




数控机床在运行过程中,其定位精度会产生一定误差,正确地运用激光干涉仪,并进行全面科学地分析,可有效进步数控机床的定位精度。
随着数控机床应用的普及,采用激光干涉仪对数控机床进行定位精度检测已经成为目前公认的高效、高精度的检测方法。不同的机床使用激光干涉仪检测的精度曲线会有所相同,因此就需要对不同的测试结果给予全面而科学地分析。下面对数控机床定位精度常见误差曲线进行分析,并与大家共同探讨有效的解决方案。

1、负坡度
负坡度曲线向外运行和向内运行两个测试均出现向下的坡度。在整个轴线长度上,误差呈线性负增加,这表示激光系统丈量的间隔短于机床位置反馈系统指示的间隔。出现负坡度的可能原因有以下两种:(1)光束准直调整不正确。假如轴线短于1m则可能是材料热膨胀补偿系数不正确、材料温度丈量不正确或者波长补偿不正确。(2)俯仰和扭摆造成阿贝偏置误差、机床线性误差。
针对以上题目,可采取的措施有:假如轴线行程很短,检查激光的准直情况;检查EC10和丈量头是否已连接并有反应;检查输进的手动环境数据是否正确;检查材料传感器是否正确定位以及输进的膨胀系数是否正确;使用角度光学镜组重新做一次丈量,检查机床的俯仰和扭摆误差。
2、正坡度
正坡度曲线是指在整个轴线长度上,误差呈线性正递增。这种现象的产生有以下可能:(1)材料热膨胀补偿系数不正确、材料温度丈量不正确或者波长补偿不正确。(2)俯仰和扭摆造成阿贝偏置误差、机床的线性误差。
针对这些题目,可采取以下措施:检查EC10和传感器是否已连接并有反应,或者检查输进的手动环境数据是否正确;检查材料传感器是否正确定位以及输进的膨胀系数是否正确;使用角度光学镜组重新做一次丈量,检查机床的俯仰和扭摆误差。
3、周期性曲线
周期性曲线是整个轴线长度上的重复周期误差。沿轴的俯仰保持不变,但幅度可能变化。导致周期性曲线的可能原因主要是机床方面的题目,如丝杠或传动系统故障、编码器题目或故障、长型门式机床轨道的轴线直线度。
针对以上题目建议采用很小的采样点间隔在一个俯仰周期上再丈量一次,确认俯仰误差。作为一项指导原则,假如你要检查的是机床某元件的周期性影响,可将采样间隔设为预期周期性俯仰的1/8,然后通过比较机床丝杠的螺距、齿条的齿距、编码器、分解器或球栅尺俯仰、长型门式轨道的支撑点之间的间隔等来确认可能的误差来源。例如,假如误差周期是20mm,查阅机床手册我们发现丝杠的导距也是20mm,很显然误差可能与丝杠旋转题目有关,丝杠可能在最近的一次维修或机床移动时被弄弯了,或者丝杠偏心旋转。
4、偏移
偏移是指往程和回程两次测试之间具有不变的垂直偏移。产生偏移曲线的可能原因主要是机床方面的题目,如反向间隙未补偿或不当补偿、车架与导轨之间存在间隙(松动)等。
针对以上题目可采取以下解决措施:丝杠/滚珠丝杆驱动装置;检查球状螺母或丝杠是否磨损;检查丝杠轴承的端部浮动情况;使用角度光学镜组检查轴线反转时的车架角度间隙;检查控制器内设置的反向间隙补偿是否正确;机架和小齿驱动装置;检查牙是否正确啮合;检查齿轮箱是否磨损和线性编码器系统的状况。
5、燕尾状
图1为在往程测试中出现向下的坡度的情况,回程测试为往程测试的镜像,往程和回程测试之间的偏差(或滞后或反向间隙)随轴线离开受驱动端而逐渐进步。产生燕尾状的可能原因主要是机床方面的题目,如滚珠丝杠扭转、导轨太紧、使用的误差补偿值不正确等。
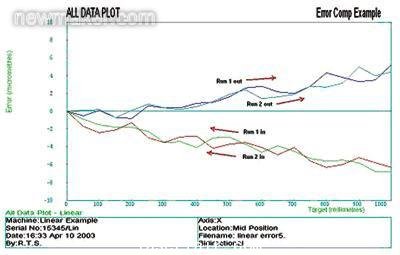
图1 燕尾状误差曲线
针对以上题目,有以下建议:检查丝杠和导轨润滑;检查在垂直轴上的平衡作用;检查并调节导轨夹条;检查导轨盖是否咬着及检查控制器补偿。
6、正反向交叉线
正反向交叉线是指正向(向外)运行产生负坡度,而反向(向内)运行则产生正坡度。这是丝杠扭转的一个特殊例子,其中,单向线性误差补偿和单反向值已在控制器中设置。
针对这些题目可采取:检查丝杠和导轨润滑;检查在垂直轴上的平衡作用;检查并调节导轨夹条;检查导轨盖是否咬着;检查控制器补偿。
假如用户计划在轴线中间位置完成大部分的工作,则当前补偿可以为是最佳的解决方法,由于它将最大误差分布在轴线端部,而最小的误差则在中间位置。删除误差补偿将产生燕尾状图形。
7、锯齿形
图2为在整个测试过程中误差都呈增加的趋势,甚至在设为基准值或零的轴线位置上误差还在增加。出现此锯齿形的可能原因有:(1)丝杠误差、光学镜组的热漂移。(2)机械故障、编码器反馈不可靠。
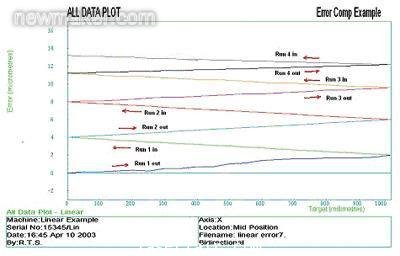
图2 锯齿形误差曲线
针对以上题目,我们建议:假如误差很小(几个微米),可以在光学镜组彼此靠近时设为基准值并重做测试。在开始测试之前确保光学镜组已有充分的时间适应环境温度,并让机床预热,假如温度或其它环境条件在测试期间发生变化,则可能的原因是激光设为基准值时由于固定和移动光学镜组之间有间隙而引起丝杠误差。我们要确保在重新测试之前,尽可能降低丝杠误差的可能性。针对由光学镜组适应环境引起的热漂移题目,在重新测试之前,我们要确保光学镜已有足够的时间适应环境温度。雷尼绍光学镜组引起这种误差的可能性较小,由于镜组的制作材料是铝,能够比钢更快地适应环境。
假如丝杠误差和热漂移都不是引起误差的原因,则有可能是机械漂移。机床轴线相对机床位置反馈系统发生移动的话,则可能是由于编码器或线性计量仪安装不牢固引起的,这样,电机的热量传到机床的机体中使机床的温度逐渐进步。由于有这种可能性,即产生移动的组件因热膨胀而移动的间隔会受到物理性限制,若是这种情况,我们可以公道猜测在一定次数的测试之后,误差(单向)增加的速度将逐渐降低,机械漂移最有可能产生负误差并且所产生的坡度会是一个方向比另一个方向扁平;另外也有可能是由于编码器信号有噪音,造成控制器的脉冲计数增加,或者编码器信号电平与控制器输进不兼容的情况。
8、花瓣形
图3所示的误差随时间和间隔不断增加使线出现花瓣形。导致花瓣形的可能原因有:(1)在材料温度传感器定位不正确或者膨胀系数不正确。(2)滚珠丝杠在测试期间温度进步、机床温度改变。#p#分页标题#e#

图3 花瓣形误差曲线
为保证测试的精确度,建议在开始校准之前要让机床完全预热。在图3中,安装滚珠丝杠的端部可能正好与行程起始点重合,并且可在另一端产生轴向浮动。假如滚珠丝杠在对端受到限制,图形将显示负坡度。
9、三角形
三角形曲线是指误差呈线性增加,误差在行程最远端机床反转时出现跃升,然后在回程测试回到与轴线起始点时回到同样位置上。出现三角形的可能原因是在轴线外端部因导轨磨损而出现偏转。应当留意的是,反向反射镜的位置对显示的误差有明显影响。建议使用角度光学镜组直接丈量偏转角,以便对偏转题目的严重程度有充分的了解。
10、台阶形
图4显示的或上或下台阶沿轴线长度按一定的间隔出现。出现台阶形的可能原因在机床方面:大机床上各齿条段对准不佳或装配不佳或线性编码器或感应式丈量器分段对准不佳或装配不佳。
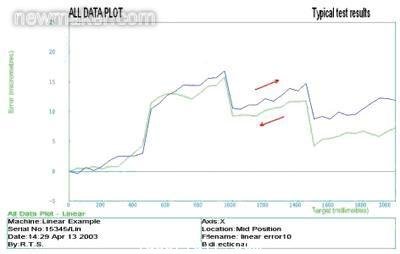
图4 台阶形误差曲线
在装备有齿条和齿轮传动机构的大型机床上,齿条由很多分别装配在机床上的单独分段组成,必须确保每段都正确地与其它段对准,保证齿轮能够平滑地从一段转到下一段。假如齿条段未正确对准,传动齿轮在经过对准不佳的接合点时可能发生偏转。这种偏转会导致丈量值出现突跃台阶。这种题目可以通过检查每个齿条段的长度和相对位置,并与图形数据比较来查明。
综上分析可以看出,除机床本身精度不佳会带来上述各种误差,激光干涉仪操纵不当(包括精度不够稳定或采用自身对温度影响比较敏感的激光干涉仪系统)也会带来较大误差。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

