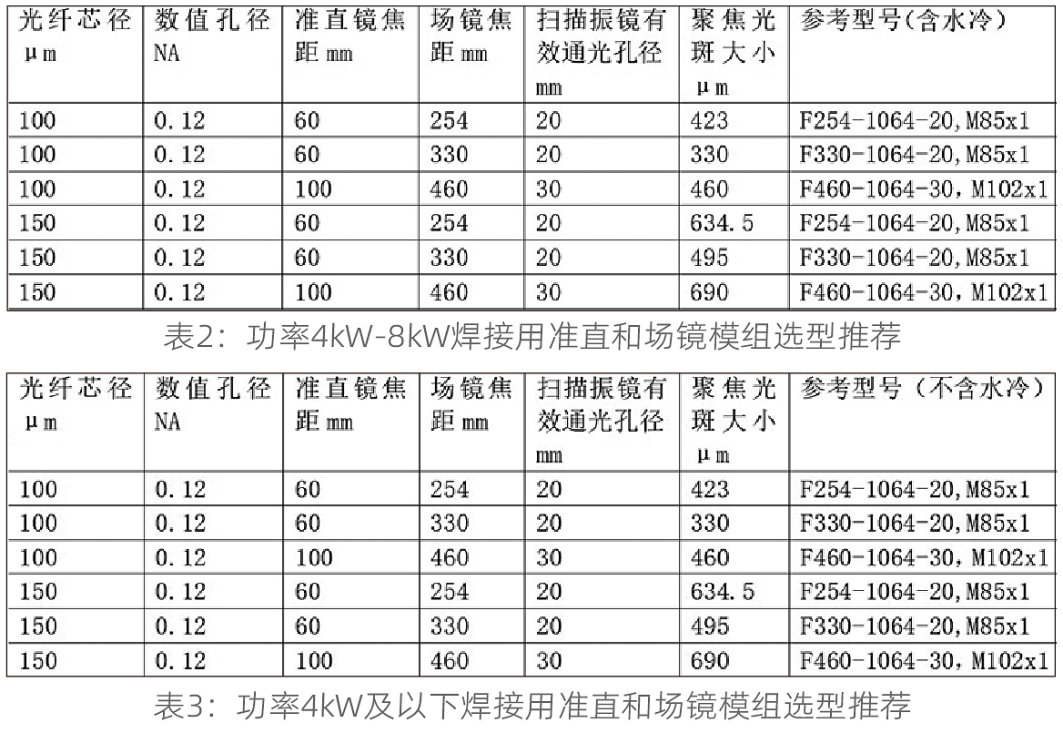
焊接用激光器的纤芯直径一般100~600um,对应的数值孔径一般在0.1~0.22不等。在确定激光器数据后,我们一般要根据扫描振镜的有效口径反过来计算准直透镜的焦距。例如: 扫描振镜的有效孔径是30mm,那么输入到振镜的光束就不能大于30mm,实际的经验是选择准直后的光束在20~25mm之间,即为振镜有效孔径的2/3~4/5.假设光纤的数值孔径NA= 0.12, 准直后的光斑为D,准直镜头组的复合焦距为f,根据公式D=2*f*NA.当20≤D≤25时,83≤f≤104,可以选择f100的准直组件,即可满足需求。进一步可以根据激光器的芯径大小和实际需要的聚焦光斑,来选择合适的扫描场镜。例如,激光纤芯直径为200um,根据光学聚焦公式:d≈dfiber*ff/fc,其中ff为扫描场镜等效焦距,fc为准直镜组焦距。如果希望的聚焦光斑d=600um,则ff≈600um*100mm/200um≈300mm,那么可以选择等效焦距ff≈330的标准场镜。下表(表2和表3)为常见的焊接用准直和场镜模组的选型推荐:功率4kw以上~8kw。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读
























 关注我们
关注我们

