






近日,凯普林重磅推出2000W蓝光激光器,助推蓝光应用新时代。
作为一款应用级的落地产品,2000W蓝光新品采用了600μm芯径,单模块105μm光纤输出,功率达到250W,比肩行业领先水平。蓝光新品的推出,将全面提升用户在复合焊接上的使用体验,更大程度地释放生产力,提升加工效率。

图1:凯普林2000W蓝光激光器
(一)
全新升级
2000W 600μm芯径输出 250W 105μm模块加持
蓝光激光器,是工业、医疗、照明等领域的重要设备,尤其为工业高反材料焊接提供了多样化加工方案。
2015年,德国半导体激光器厂商DILAS公司(已被相干收购)和日本岛津公司相继推出低功率蓝光激光器,由于功率小无法直接应用,未获太多关注。随着时代发展,轻量化装备对材料要求更高,高反材料铜等登上舞台,对激光焊接提出新的需求。传统光纤激光器在焊接高反材料时会产生飞溅及气泡,而蓝光产品则能很好地避免这种情况,这直接促成了高功率蓝光激光器的发展与升级。
凯普林是国内较早研发蓝光激光器并实现工业应用的企业。自2018年首推工业级蓝光半导体激光器以来,凯普林蓝光产品经历多次迭代,先后将产品系统功率提升至百瓦级(500W 330μm)、千瓦级(1000W 330μm),直到高功率2000W 600μm;单模块实现105μm光纤输出,功率也从50W升级到250W,是行业的佼佼者。
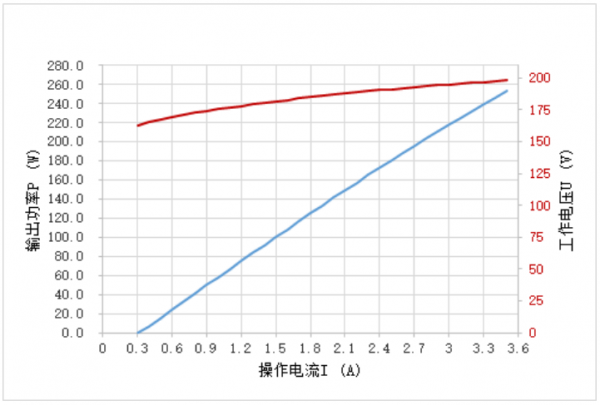
图2:250W蓝光模块PIV曲线
跟旧款对比,凯普林2000W蓝光产品有新的提升。首先,产品中单模块功率提升至250W;其次,600μm芯径输出,将光纤亮度推向行业一流水准。这些变化,在提升加工效率和质量的同时,也针对用户痛点,不断提升使用体验,并在复合焊接、熔覆等应用中持续塑造工业制造的新形态。
(二)
应用赋能
减少焊渣飞溅 确保外观整洁
蓝光激光器主要应用于新能源行业,该行业的快速发展,对纯铜的焊接需求日益剧增。据了解,与标准光纤激光器的红外波长相比,铜在蓝色波长室温吸收率可达到45%(是其约5倍及以上),这一优势使蓝光激光器在动力电池领域颇具吸引力。比如,针对动力电池的铜制发卡电机乃至铝制外壳等部件,蓝光激光器可实现近乎完美的复合焊接。
不过,传统大功率光纤激光器焊接易形成爆孔和飞溅的问题,影响焊缝质量和外观,也会造成激光器光学元件的污染和损伤。与红外激光加工效果对比,蓝光激光器不仅在焊接和熔覆过程中几乎不引入气孔和飞溅,确保了外观平整,避免二次加工;也可实现较低功率激光器对纯铜的焊接,并且焊接过程熔池稳定,节能环保。因此在高反金属材料加工领域,蓝光激光器凸显出了其绝对优势。
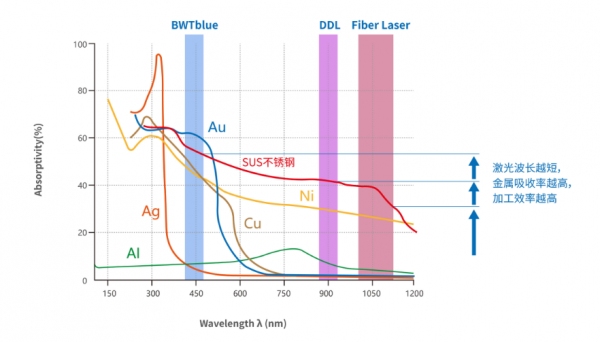
图3:常见金属材料吸收谱&常温
随着凯普林蓝光激光器的功率升级至2000W,用户可以面向快速增长的新能源汽车电池生产、金属3D打印和消费电子市场应用,通过采用蓝光红外复合焊接,以更快的加工速度与更高的加工质量,打造关键优势,更好地满足商用市场的大批量需求。
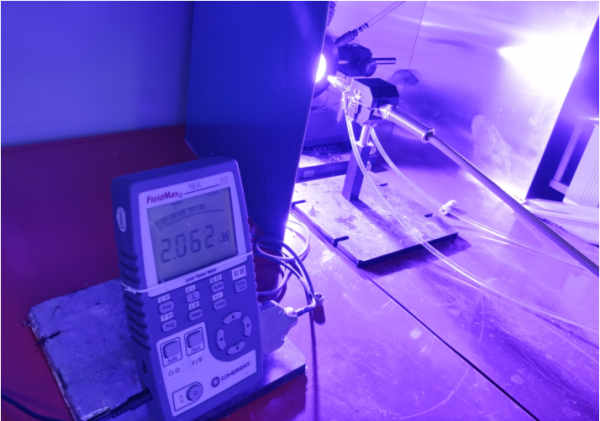
图4:2000W蓝光产品功率测试结果
为了让用户对凯普林蓝光产品的可靠性有更直观的了解,图5展示了凯普林蓝光产品的寿命数据,模块老化6500h功率变化率小于5%。可以看出,凯普林因其独特的封装技术,保证了蓝光产品功率稳定性高,产品寿命及可靠性好的优势。
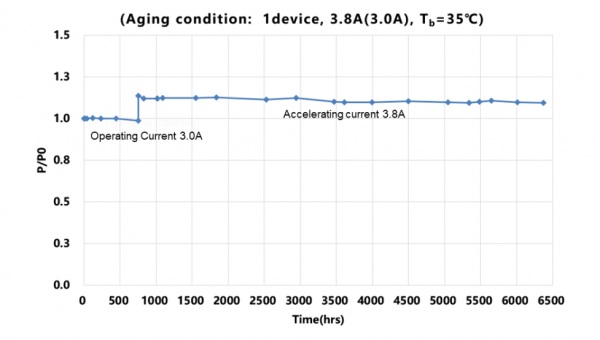
图5:凯普林蓝光模块寿命数据
经凯普林工业应用实验室测试,蓝光激光器在对紫铜、不锈钢等材质进行复合焊接时,展现出明显优势。如图6显示,相对于光纤激光器,蓝光红外复合焊接效果更加细腻光滑、平整美观,且飞溅更少,熔深更大。
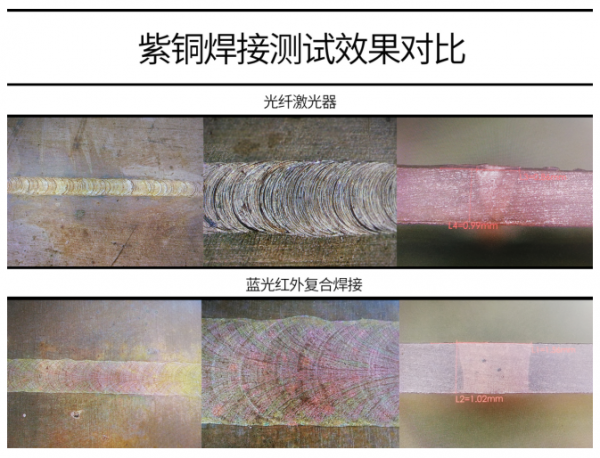
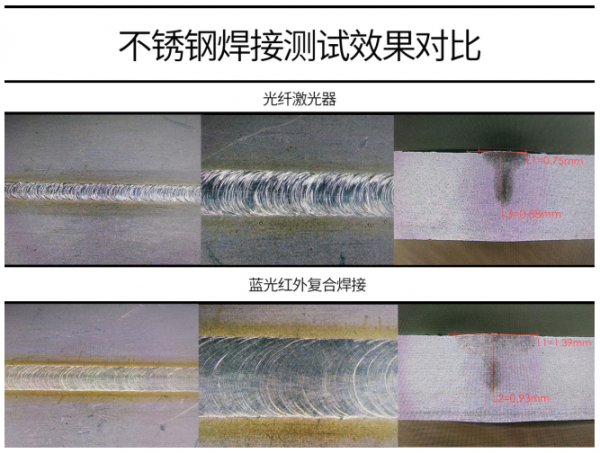
图6:蓝光红外复合焊接效果对比图
图7应用显示,凯普林蓝光激光器在发卡焊接应用时,工艺稳定可靠,吸收率高,光斑大;并且熔池形成快,加工时间短。
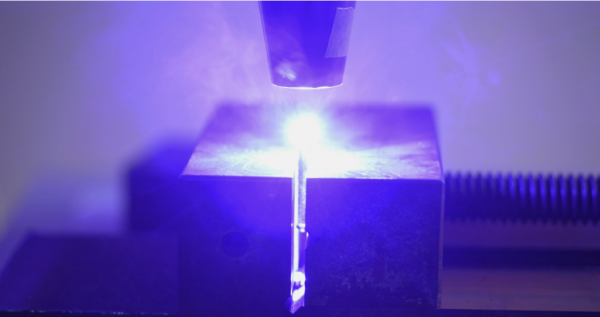
图7:蓝光产品发卡焊接应用
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

