




0 引言
激光加工是将激光束照射到加工物体的表面,用以除去或熔化材料一起改变物体表面性能。激光对物体的加工不同于其他方法的最显著的地方,就是它可以把光的能量通过聚焦集中在很小的面积上,使被照射物体瞬间接受极高的激光功率密度辐射,从而达到加工的目的。不同的加工方式要求不同,对激光束的聚焦采取的方式也不一样。为了改善现有激光加工设备单一的加工功能,有效利用激光器,提高生产效率,对激光光束变换技术的研究尤其重要。
目前对光束变换已有多种实现方法,旋转棱镜由于其结构简单,并可在一定范围内产生近似的无衍射光束而备受关注。利用旋转棱镜光学系统可以实现多种形式的光束传输变换,例如,将实心横截面光束变换为环状光束、平面或径向细环聚焦光束,或者作相反的变换,或者将高斯光束变换成无衍射光束等。其优越的光束和能量变换特性使它在激光打孔、圆柱形工件热处理、焊接、切片、高精度准直技术等激光加工应用领域都具有非常诱人的价值。
基于旋转棱镜几何光学特性,采用正负旋转棱镜及聚焦透镜组成的光学系统对激光光束进行变换研究。通过调整正负旋转棱镜间距实现对入射光束形状及能量分布的控制,从而有效利用入射激光光束进行打孔、切割、焊接等多项加工。
1.旋转棱镜的原理
旋转棱镜最早由Mcleod提出,具有与普通球面透镜不同的聚焦特性。图1示出正负旋转棱镜的几何结构。

当一束准直后半径为r的激光束垂直入射到正锥棱镜后,所有光线以等偏角β与z轴相交,形成连续的焦线。当旋转棱镜的锥角α较小时,发散角β近似为(n-1)α。在聚焦区域内,出射光线在空间上相互重叠,形成无衍射区域。当锥角较小,不计棱镜厚度时,最大无衍射范围可由下式给出:

led="f" stroked="f">
在无衍射区域内,光束为实心光束,其半径为:

当![]() 时,出射光线不再重叠,形成环状光束,环内径随着z的增大而变大,满足:
时,出射光线不再重叠,形成环状光束,环内径随着z的增大而变大,满足:

环的宽度保持不变,在小锥角的情况下,与入射孔径相等。
当一束准直后孔径为r的激光束垂直入射到锥棱镜后,所有光线以等发射角β偏离Z轴,光束变换为环状光束,在小锥角的情况下,环内径为:

环的宽度与传输距离z无关,为一常数。
2.组合系统的光束变换特性及实验分析
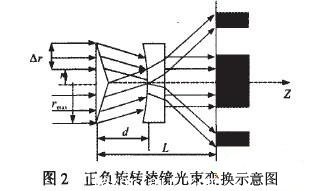
当正负旋转棱镜及球面透镜相结合,可实现多种光束的变换。如图2所示,采用正锥棱镜在前,负锥棱镜在后的组合方式。该组合系统中两正负棱镜具有相同的锥角和折射率。在理论上具有严格的耦合特性。一束经过准直系统后的激光束入射到正锥棱镜,光束发生偏折,而后经过与正锥透镜距离为的负锥棱镜,其出射光束的形状和能量分布随着d的变化而发生变化。
在实验中,通过改变光阑的孔径来改变入射到锥棱镜上的通光半径。选择由BK7玻璃材料制成的旋转棱镜,锥角为  ,光学折射率n=1.4。入射孔径为10mm,用几何光学法估计最大无衍射距离
,光学折射率n=1.4。入射孔径为10mm,用几何光学法估计最大无衍射距离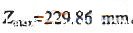 。当d=0时,出射光束是与入射光束相同的实心光束,此时旋转棱镜组合相当于普通的透射光阑。当
。当d=0时,出射光束是与入射光束相同的实心光束,此时旋转棱镜组合相当于普通的透射光阑。当![]() 时,出射光束分成两个部分,一束与光轴平行的实心光束和一束旋转对称斜光束。当
时,出射光束分成两个部分,一束与光轴平行的实心光束和一束旋转对称斜光束。当![]() 时,中心实线光束消失,出射光为一束与光轴夹角为β的环状斜光束。当
时,中心实线光束消失,出射光为一束与光轴夹角为β的环状斜光束。当![]() 时,出射光束为环状斜光束。图3为不同间隔d得到的出射光束状态截面图。可以看出,当d=0mm时,光束为实心光束,随着d的增大,中心实心光束越来越小,同时在实现光束外面出现环状光束,并且环的宽度和环内径随之增大。当d=230mm时,出射光束中心出现暗中空区域,形成环状光束,与理论分析隋况一致。在无衍射区域内,入射光束经旋转棱镜组合系统后的变换光束基本没有发生能量损耗,实心光束和环光束总能量与入射光束能量等同。
时,出射光束为环状斜光束。图3为不同间隔d得到的出射光束状态截面图。可以看出,当d=0mm时,光束为实心光束,随着d的增大,中心实心光束越来越小,同时在实现光束外面出现环状光束,并且环的宽度和环内径随之增大。当d=230mm时,出射光束中心出现暗中空区域,形成环状光束,与理论分析隋况一致。在无衍射区域内,入射光束经旋转棱镜组合系统后的变换光束基本没有发生能量损耗,实心光束和环光束总能量与入射光束能量等同。
随着d的进一步增大,其暗中空区域(即环内径)将变大,而环的宽度则越来越小。当 时,从正旋转棱镜出射的光束在到达负锥棱镜时,有部分光束没有入射到负锥棱镜,还有部分光束经棱镜上下界面折射而发散到像屏面外,只有部分光束能经过负锥棱镜到达像屏面。由于负锥旋转棱镜的孔径的限制,当两旋转棱镜间距在
时,从正旋转棱镜出射的光束在到达负锥棱镜时,有部分光束没有入射到负锥棱镜,还有部分光束经棱镜上下界面折射而发散到像屏面外,只有部分光束能经过负锥棱镜到达像屏面。由于负锥旋转棱镜的孔径的限制,当两旋转棱镜间距在![]() 左右,将没有光束入射到负锥棱镜从而在像屏上检测不到光信号。因此当正负棱镜间隔d在此区域内调整时,出射光束相对于入射光束而言,具有能量损耗,而且能量损耗度随着d的增大而增大。在无衍射区域内,入射光束经旋转棱镜组合系统后的变换光束没有发生能量损耗。当
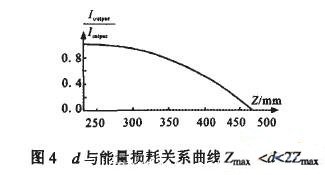
左右,将没有光束入射到负锥棱镜从而在像屏上检测不到光信号。因此当正负棱镜间隔d在此区域内调整时,出射光束相对于入射光束而言,具有能量损耗,而且能量损耗度随着d的增大而增大。在无衍射区域内,入射光束经旋转棱镜组合系统后的变换光束没有发生能量损耗。当  时,出射光束的能量仅为原来的93.886%。出射光束与入射光束能量相对值与间隔d的关系如图4所示。
时,出射光束的能量仅为原来的93.886%。出射光束与入射光束能量相对值与间隔d的关系如图4所示。
3.应用
基于旋转棱镜组合系统的变换特性,可把其应用于激光加工领域。在实际应用中,把聚焦透镜放置于负锥棱镜后方。负锥棱镜折射后的出射光束将通过聚焦透镜进行二次聚焦,进一步改善光束的质量和能量分布。由实验结果分析知,当正负棱镜间距d超过最大无衍射区域时,出射光束将发生能量损耗,因此实际应用中需要借助其他辅助元件进行补偿处理。结合该光束变换技术和其他的辅助手段,可以达到改善单一的激光加工功能,有效的利用激光能量,进行集打孔、冲孔、切割、焊接等加工功能为一体的激光刀具的研究。
4.结论
基于旋转棱镜光学原理,研究了正负旋转棱镜组合光学系统对激光光束的变换特性。实验中采用的正负棱镜是一对耦合元件,具有相同的锥角和折射率。通过调整这两者间距d以实现光束的不同变换。在实际激光加工应用中,可根据不同加工需求,通过调整光学元件间距,有效地对激光光束进行控制。配合其他控制系统可实现集切割、打孔、冲孔、焊接等多项加工功能。这种方法可以进一步推广激光的应用领域,具有很好的应用价值。#p#分页标题#e#
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

