





热量通常总会带来麻烦。毫无疑问,无论是叠层集成电路还是可植入式医疗设备,我们所制造产品的尺寸在不断缩小。微电子领域面临的挑战是:如何通过设计和材料工程,以控制设备运转时产生的热量。在医疗设备领域,热量管理面临的挑战已迫在眉睫。
现在,植入式和离体式医疗设备已经普遍具备细微和精密的特征。该特征要求一种新的制造工具,能够加工出微米级解析度特征,且不会向零件其它部分传递热量。热影响区域(HAZ)不仅危害设备完整性,而且会减低产量,增加昂贵的后处理步骤。
微米制造中热量问题的一个解决方案是超快激光技术,该技术具备独特的革命性功能,能够冷烧蚀任何材料,无论是金属、绝缘体还是聚合物。为了理解超快技术为何能带来如此彻底的进步,有必要详细介绍该技术与连续波(CW)、长脉冲(皮秒及更长)激光技术之间的根本性差异。
连续波激光通过热力学过程进行烧蚀,通过相变或燃烧,对目标晶格进行局部加热。飞秒级脉冲激光则在700至800飞秒脉冲里释放数十微焦的能量。而超快激光聚焦的光斑尺寸范围为30微米至衍射极限,将产生非常高的光强。伴随高光强的是能够引发目标多光子电离化的电场。光致电离将导致等离子体形成,紧接着是目标离子的静电放射。
不过,仅仅将目标离子化是不够的。包括离子化、等离子体形成和库仑爆炸的全部过程所需的时间,必须小于热量扩散至被烧蚀材料体积所需的时间。
简而言之,超快激光的每一脉冲清除材料块的速度必须快于热量由当前位置扩散至相邻材料的速度,有点像三张纸牌游戏。不过,就像人行道上的纸牌游戏一样,这不是魔术窍门,仅仅是甲比乙移动更快的例子。
这指出了为什么激光技术的脉冲持续时间是非常重要的参数,它决定了烧蚀过程是无热的、导热的,还是两者混合。的确,皮秒(10-12秒)甚至纳秒(10-9秒)级脉冲激光能够引发目标多光子电离化。难点在于:较长的脉冲将导致激光传递的热量扩散到整个烧蚀体积,从而进入目标周围的晶格。甚至,2至3皮秒的脉冲由于处理目标的时间足够长,以至于会产生热平衡。总的来说,零件的热扩散会产生热损伤,无论是热影响区、融化区域、重铸,还是渣滓,都改变了微结构。
在清除大块头材料时,小区域热损伤带来的影响不大。但是,许多应用中需要清除细微、精密的小块头材料,对热损伤的容忍度极低,甚至零容忍。这给超快技术带来了极多的机会。当然,传统观点认为超快激光体型大、不可靠、操作难和花费大,更适用于科学实验而不是商业应用。
位于美国加州帕塔鲁马的Raydiance公司已经在超快技术上发力,其理念是激光必须要具备实用性、可靠性以及整合进现代生产平台的能力。在技术层面上看来,这一理念意味着光纤体系结构、完全嵌入式计算机和系统控制软件。
值得一提的是,该公司利用Smart Light MD超快技术的冷烧蚀功能,满足医疗设备、微流体、太阳能和消费电子行业中极为苛刻的加工要求。
或许体现冷烧蚀价值的最有说服力的证明来自于医疗设备领域。外周、冠状和神经血管支架的制造是体现超快技术在这一领域进步的最好例证。
金属裸支架一般由不锈钢、镍钛合金或钴铬合金等材料制成。这种支架为直径2到3毫米、长度8到32毫米的圆柱体。筋厚、筋尺寸以及网状图案的整体设计随着应用和制造商的不同而差异很大。
传统上加工这些非常精巧的零件(筋宽通常为80微米)是使用纳秒级脉冲激光。由前文所述可知,这种激光在制造过程中带来严重的热量问题,从而导致毛边、熔渣和重铸现象。因此,整个行业都不得不在后处理步骤上花费大量精力、财力和人力,比如为了清除缺陷而进行化学蚀刻。而且,纳秒技术产生的零件热影响区域危害了零件的完整性,进而显著降低加工产量。
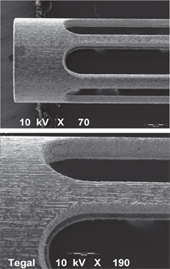
图1、在低倍和高倍扫描式电子显微镜下,经Smart Light MD加工的镍钛合金支架的图像,筋宽为92微米。可以看出图中没有任何热影响区域。
超快烧蚀的真正无热性质让极精密加工省去了后处理的成本和麻烦。最近,Raydiance公司展示了加工镍钛合金支架原型的过程,仅仅需要5分钟的自来水超声波清洗后处理过程。图1的上图是扫描式电子显微镜下的一个直径700微米、筋宽约92微米的激光加工(laser oem)支架的图像,筋厚为127微米。从图1上图和放大倍数更高的扫描式电子显微镜图像(图1下图)中可以看到,切割边缘质量非常高,没有热影响区域、熔渣、重铸和毛边。
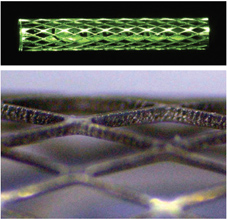
图2、镍钛合金微型支架原型的筋宽约为20微米,筋厚为80微米,下图是支架筋相交处的放大图像。
该公司还成功加工更细微的镍钛合金微型支架,筋厚80微米,筋宽约20微米(见图2)。同样,Smart Light超快加工不会有任何热影响。
如果使用传统纳秒和皮秒级激光来加工代表支架市场未来的生物可吸收支架,会有更多的问题。这种支架通常使用了低熔点聚合物,如聚丙醇酸熔化温度为173至178摄氏度,聚乙醇酸熔化温度为225至230摄氏度,这些聚合物对于余热影响的容忍度甚至比镍钛合金和不锈钢还低。我们初步展示了这些材料的加工。图3显示了Smart Light加工的生物可吸收支架。样品支架的筋宽为80微米,没有任何熔化或其它热损伤的痕迹。

图3、生物可吸收支架原型的筋宽约为80微米,筋厚150微米。
这三个医疗设备领域的例子代表了微加工未来更为宽广的趋势。无论是微创医疗设备还是消费电子,当越来越细微零件的需求与日俱增,超快激光的冷烧蚀能力在制造中将扮演愈发重要的角色。例如超快激光在微流体、片上实验室技术、太阳能电池隔离、电子显示器钢化玻璃加工,以及晶圆切片领域,有潜在无限的应用等。
正如光刻法、化学蚀刻以及传统长脉冲激光蚀刻代替机械切割一样,他们也将会被新兴的超快技术代替。超快技术具备精密、冷烧蚀的能力,还具备商业制造环境所需的坚固性和可靠性。此外,软件控制将促进超快技术与自动化工作站和生产线的集成。
本文作者Adam C. Tanous是Raydiance公司的市场总监。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

