



来自美国的研究团队Kyubok Lee等人在Journal of Manufacturing Processes国际杂志上发表文章Data-driven investigation of pore formation mechanisms in laser welding of Al-Cu。

01、论文导读
异种金属的激光焊接因为其复杂的物理现象,使我们在探索气孔的形成机理时面临更大的挑战。该研究采用数据科学、三维图像分析和计算流体动力学相结合的多学科方法,探讨了Al-Cu搭接接头激光焊接中的气孔形成机理。显微X射线计算机断层扫描成像显示了激光焊接样品中气孔的三维形态和位置数据,随后对这些数据进行区分得到三种不同的气孔类型,即熔合区气孔、小熔合边界气孔和大熔合边界气孔。在这些数据的支撑下,该研究通过计算流体动力学模拟更深入地研究气孔形成机理,模拟了气泡的运动及其与熔池的复杂相互作用,为不同气孔类型的控制机制提供了见解。进一步探究了工艺参数对气孔形成机理的影响,揭示了工艺参数对Al-Cu异种金属激光焊接中气孔形成的影响。
02、论文概述
该研究旨在通过将三维(3D)气孔的分布数据分析和流体动力学(CFD)模拟分析相结合,对Al-Cu异种金属激光焊接中的气孔形成机理进行全面研究。为实现这一研究目标,采用四步方法:首先,通过μXCT扫描获取三维气孔特征数据,并利用气孔表征和聚类进行定量气孔生成数据分析。其次,利用分析得到的三维气孔数据,对Al-Cu异种金属激光焊接过程中工艺参数与气孔形成进行相关性分析,从而研究其工艺-结构关系。然后,通过CFD模拟研究了影响气孔形成机理过程与结构关系的调控机理。最后,通过CFD模拟将不同工艺参数对应的工艺物理特性的变化与气孔分布的变化联系起来,探索了工艺参数与气孔形成机理之间完全相关性所需的物理属性。
03、图文解析
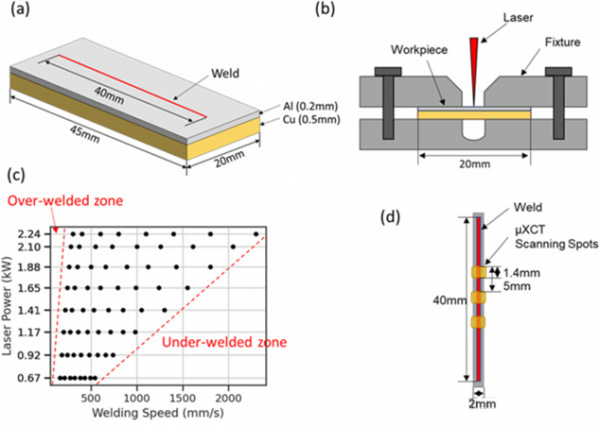
图1. 铝和铜的激光焊接:(a)试样几何形状示意图;(b)焊接夹具示意图;(c)工艺窗口设计及工艺参数设定分布;(d)μXCT扫描的样品几何结构示意图。
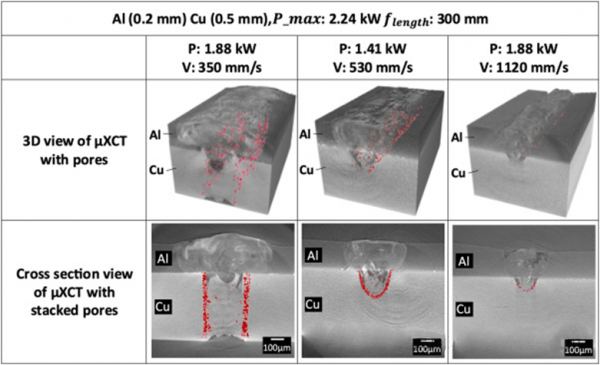
图2. μXCT图像在三维和二维横截面视图中的气孔(气孔以红色突出显示)。
图2显示了 Al-Cu 异种金属激光焊接中气孔分布的四个关键观察结果。首先,气孔分布主要集中在焊缝的熔合边界。将融合边界与融合区进行比较,在融合区内仅生成了少量的气孔。其次,仅在焊缝位于下方的 Cu 区域观察到气孔,而在焊缝的 Al 区域没有观察到气孔。第三,生成的气孔普遍尺寸较小,其中大多数气孔的直径小于10μm。最后,气孔分布随激光焊接工艺参数的设置而变化。能量输入参数越大,气孔形成越多,能量输入参数越小,气孔形成越少。
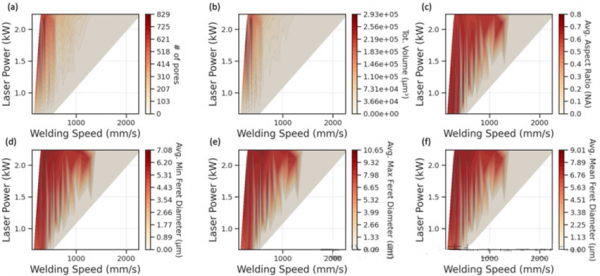
图3. 等值线图描绘了一系列工艺参数范围内气孔数的变化:(a)气孔数,(b)总体积,(c)平均长径比,(d)平均最小孔直径,(e)平均最大孔直径,(f)平均孔直径。
从三维气孔度分析中获得的气孔特征数据表示为等值线图(图3)。数据分析显示的趋势与图 2中的观察结果一致。
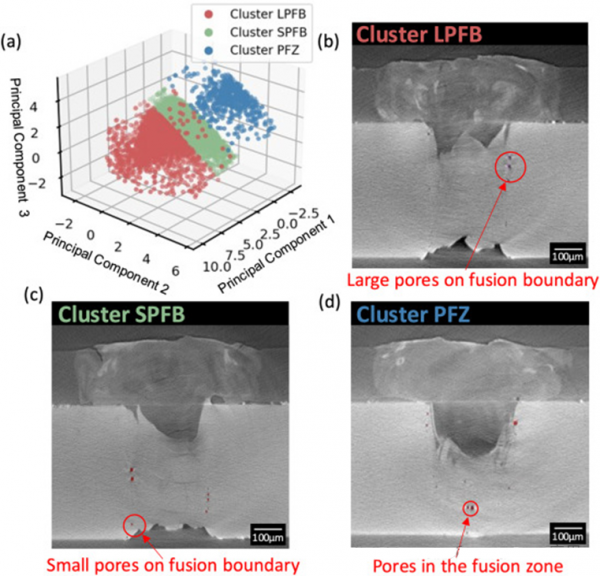
图4. 气孔团聚结果:(a)主成分1和主成分2的团聚分布;(b)、(c)、(d)最具代表性的分别是团簇LPFB(熔合边界大气孔)、团簇SPFB(熔合边界小气孔)和团簇PFZ(熔合区域内气孔)。
通过对三维气孔的形态和位置分析,识别出不同类型的气孔。图5(a)显示了三维主成分场中气孔团聚的结果。每个聚类在三个主要组成部分中都表现出明确的边界。图 5(b)、(c) 和 (d)显示了每个团簇的代表性气孔以及 μXCT 横截面。团聚分布表明,团簇SPFB和PFZ由主成分1区分,而团簇PFZ与团簇LPFB和SPFB由主成分2区分。它表明团簇 LPFB 和 SPFB 是根据孔径分开的,而团簇 PFZ 则通过气孔位置或形状区分。
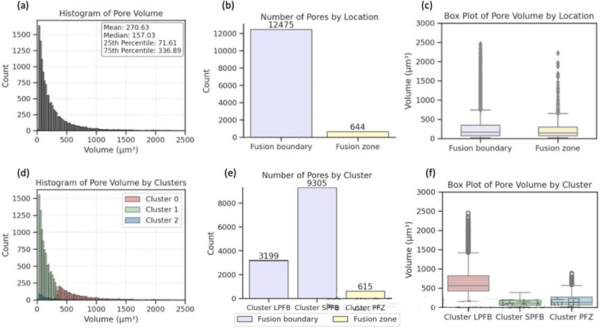
图5. 气孔分布的统计分析:(a)气孔体积的分布,(b)各位置的气孔数量,(c)各位置的气孔体积变化,(d)各簇的气孔体积分布,(e)各簇的气孔数量,(f)各簇的气孔体积变化。
正态分布,表明数据集中在较小的气孔(图6(a))。图6(b)和(c)显示了基于气孔位置(熔合边界或熔合区)的气孔数量和体积分布。融合边界处的气孔数量明显高于在融合区观察到的气孔数。此外,气孔位置对体积影响不显著。图 6(d)表示每个聚类的体积直方图,显示每个聚类保持左偏态对数正态分布。数据也表明,团簇LPFB和SPFB根据气孔体积有明显的区分,而团簇PFZ则具有独立的分布。图 6 (e) 显示了每个簇中分类的气孔数量及其位置。数据显示,聚集在PFZ簇中的大多数气孔源自位于融合区的气孔,而簇LPFB和SPFB则由位于融合边界的聚集气孔组成。图6(f)显示了每个团簇的气孔体积分布。观察到 LPFB 和 SPFB 簇之间的体积分布存在明显差异,表明它们基于体积和大小特征的区别。
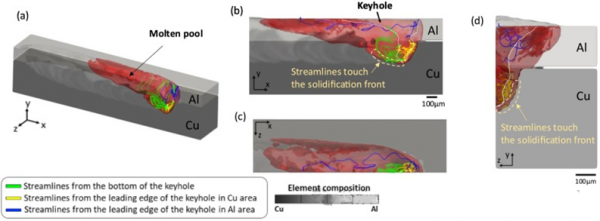
图6. 气孔形成机理分析的三维流线CFD 仿真结果:(a)三维视图,(b)纵向视图,(c)水平视图,(d)横截面视图。
图6(b)为三维CFD 仿真的纵向视图。在图中,绿色的流线代表从钥匙孔底部产生的气泡的运动。可以通过绿色流线观察到三种类型的气泡运动模式。首先,气泡回流并到达Cu区域的凝固前沿,形成锁孔诱导的气孔。其次,气泡未能到达凝固前沿,从Cu区的熔池中逸出的气泡无法到达Al区后方形成的凝固前沿,而在表面破裂。第三,气泡被钥匙孔重新吸收。在这种气孔生成机理机制下,只有到达Cu区域凝固前沿的气泡才会在Cu区域形成锁孔诱导的气孔,将其归类为团簇PFZ。
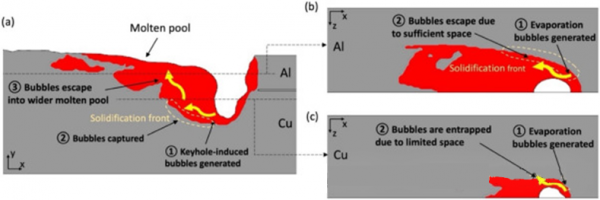
图7. Al-Cu激光焊接中的气孔生成机理:(a)Al区域的纵向截面视图,(b)Al区域的水平截面视图,(c)Cu区域的水平截面视图。
图7总结了Al-Cu异种金属激光焊接中观察到的气孔生成机制。当在锁孔底部形成的气泡跟随材料流动,最终到达熔池末端的凝固前沿,当气泡被捕获时,就会产生锁孔诱导的气孔。该过程导致在融合区内产生气孔。
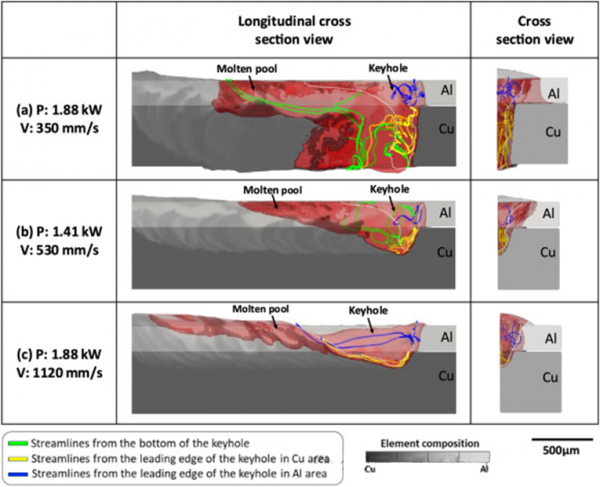
图8. 三种不同情况的CFD仿真结果代表了气孔生成机制的变化:(a)高能量输入条件,(b)中等能量输入条件,(c)低能量输入条件。
首先,在高能量输入条件下,通过形成深锁孔,产生最深和最大的熔池,如图8(a)所示。当气孔在锁孔的前沿形成时,它们沿着黄色流线向后移动,并被更宽的凝固前沿捕获。这一过程导致更多气孔的产生,这就解释了为什么气孔团簇LPFB和SPFB在高能输入条件下更为普遍。在中等能量输入条件下,如图8(b)所示,形成了中等大小的锁孔和熔池。与高能输入熔池相比,形成的团簇LPFB和SPFB气孔较少。这是由于在锁孔前缘形成气泡的区域较小,而黄色流线与凝固前沿相交的区域有限。此外,在锁孔后面形成的气泡与凝固前沿的行进距离较短。然而,由于形成了相对较浅的下凝固前沿,并与其与开放的上凝固前沿直接相连,因此降低了气泡粘附的可能性。这解释了团簇PFZ气孔形成的轻微减少。最后,在低能量输入条件下,如图8(c)所示,观察到一个浅而细长的锁孔。快速的焊接速度使细长的锁孔将熔融材料迅速向后推。因此,在锁孔前沿形成的气泡要么被重新吸收到锁孔中,要么逃逸到熔池表面。此外,细长的锁孔形状不易塌陷,导致由于锁孔塌陷而形成的团簇PFZ(融合区气孔)气孔可以忽略不计。
04、总结
在这项研究中,通过数据驱动的 3D 气孔分析和 CFD 仿真,阐明了 Al-Cu 搭接接头激光焊接中气孔形成的机制。本研究的主要发现总结如下:
(1)Al-Cu异种金属激光焊接中三维气孔的分布呈现独特的观察结果。首先,气孔主要集中在焊缝的熔合边界上。其次,仅在焊缝位于较低位置的 Cu 区域中观察到气孔。第三,大多数观察到的气孔很小,直径小于 10 μm。
(2)在Al-Cu异种金属激光焊接中,由于材料性能的差异,气孔主要出现在Cu区域。在焊接过程中,Cu形成的熔池比Al浅,使Cu区域的气泡更容易附着在凝固前沿,从而形成气孔。相反,Al区域的气泡在基材凝固之前到达熔池表面,从而阻止了气孔的形成。
(3)Cu区域熔合边界处的气孔是由锁孔前沿产生的气泡引起的。这些气泡被熔融材料的流动向后携带,并粘附在Cu区域锁孔一侧的凝固前沿。同时,Cu区域熔合区内的气孔是由于锁孔不稳定引起的。在锁孔底部形成的气泡会粘附在Cu区域熔池后部的凝固前沿。
(4)激光焊接的工艺参数对气孔形成机理有显著影响。在高能量输入条件下,在锁孔前沿形成更多的气泡,并在Cu区域出现更宽的凝固前沿,导致气孔形成增加。起源于锁孔底部的气泡与更宽但更远的凝固前沿相遇,仅导致气孔数量的适度增加。相反,在低能量输入条件下,会形成浅而细长的锁孔,产生较少的气泡,从而减少气孔的形成。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

