





目前服役的焊接机器人90% 都是以“示教再现”模式进行工作的, 少数以轨迹规划方式工作。焊接过程中, 焊枪与焊缝中心都会存在一定误差, 而且焊接过程又是一个复杂、非线性、干扰因素较多的过程, 焊接工件热变形、咬边、错边, 以及焊缝间隙的变化等是不可预知的, 这些因素都会直接影响到焊接质量。 在“示教再现”或轨迹规划应用的基础上,实时焊缝纠偏可以进一步提高焊接精度, 尤其适用于辅助工程上焊接易变形、装配复杂等自动焊难以控制的工件生产。 本文以新型航天器燃料贮箱LF6 铝合金材2 mm 薄板的对接焊接为背景, 针对脉冲钨极惰性气体保护焊( GT AW) 焊接方法, 对平板直缝和平板法兰进行焊缝跟踪试验, 将传统的“示教再现”型机器人开发成具有实时焊缝跟踪的弧焊机器人系统。
1 试验部分
1. 1 试验系统组成
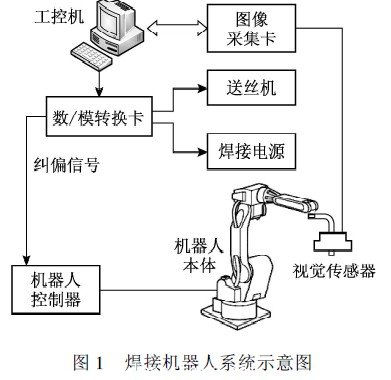
在本实验中, 执行机构包括日本安川电机公司的HP6 型焊接机器人, 两轴翻转变位机, 单轴头尾式变位机, 日本OT C 公司生产的IN VERTERELESON 500P 型交直流两用GT AW 焊接电源,CM-271 型送丝机和HC-71 型送丝控制箱。 控制系统为研华公司的工控机, 传感系统为自行开发的CCD 被动光视觉系统, 以及图像采集卡。 整个系统如图1 所示。
考虑到LF6 铝合金薄板的焊接性, 采用交流脉冲焊进行焊接, 脉冲频率为2 H z, 基值电流为50 A,峰值电流为125 A, 焊接速度为2. 6 mm/ s.
1. 2 图像采集与处理
1. 2. 1 开小窗口分析法
采用“小窗口”获取焊缝特征信息, 在焊缝区域开了一个100 帧x120 帧的小窗口, 仅对此窗口内的图像进行处理。 该窗口包含了进行焊缝跟踪所需要的特征信息, 又削减了大量不必要的图像信息。 CCD 摄像机和送丝嘴都固定在焊枪上, 也就是焊枪、钨极、送丝嘴在图像平面投影的相对位置是不变的, 同时在试验前已经将CCD 摄像机的轴心、焊枪轴心以及焊缝调节到了同一个平面上, 如此, 焊枪的轴线在图像平面上的投影为一条水平线, 为后续的跟踪提供了便利条件。
1. 2. 2 图像处理算法
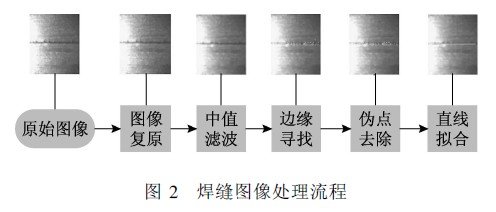
在试验中, 首先提取到焊缝的上下边缘, 经过去除伪点之后进行最小二乘法拟合, 得到焊缝中心线。 图像处理算法流程主要包括图像复原、中值滤波、边缘寻找、伪点去除及最小二乘法拟合, 如图2 所示 。
采用了逆滤波器方法来进行图像复原, 同时选用3x3 模板中值滤波, 当前像素点的灰度值由它的8 邻域的像素灰度值的中间值获得。
在对图像进行了观察和分析后, 发现即焊缝边缘和其他区域相比, 灰度变化极大。 因此, 根据灰度值变化的速率来确定焊缝边缘点, 即每一列中速率变化最大的2 个点作为为焊缝的上下边缘点。 用此种边缘检测算法是基于2 mm 薄板的特性, 没有坡口使焊缝处较大的灰度变化在整幅图像中极易捕捉, 同时此类算法较小的计算量也不会影响到图像处理的实时性。
经过上述图像处理之后并不能够准确地获得焊缝边缘, 仍旧有伪边缘存在, 如何再去除伪边缘点,识别出真正的焊缝边缘, 是图像处理中最困难, 也是最关键的技术。 通过24 邻域从上下2 个方向向中间逐行扫描的方式去除伪边缘点。 由于焊缝边缘是连续变化的, 假设存在图像处理误差在2 个象素之内,如果某一特征点24 邻域内不存在相邻特征点, 认为该点为伪边缘点或孤立点。
1. 2. 3 图像处理算法精度验证
为了验证图像处理算法的精度, 采用了激光测距传感器对焊缝的实际位置进行了精确定位。
在工装一侧竖立一块表面光滑且与焊缝平行的金属板, 然后对机器人示教一条准确的沿焊缝路径,并在变形不大的厚板上进行试验。 起弧后, 激光测距传感器开始工作, 得到实时焊缝位置, 并与经过图像处理所得到焊缝位置进行对比, 结果如图3 所示, 中部的水平直线为示教焊缝路线, 折线为经过图像处理算法纠偏的焊枪实际路径。
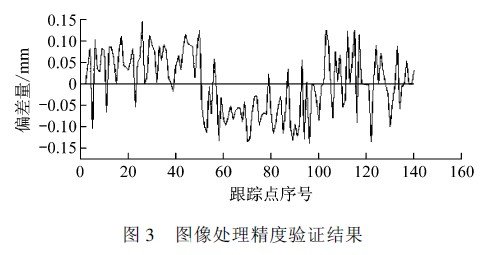
对比显示, 本文中图像处理算法所得到的焊缝位置与实际焊缝位置的误差在 0. 15 mm 以内。
综上所述, 根据试验分析和计算机数字图像处理本身固有的误差, 可以确定本文研究的焊接过程的图像处理方法的精度能够控制在 0. 15 mm 范围内, 完全满足实际焊接的需求。
1. 3 焊缝跟踪原理及实现
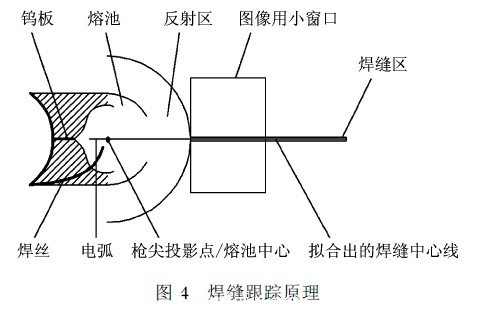
跟踪方法原理是, 固定视觉传感器在焊枪正前方, 通过直接观察焊枪与焊缝中心线的位置关系, 提取偏差信息, 输出纠偏控制电压。
由于铝合金具有较强的反光性, 在熔池前端区域有一个反光区, 检测的间隙与实际间隙大小差异很大, 甚至无法看清, 所以, 本次项目检测的焊缝中心距离熔池中心具有一定距离, 需通过曲线拟合的方法才能计算出当前焊接位置的焊枪与焊缝中心的偏差量, 如图4 所示。
1. 4 控制器设计
1. 4. 1 纠偏电压与纠偏量关系建模
由于首钢Mo toman 系列机器人纠偏卡是不开放的, 无法得知其运动细节, 建模可以使该过程简单化。 对纠偏系统进行建模后, 使用Mat lab 的Simulink 工具对控制器进行离线设计。 经过试验, 在机器人运动过程中,在单位时间内随机给出不同的纠偏电压, 并记录该纠偏电压下的偏差量。 选取连续的3 组共383 对数据作为样本空间。 使用Mat lab 对3 组数据进行建模, 得到了1 个线性回归模型, 其对3 组数据都有很高的适配度, 分别为82. 3% , 97. 16% 和95. 99%.
1. 4. 2 模糊PID 控制器设计
为了研究纠偏对焊接效果的影响, 分别用1 V、1. 5 V、2 。 5 V、3 V 的恒定纠偏电压信号进行纠偏。 试验表明, 纠偏电压为1 V 时, 由于纠偏力度太小, 虽然在执行纠偏, 但是偏差仍旧越来越大, 甚至在末段由于偏差太大, 超出可纠偏范围, 图像处理程序出错, 得到错误的偏差信号; 当纠偏电压是1. 5 V 时, 其表示出来的偏差情况与1 V 分析出来的一样, 因此, 1. 5 V 仍然电压偏小; 当使用2. 5 V 纠偏时, 就没有使用1. 5 V 时的偏差特征, 此时, 偏差基本上在0 附近波动; 当纠偏电压达到3 V 时, 偏差依旧在0 附近波动, 但是波动的幅值明显增大, 实际上焊枪在焊缝附近产生了较大的振荡, 必将导致较差的焊缝成形。
为了既保证稳定焊接, 又能快速纠偏, 设计了模糊PID 控制器 。 该控制器的思想是, 在不同的环境下, 调整PID 3 个参数的值, 使纠偏系统满足下列要求: 一是在偏差量较小时, 进行精细调节, 以防止超调和保持系统稳定为主要目标; 二是在偏差量较大时, 进行大步长纠偏, 使钨极尽快回到正常范围附近, 响应时间越短越好。#p#分页标题#e#
根据控制系统的稳定性和准确性原则, 为了提高控制器的稳定性和抗干扰性, 引入了误差预测, 即偏差量对时间的2 阶导数作为第3 输入量, 将该模糊PID 控制器改进为3 输入3 输出的控制器。
2 结果与分析
2. 1 平板直缝跟踪试验结果
本文设计了如图5 所示的双折线路径, 焊缝为2 块无坡口平板对接焊缝, 没有明显间隙, 示教轨迹与真实焊缝的偏差量控制在6 mm 范围内。 其中,双折线为实际示教路径, 中间的平直线为实际焊缝路径, 实际焊接路线为平直线周围波动的曲线。
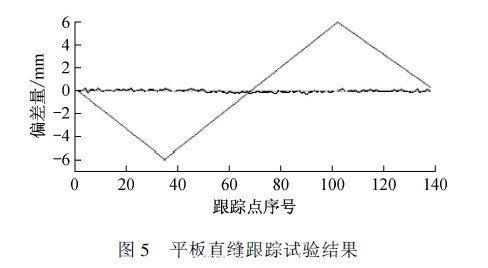
试验结果表明, 跟踪控制效果非常明显, 尽管示教轨迹与焊缝中心有最大6 mm 的焊缝偏差, 但是通过焊缝自动跟踪系统的纠偏调节, 使枪尖投影点与焊缝中心的偏差能够控制在 0. 15 mm 范围内。
考虑到图像处理的误差, 实际跟踪误差在 0. 3 mm内。
2. 2 法兰环缝跟踪试验
机器人进行了法兰的简易示教, 即1 圈只示教4 到5 个点, 随后进行跟踪试验, 同时对试验中所采集到焊缝偏差量数据进行了记录。 图6 为试验结果分析, 验证了法兰试验件焊接过程中焊缝跟踪控制技术的有效性。
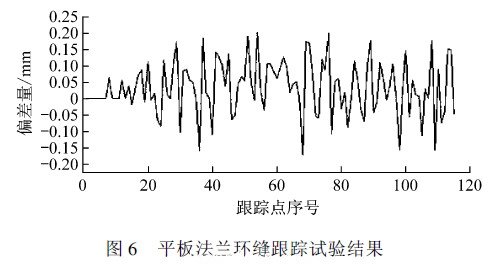
试验结果数据显示其跟踪误差略大于平板焊接, 最大误差达到了 0. 2 mm. 考虑到图像处理误差, 真实误差在0. 35 mm 内。
3 结语
以弧焊机器人在脉冲T IG 焊接过程中应用的需求为研究背景, 以被动视觉作为传感方式, 研究了实时焊缝跟踪控制技术, 并且在生产中得到验证:
( 1) 设计集成了焊接机器人系统, 将原有的“示教再现”型机器人成功改造成具有视觉功能的、能够实时自动焊缝跟踪的焊接机器人系统。
( 2) 设计了相应的图像处理算法, 能准确提取焊缝边缘并拟合焊缝中心线。
( 3) 提出了一种基于视觉的实时焊缝跟踪方法, 在保证焊接过程稳定的前提下研究了焊缝跟踪算法, 建立了适合焊接过程的模糊PID 实时焊缝跟踪控制器。 试验表明: 实时跟踪直线焊缝和曲线焊缝, 跟踪最大偏差分别可以控制在0. 3 mm 和 0. 35 mm 以内.
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

