



超短脉冲激光器(如飞秒激光器)正日益成为易于使用的即插即用设备,适合广泛的工业和生物医学应用。15年前,这些激光器还是大型主机,需要每天清洁光学器件、定期维护冷却水和不断优化激光器参数。
如今,采用成熟的光子晶体光纤放大技术和啁啾脉冲放大架构的固态和光纤平台已生产出结构紧凑、可靠性高且成本较低的飞秒激光器。
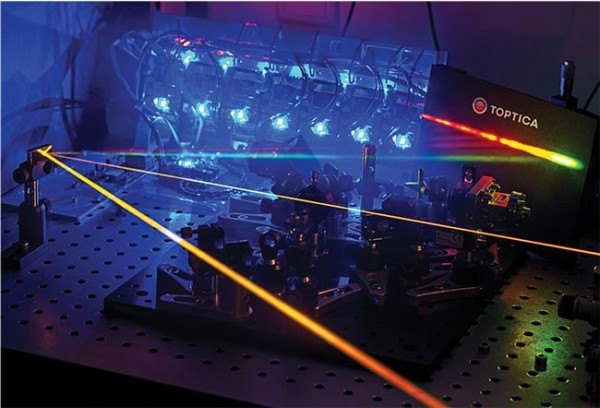
用于在可见光谱范围内产生宽带频率梳的飞秒光纤激光器实验室装置。(OPTICA Photonics 供图)。
在当今的超短光源中,激光腔是气密的,即使是较大的盘式或板式放大腔也是封闭的,以便更有效地与环境隔离。这意味着现代超快激光器不再需要在现场进行手动校准,且受温度或湿度变化的影响较小。
“几十年前,如果你在超快激光器旁边用力打喷嚏,它就可能对不准或失去锁模功能,”TRUMPF 产品经理 Heather George 说,“无源锁模种子激光器而非有源锁模种子激光器的出现,使工业超快激光器成为可能。”
整套飞秒激光源现在提供各种价位,以及灵活的脉冲持续时间、脉冲能量、平均功率和光束参数。

飞秒激光器的超短脉冲可在对材料造成最小热损伤的情况下对其进行烧蚀或标记,从而使其成为加工热敏材料的有效工具。(由通快公司供图)。
许多此类系统还进一步集成了一些功能,如自动预补偿不需要的群速度色散或集成声光调制器,从而可以控制平均功率、每个脉冲的能量和重复率。
“除了与自然元件老化有关的微小而缓慢的性能衰减外,整套激光器不需要用户进行任何定期调整或重新优化,并且它应该具有远程诊断功能,并提供远程服务干预,以最大限度地延长正常运行时间。”相干公司 (Coherent Corp.) 营销总监 Marco Arrigoni 说道。
飞秒激光脉冲可实现玻璃与玻璃以及玻璃与金属的焊接。(通快公司供图)。
尽管用户友好型超快系统越来越多,但更好地了解这些激光器的参数有助于提高其产量、质量和应用效率。基于光纤的超快激光器几乎无需维护便可持续运行多年,且价格相对实惠。典型的飞秒光纤激光器输出功率小于10 W,重复频率在80到100 MHz之间,脉冲能量在10到20 nJ之间,价格约为50,000美元,约为早期产品价格的一半。
不过,成本会随着平均功率/脉冲能量的增加而增加。当前的超快激光器平均功率在10到200 W之间,脉冲宽度小于300 fs,脉冲能量在0.1到2 mJ之间,猝发能量为8 mJ。这些激光器的价格在80,000美元到100,000美元之间。

超短脉冲激光器越来越多地用于不锈钢医疗器械的黑色打标,激光能量可形成不易腐蚀和氧化的不可磨灭的标记。(NKT Photonics 供图)
TOPTICA Photonics AG 超快激光器产品经理 Bernhard Wolfring 表示,设计方案必须考虑成本与所需激光工具的物理特性。“所需的最低功率不允许成本降低到一定水平以下,”他说,“另一方面,最大功率要求有助于避免系统在成本和功能方面规模过大。其结果通常是使专用激光系统在设计与成本、设计与参数之间达到最佳平衡。”
应用一:材料加工
飞秒激光器继续在材料加工应用中得到广泛应用,例如切割平板显示器的箔片、微加工医疗支架和晶片划线。
与皮秒或纳秒脉冲相比,飞秒脉冲在微加工应用中能获得更好的质量,部分原因在于飞秒脉冲对热缺陷的影响最小,例如加工区域周围的热影响区 (HAZ) 或碎片。值得注意的是,这些优势也有一个底线: 对于大多数材料而言,短于350 fs 的脉冲并不能提高加工效率,而且可能需要更昂贵的光学器件。此外,脉冲宽度本身只是问题的一部分。
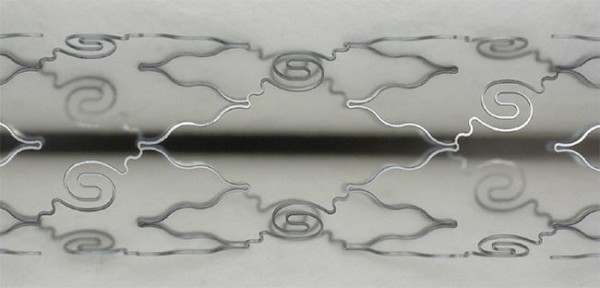
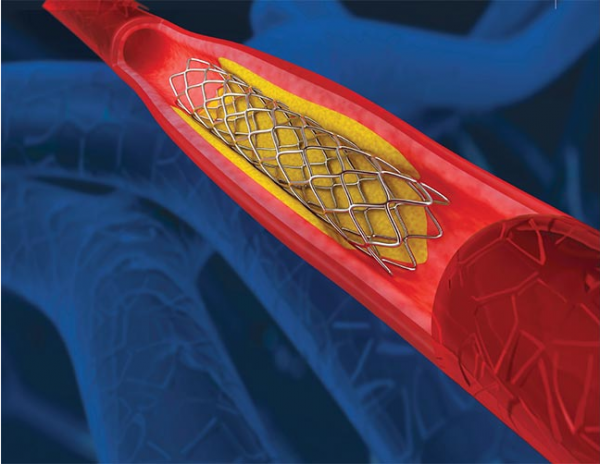
飞秒激光适合微加工精细特征,因此微加工心脏支架是飞秒激光的一个常见应用。(MKS Spectra-Physics 供图)。
NKT Photonics 公司超快激光器战略营销总监 Hui Imam 说:“我们认为,脉冲宽度可能有点误导。重要的参数是峰值功率,即在短飞秒时间内传递的能量。给定短飞秒脉冲的峰值功率越高,烧蚀的材料越多,而热影响越小。”
减少热处理对于温度或机械敏感的材料至关重要,例如镍钛诺、聚合物、药物注入材料或薄电介质。
超快光纤激光器的脉冲能量和平均功率受到光纤损坏阈值的限制。板状和盘状放大器等放大结构可以产生更高的脉冲能量和平均功率。但它们也会带来更大的占地面积、更高的成本和更严格的冷却要求。
平均功率和重复率决定了单个激光脉冲所能达到的最大脉冲能量。对于大多数材料加工应用而言,最佳脉冲能量取决于所谓的烧蚀阈值。
不同材料的阈值不同,但一旦脉冲能量超过材料的烧蚀阈值,加工过程就会出现饱和。实质上,烧蚀过程中产生的等离子体会吸收后续脉冲,从而增加热量并降低加工效率。
“对于大多数材料的烧蚀,使用飞秒脉冲时的典型脉冲能量在0.02至0.2 mJ之间。”George 说。
飞秒激光脉冲极高的功率密度还能诱导材料中的双光子或多光子吸收,从而产生精细分辨率超过光学衍射极限的三维结构。与传统的微米/纳米制造技术相比,飞秒激光加工同时具有纳米级特征尺寸和三维架构能力。
单位面积上传输的光能量(称为激光通量)决定了烧蚀率效率(mm3/min/W)。对于大多数材料而言,兼顾最高加工质量和最有效利用光能的最佳峰值通量值约为1 J/cm2。
MKS Spectra-Physics 高级应用工程经理 Jim Bovatsek 说:“低于峰值的通量会导致效率急剧下降,而较高的通量则会导致效率逐渐下降。”这样就可以以更高的重复率运行,从而获得更高的平均功率来提高吞吐量。
然而,在某些时候,要么辅助运动/扫描设备的移动速度不够快,要么材料消散残余热能的能力不足,要么两者兼而有之,结果就会形成不理想的热影响区。
Bovatsek 说,对于切割镍钛诺等材料,在开始形成热影响区(HAZ)之前,激光重复频率和脉冲能量分别为100 kHz和~80 µJ似乎是一个上限,而脉冲频率大于2 MHz时功率大于100 W则可用于切割聚对苯二甲酸乙二醇酯和聚酰亚胺等聚合物薄膜。
应用二:标记医疗部件
如果生产量能够补偿激光器的价格,那么飞秒激光器可以成为标记可重复使用医疗器械的理想技术解决方案。
在医疗器械上标记黑色或深色的永久性二维条形码的应用日益广泛,这可用于登记这些工具并跟踪其清洗时间。
通常情况下,在这些物品上打标需要使用成本较低的纳秒脉冲激光器。这些标记经过化学处理,具有耐腐蚀性。然而,飞秒激光器能产生不可磨灭的标记,该标记不会随着时间的推移而被腐蚀和氧化,因此可能不需要额外的化学处理步骤。
通快公司的George说:“用皮秒或飞秒激光加工金属,可以产生纳米级的小周期性结构,显示为高对比度的黑色标记。这些黑色标记与观察角度无关,在任何观察角度下都能显示出黑色对比度。”
飞秒脉冲能否比皮秒脉冲获得更好的标记质量的研究仍在继续。但更高的重复率可以加快扫描速度,从而缩短周期时间。因此,医疗打标应用必须考虑速度与质量之间的权衡。
通快公司的激光应用工程师 Daniel Huerta-Murillo 说:“在黑色打标中,使用的是低脉冲能量(<0.05 mJ)和高重复频率(1 MHz)。较高的脉冲能量会导致材料结构化,而脉冲能量不足则会产生低对比度的标记。”
应用三:焊接和切割
加工玻璃等脆性材料是飞秒激光器的另一个新兴工业市场。
据欧洲光子产业联盟(EPIC)光子技术经理 Antonio Castelo 介绍,玻璃加工需要准确的波长和脉冲能量相结合。如果不能使用正确的参数,往往会在加工过程的最后增加额外的抛光步骤。
Castelo说:“用于玻璃和聚合物材料的一些工艺可能需要近红外和中红外的不同波长,现在有2微米和3微米的全套解决方案。”
玻璃或透明脆性塑料的切割和焊接需要一种特殊的光学器件,以实现某种被称为贝塞尔光束的脉冲曲线。这种光束可以在被加工材料上形成一系列线性焦点,类似于一把细长的激光刀,可以一次性对材料进行修改。
可加工的最大厚度受到脉冲能量的限制。材料越厚,所需的脉冲能量就越高。
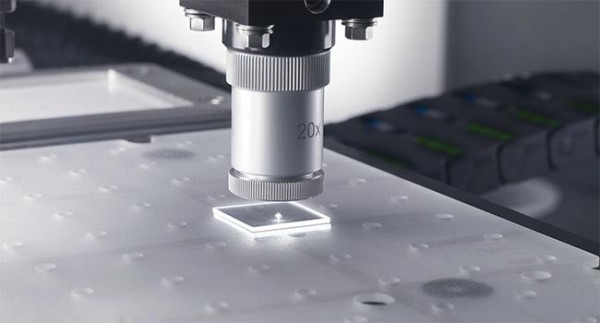
通快公司的 Huerta-Murillo 说:“对于玻璃焊接,脉冲能量在0.01 mJ至0.04 mJ 之间,具体取决于材料类型;对于玻璃切割,可使用0.1 mJ至2 mJ的脉冲能量,具体取决于待加工样品的厚度。通快应用实验室已经实现对厚度达12毫米的玻璃板进行了激光切割。”
脉冲持续时间是玻璃加工的另一个重要因素。例如,切割透明玻璃可以使用皮秒脉冲。但对于焊接透明玻璃来说,飞秒脉冲更有用,因为它们能达到更高的峰值功率,从而使玻璃在特定局部的区域内熔化。
应用四:多光子显微镜
飞秒脉冲特别适用于诱导多光子应用,这些应用对生物和科学成像应用非常有价值,例如非线性显微镜、双光子光遗传学和三光子成像。
这些市场的主要最终用户是光学背景有限的生物学家和神经科学家。增加功能以简化激光工具对这些终端用户特别有吸引力。
相干公司的 Arrigoni 说:“这总是要回归到为用户带来的附加值上,最常见的就是使用的便利性和易用性。核心成像实验室的用户经常轮换且缺乏经验,他们可能会从全套交钥匙性能中获益,并很容易接受2倍于交钥匙激光系统的价格。”
在超快激光器的科学应用中,大约有 80% 是通过交钥匙激光器实现的,这些激光器的平均功率为10 W,脉冲频率在1 kHz到10 MHz之间,脉冲宽度可在20 fs到200 fs之间调节,可调谐波长在200 nm到1000 nm之间。
沃尔夫林说,对于生命科学应用中针对多光子现象的飞秒激光器来说,脉冲能量或峰值功率通常是最重要的因素。为了获取良好效果,这些参数必须保持在一定范围内。如果功率过低,双光子过程的效率可能不足以产生对比度良好的显微图像。如果参数过高,显微镜图像可能会显示出烧焦的组织样本。
一般来说,多光子成像应用要求激光器在1到100 MHz脉冲频率之间输出数十到数百纳焦的能量,以支持快速图像扫描,避免对生物样本造成损坏。
原则上,脉冲越短,非线性效应越高,但在光学系统中传播时保持短脉冲宽度是一个重要因素;色散和补偿效应等参数变得非常重要。
如何平衡理想与现实?
从光谱学到光子学计算,超快激光器仍在寻找新的应用领域。
这些领域的客户要求激光器具有灵活性和可调谐性,但超快光源的寿命与市场规模尚不匹配。Menhir Photonics 公司首席执行官 Florian Emaury 认为,如何权衡利弊,为这些新兴市场提供产品,是一个值得应对的挑战。
针对这些市场的超快激光系统的设计,必须在客户需求与可靠性和可制造性方面的合理交付之间取得平衡。建立一个强大的交钥匙系统需要反复的步骤——首先是确定所需应用所需的最低规格。
Emaury 说,客户的要求对于他们的需求来说总是合理的,但客户很少考虑到他们所需的系统在可靠性和可重复性方面的要求。考虑激光器多年的拥有成本是关键。
未来进展?
超快激光器除了使用更方便、价格更具竞争力外,体积也越来越小巧。基于光纤的系统可以更灵活地传输光束,从而便于集成到狭窄的生产线、显微镜系统或医疗环境中。
更小的占地面积也使超快激光器可以安装在更小的设备中,例如光子计算架构,超短脉冲的精度可以使光子微处理器以更少的能量更快地执行计算。
Emaury 说:“我们认为这是一个需求量非常大的市场,我们计划每年生产数十万甚至数百万个激光器。"当然,目前这些激光器的体积将比手机尺寸还小,但它们将成为任何高端计算机的核心部件。”
光子计算专用激光器将需要提供千兆赫级的重复率,并在10fs窗口内为每个脉冲精确计时。
虽然这个市场和其他市场可能需要当今的激光器尚无法实现的复杂参数,但它们最近取得的进展为新的发展提供了动力。
随着超快激光器的发展,在重复率、波长和脉冲持续时间方面更强大、更通用的性能将不可避免地导致其应用范围的大断扩大。但技术如何驱动市场,这中间似乎存在某种相互让步的关系。
“近年来光纤激光器的发展表明,新的激光波长和新的功率水平(可通过啁啾脉冲放大等新概念实现)为光纤激光器进入当前的关键市场提供了重要的技术推动力。”Wolfring 说。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读



















 关注我们
关注我们

