




在钻孔时,振动会带来很大的问题。一方面会影响质量,另一方面可能会造成刀具断裂而导致生产中断。为了避免这类问题,应该对刀具振动进行测量并及时进行纠正。研究结果表明,激光扫描振动仪适合用于对单刃深孔钻进时的相关尺寸进行测定。
刀具振动是钻孔加工时遇到的一个重大问题。可适配的调节系统将来在刀具出现振动时,可以及时做出探测和调节。对此需要准确掌握刀具结构振动特性方面的知识。下面将介绍如何通过激光扫描振动仪的实验模态分析,来确定单刃深孔钻刀的模态参数。对动态系统振动分析的最熟悉的方法是模态分析。这种亦被视为是固有振动分析的方法可以测定出诸如系统的固有频率、阻尼和形态等参数。
模态分析以结构每次动态变形均为其形态的加权总和的原理为基础,每种模式均通过一种结构的振动参数与精确的自由度而得出。在结构受到振动时,所有模态反应即会按照比例,进入到整个结构的运动中去。通过对模态反应的汇总,相应的结构反应即可变成为特定的激励频率。对模态参数的认知,可以实现对系统动态状态的描述,也是对模型形成所作系列探索的重要基础。各种模型均建立在简化了的设定的基础之上,并被强制进入某种程度上的不确定性。
振动性系统在实际中表现如何,这往往只有在实验性探究的基础上方可得到澄清。实验性的模态分析是这方面的最重要的测量方法之一,并有赖于对结构的模型观察。通过对系统的每个测量点进行传送功能的测定,可以获得系统的实际动态特征。对此,采用相应的激励源对探究的结构进行激励,并对系统在各个测量点上的反应进行测量。在时间范围内测得的信号借助于Fast-Fourier传输原理,被转换为频率范围,并依据基准信号而得出一种具备传送功能的系统。由此可以测得诸如固有频率、阻尼和自有形态的模态参数。在钻孔过程中,最大为5000Hz的频率范围是有意义的。因此,有限的固有振动数量即足以对一种结构的动态特征作出描述,而对于较低频率来说,则会出现频率共振加剧的现象。

刀具属于无摩擦作业流程中的关键性部件。通过模态分析,可以
测得对于作业安全来说非常重要的参数,并对之进行调节
专门仪器进行测量
激光振动仪是一种针对机械振动过程的无接触和光学类型的测量方法,测量原理以光学频率移动为基础,在振动结构的测量点发生离散时,频率移动即可测得激光束。这种方法没有反作用,并在大量的应用领域中允许对敏感结构和元件的应用,而在后一种的场合中,由于物体特性和环境参数的原因,无法使用接触式的传感元件。特别是设立了激光多普勒振动测量装置,作为一种无接触的测量技术方法,实现对结构振动的测量。对此,电磁波和光波的发送器和接收器之间的相对运动会导致受速度影响的频率或波长的变化。
针对平面振动测量,可以采用扫描振动仪。采用这种扫描方法时,则以快捷的顺序在物体表面的很多测量点上进行扫描(图1),通过激光束在物体表面上的扫描和很高的空间分辨率,可以生成一系列单点测量结果。从这些振动数据中,要么是在时间范围内对同步运动过程,或者是在频带的频率范围内对作业振动形式进行测定和可视化。在振动过程可准确重复的条件下,可以对连续进行的测量进行整合。这可以通过一种在振荡器上以特定的频带范围生成的触发信号来实现。
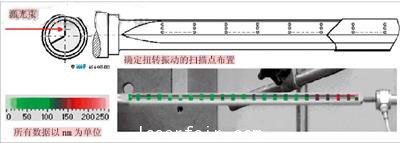
图1 针对弯曲振动和扭转振动测量的扫描点分布情况
在IWF上所进行的振动测量,可采用Polytec公司的激光扫描振动仪,对单刃钻头的自有频率ωo和屈服度N(ω)等模态参数进行测定。作为实验分析的测量物体,使用了直径为11.76mm和φ7.22mm的全硬金属头(圆周为C形)的单刃钻头。钻杆和张紧套(误差:φ20 g6)由调质钢构成,单刃钻头全长为335mm。为了在实验分析中能够测得弯曲振动和扭曲振动,首先要求对确定测量点所需的相应栅格线进行定义。对此,对测量点的选择采用回形的分布方式,激光束依次对之进行扫描。在没有推进的情况下,直接呈垂直列阵分布的测量点位于一个平面上;而在对单刃钻头进行振动推进时,则会致使钻头发生偏移。在扭转振动的情况下,钻头会发生扭转,激光束探测到的各重叠点的行程变化的结果各不相同。在评价中,这种现象通过各重叠测量点的颜色变化来表示(图1)。
具体测量情况
为了在实验分析中避免外部的振动,采用了一种大质量的钢质测量台。首先须对单刃钻头的主轴和重心进行计算,以便钻头纵向振动方向能够直接对准钻头重心和两侧主轴的横向方向。针对在钻头纵向上的振动,振动器和单刃钻头相互对着被张紧在老虎台或带有衬皮和夹钳的夹具上。自由的钻头端部带有一个硬化了的振动尖顶,尖顶上设有一个Piezo测力传感器和一个铝质适配器。在与张紧力的作用下,这些装置可与振动器相连接。控制器通过一个放大器,把一个正弦信号和一个特定的频率带传送给在另一头对单刃钻头发起振动的振动器。测力传感器通过一个受载放大器,把力的信号反馈给控制器,而控制器则通过由激光扫描振动仪传来的与频率相关的行程变化信号,计算出模态参数。

图2 柔曲性在第一主轴方向(34)上的频率
图2所示φ11.76mm单刃深孔钻头在第一主轴方向(34)上遭遇振动时的柔曲性频率范围,其曲线符合传统的三位振动器的特征。由于三位分布涉及单刃钻具的钻头、钻杆和张紧套,因此这种实验方法是恰当的。880Hz自有模式易于识别,这是一个弯曲振动;而另一个自有模式为2000Hz的扭转振动。第三个典型的自有模式仍为弯曲振动,频率为3300Hz。为了便于比较,图3所示钻刀在进给方向上受到振动时单刃钻头的柔曲性频率范围。所测得的第一个自有模式为580Hz,第二个自有模式为850Hz。这些都属于弯曲振动。所观察到的在第一个主轴方向上的一种非典型的振动振幅为2000Hz的第一个扭转振动。极具典型的是2600Hz、3300Hz和3860Hz的自有模式,这些都是弯曲自振动。
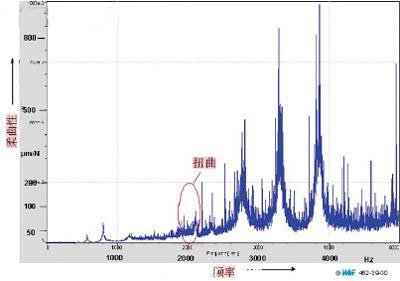
图3 柔曲性在进给方向上的频率
从整体上看,频率越高,单刃钻刀的柔曲性就越强。由于振动器的振动力维持在恒定的水平,因此,可以说钻刀在较大的频率范围上的偏转性也较强。除了采用空心钻杆之外,单刃钻刀长度-直径的比例也较大,这降低了钻刀的刚性,增加了钻刀折断和振动振幅趋大的危险性。对各个测量点所作的模态实验分析的详细评价表明,在钻刀主轴的纵向和横向上的不同振动,在50~60Hz的频率范围内同样会产生较低的柔曲性频率。对于两种不同直径的单刃钻刀,所测得的自有模式和振动方式的详细列表见下表。#p#分页标题#e#
实验结果表明,针对不同的单刃钻刀,可以对系统动态性能作出明确的描述。通过测量所获得的对弯曲振动和扭转振动的认识,将来可以研发出一种适配式的调节系统,以对危险的作业振动进行调节。对此要特别注意所识别的扭转振动的出现,这是因为这种现象会造成刀具使用寿命的极大缩短和刀具可能的失灵。

单刃钻刀的模态参数可通过激光扫描振动仪得到快速和可靠的测量。研究结果表明,对弯曲自振动和扭转振动的区分是可以做到的。对此,需要在钻具表面上选择出回形的测量点矩阵。在柔曲性频率范围内出现的自有频率,在两个振动方向上几乎相同。除了能够可靠地测得模态参数的能力之外,激光扫描振动仪还可以实现对振动形式的可视化。通过此种措施,单刃钻刀在孔壁上的卡死过程即可得到澄清。此外,还可以设计出适配性的调节系统,这种系统可以识别出危险的作业振动并可对之进行调节。对此,需要掌握对钻进过程出现的作业振动的认识。下一个阶段研究的目标便是对单刃钻刀的自有振动模式进行识别,以了解刀具在钻进过程中所出现的载荷和变形的情况。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

