




据悉,德国BIAS-Bremer Institut für angewandte Strahltechnik GmbH的科研人员报道了使用蓝光和红外光线波长对纯镍进行激光深熔焊接的工艺比较研究。相关研究以“Process comparison of laser deep penetration welding in pure nickel using blue and infrared wavelengths”为题发表在《Welding in the World》上。
与红外激光辐射相比,波长在可见蓝色光谱范围内的菲涅尔吸收率显著提高,因此适用于铜和镍等材料的热传导模式焊接。最近,波长为445 nm的蓝色激光源已经出现,其功率和光束参数足以超过激光深熔焊接的强度阈值。与热传导模式焊接相比,在激光束深熔焊接中,由于锁孔内的多次反射,总吸收量显著增加。然而,由于锁孔内每次反射的吸收能量与波长有关,因此可以假设激光波长的选择会导致锁孔内局部能量分布的变化,从而改变锁孔的动态。为了研究这个问题,科研人员使用红外激光源和光束特性相当的蓝色激光源对2.4068 纯镍进行了激光束深熔焊接实验。实验通过多传感器装置和金相分析进行监测和比较。使用蓝色激光束可降低溅射量、增加孔隙率并显著改变声发射,从而证明了对纯镍的假设。
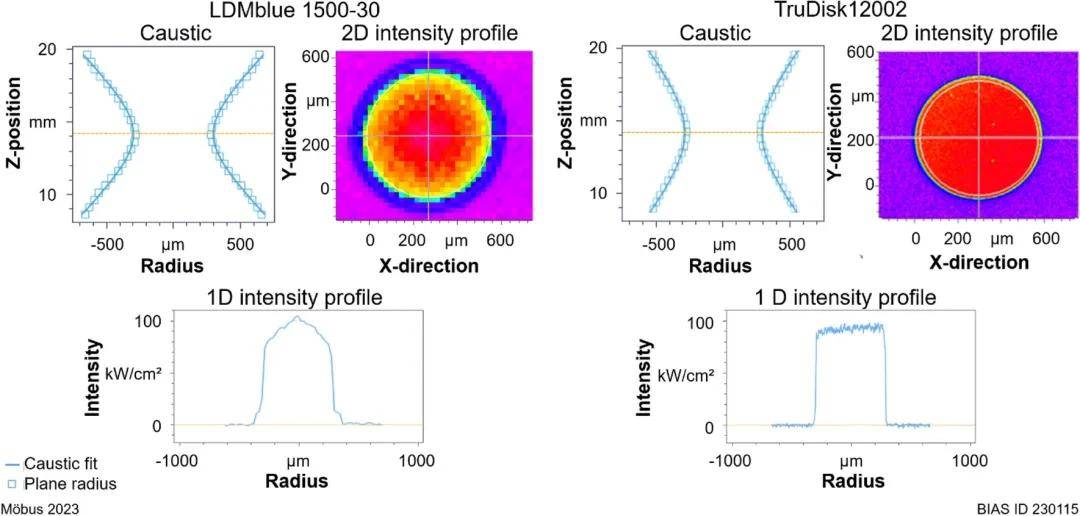
图 1:所用激光束焦平面上测量到的焦散以及一维和二维强度曲线。
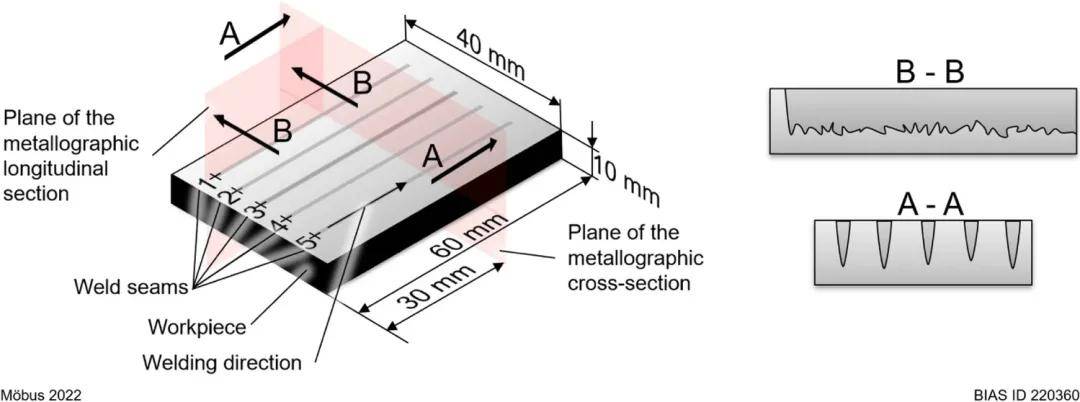
图 2:试样的尺寸和设计(每次焊接后都要更换试样,以便在下一次焊接前让试样温度降至室温)
图 3:左:实验示意图;右:实验装置图片
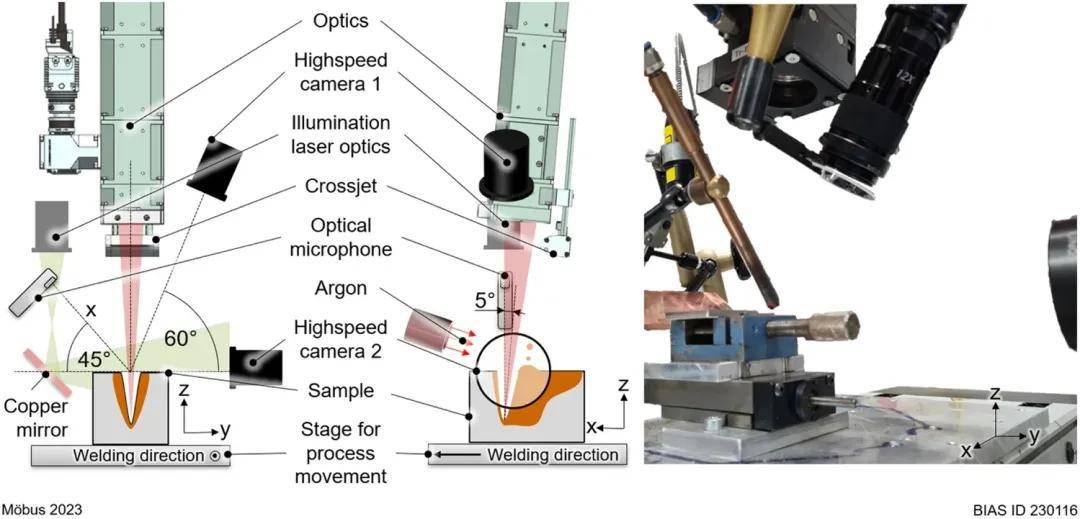
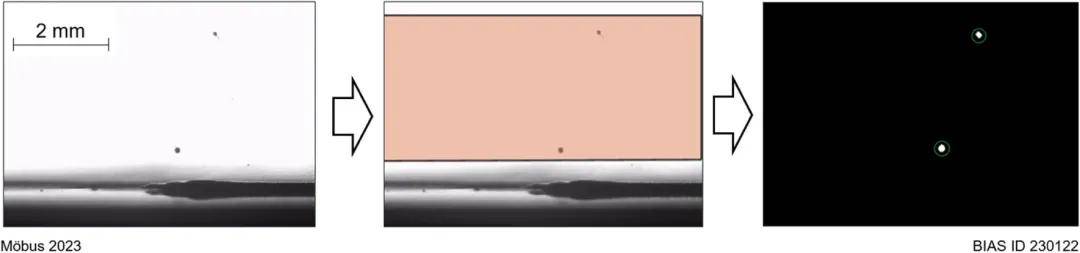
图 4:左:用于飞溅检测的高速视频原始帧;中心:确定的兴趣区域;右:检测到的飞溅
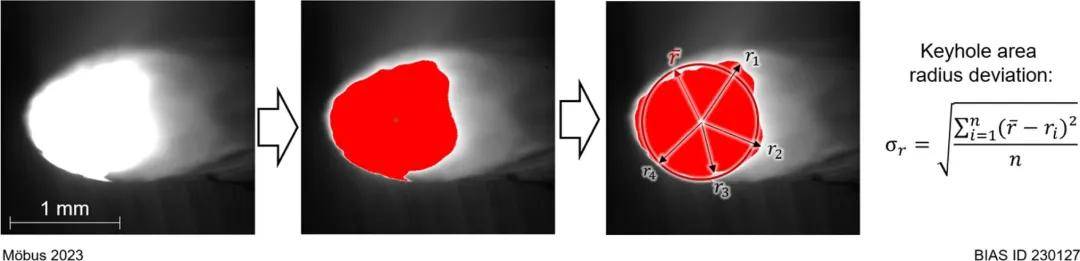
图 5:左:用于测量锁孔面积的高速视频原始帧;左二:检测到的锁孔面积;右二:测量到的锁孔面积;右:锁孔面积半径偏差的定义
研究表明,二氧化碳激光光源和固体激光光源及其不同波长的比较对锁孔动力学有明显的影响,但这不能完全归因于等离子体吸收导致菲涅尔吸收系数的变化。为了进一步澄清相关影响,本研究旨在通过使用不同波长的激光,将等离子体吸收和菲涅尔吸收系数变化对锁孔动力学的影响分离开来。科研人员研究的假设是,在镍的激光束深熔焊接中,激光波长从1030 nm变为445nm,菲涅尔吸收系数随之增加,这将导致锁孔内部的局部能量分布发生变化,从而改变锁孔的动态,包括锁孔开口的波动、飞溅的形成、声发射以及由此产生的孔隙率。为了验证这一假设,使用上述两种波长的激光在镍板上进行了实验监测和比较。在这项研究中,镍比铜更合适,因为菲涅尔吸收系数从红外波长到蓝光波长也会显著增加,但与只能看到不稳定过程的铜激光束焊接相比,科研人员开发了一种恒定的深熔焊接过程。这使得焊接过程更具可比性。
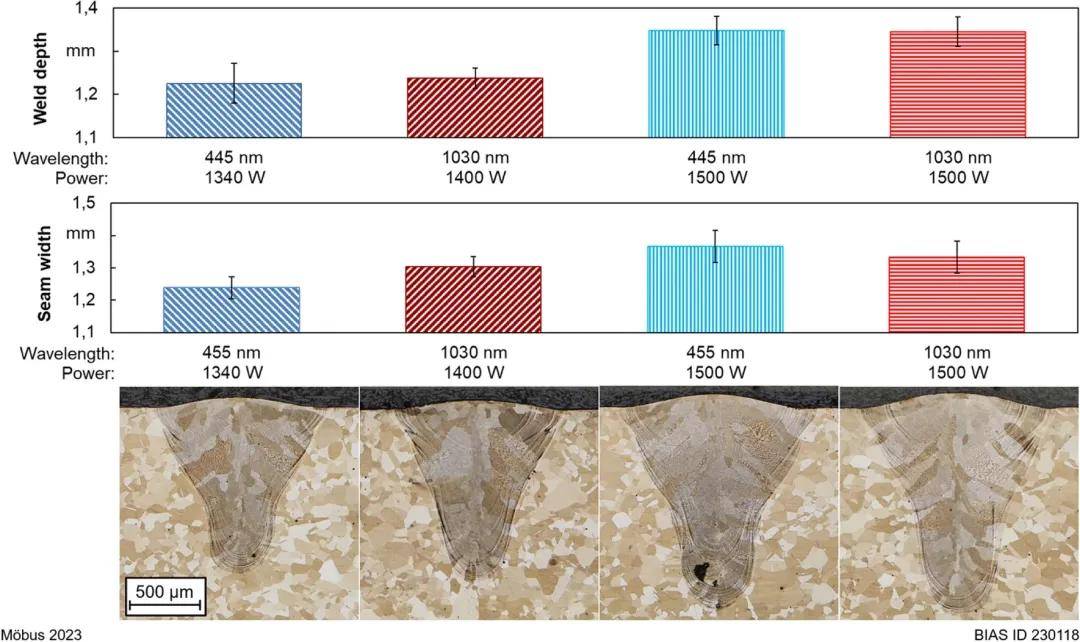
图 6:随激光功率和波长变化的平均焊缝深度(上图)和平均焊缝宽度(中图);特征金相横截面(下图)
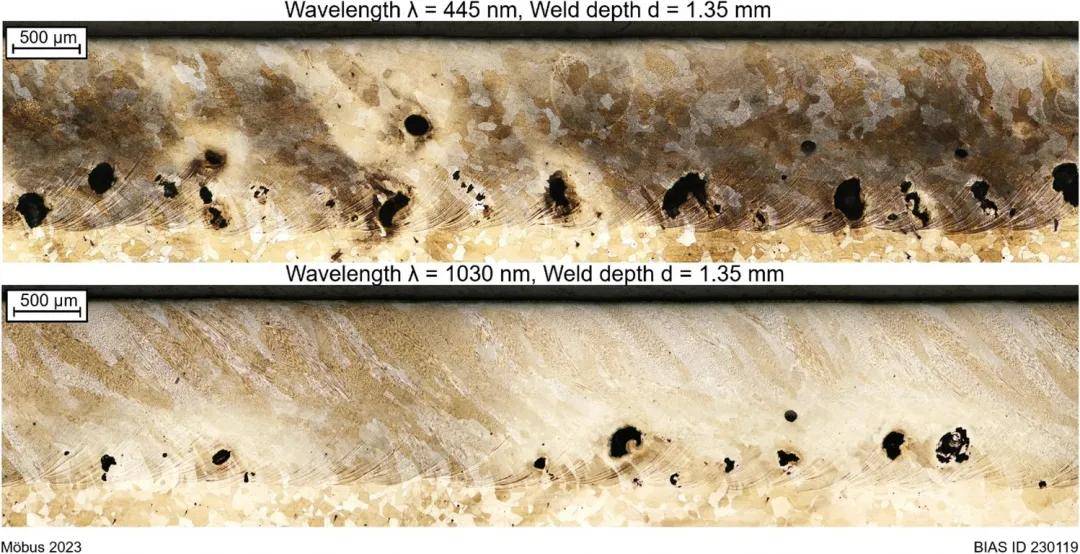
图 7:蚀刻金相纵切面,焊接深度明显增加
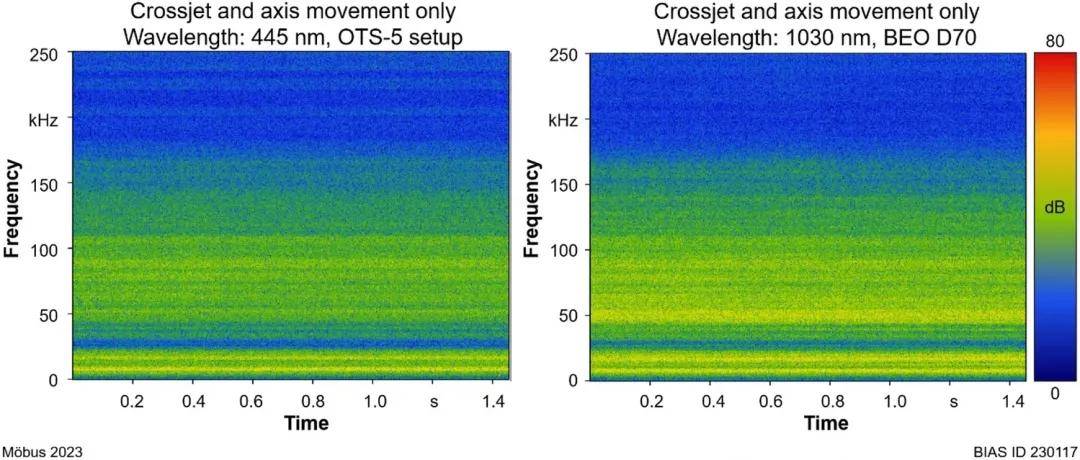
图 8:光谱参考
本研究使用波长为1030nm的红外激光光束源和波长为445 nm的蓝色激光光束源对2.4068 纯镍进行了激光束深熔焊接试验,这两种激光光束的光束特性相当。在每种情况下,都使用了两种不同的激光功率,与使用各自其他波长焊接的样品相比,焊接深度相同,以研究这样一种假设:激光波长的改变会改变锁孔内部的局部能量分布以及锁孔动态,包括锁孔开口的波动、飞溅的形成、声发射以及由此产生的孔隙率。通过金相分析和多传感器设置(包括飞溅跟踪、锁孔面积跟踪和机载声发射测量)对实验进行了监测和比较,结果证实了这一假设。
1.将激光波长从1030 nm 改为 445 nm 会改变纯镍的激光束深熔焊接锁孔动态。
2.在焊接纯镍时,当激光束波长从红外波长变为蓝色波长时,菲涅尔吸收系数对焊接熔深的影响随着纵横比的增大而减小。
3.与蓝色激光束波长相比,使用菲涅尔吸收系数较低的红外线激光束波长可降低镍焊缝的孔隙率。
4.对于镍的激光束深熔焊接,与使用红外激光束波长的焊接工艺相比,使用菲涅尔吸收系数更高的蓝色波长可减少飞溅量并提高工艺稳定性。
5.通过机载声波分析,可以检测到使用蓝色波长和使用红外线波长焊接镍时的明显差异。
论文链接:
Möbus, M., Pordzik, R., Krämer, A. et al. Process comparison of laser deep penetration welding in pure nickel using blue and infrared wavelengths. Weld World 68, 1473–1484 (2024). https://doi.org/10.1007/s40194-024-01713-9
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

