




近年来,计算机技术不断进步,使得图像采集成为一种广为使用的测量数据来源,从而推动了计算机自动机器视觉与科学成像技术在电子产品捡测技术有了新的突破,所以才会有”任何通过人来完成的检测过程都适合于用机器视觉技术来代替”新机理.这是因为与机器相比,人有情绪,会疲劳,故把人用作机器是不可靠的,因此该新机理的出现是必然的.
机器视觉系统
机器视觉系统一般包括光源、镜头、CCD照相机、图像处理单元(或图像采集卡)、图像处理软件、监视器、通讯/输入输出单元等。机器视觉系统组成示意见图1(a),实际例举示意见图1(b)。
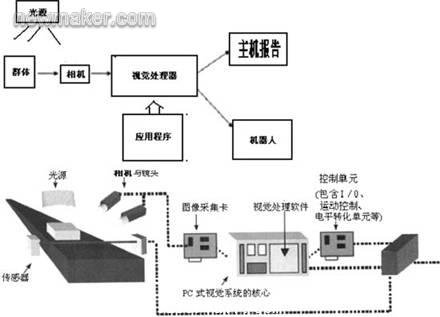
图1(a) 机器视觉系统基本组成示意框图
图1(b) 机器视觉系统使用组成列举—基于PC的视觉系统基本组成示意图
光源:与视觉传感器的照明因素一样,它是影响机器视觉系统输入的重要因素,它直接影响输入数据的质量和应用效果。针对每个特定的应用实例,要选择相应的照明装置,以达到最佳效果。其光源可分为可见光和不可见光。常用的几种可见光源是白帜灯、日光灯、水银灯和钠光灯。另一方面,环境光有可能影响图像的质量,所以可采用基于PC的方案主要针对电子生产测试设备,其优点是高性能、高灵活度和高性价比,十分适合于高难度、高分辨率和高速的机器视觉应用。
所以可采用加防护屏的方法来减少环境光的影响。照明系统按其照射方法可分为:背向照明、前向照明、结构光和频闪光照明等。其中,背向照明是被测物放在光源和摄像机之间,它的优点是能获得高对比度的图像。前向照明是光源和摄像机位于被测物的同侧,这种方式便于安装。结构光照明是将光栅或线光源等投射到被测物上,根据它们产生的畸变,解调出被测物的三维信息。频闪光照明是将高频率的光脉冲照射到物体上,摄像机拍摄要求与光源同步
镜头:镜头选择应注意焦距,目标高度,影像高度,放大倍数,影像至目标的距离,中心点 / 节点与畸变.
相机:按照不同标准可分为标准分辨率数字相机和模拟相机等。要根据不同的实际应用场合选不同的相机和高分辨率相机:线扫描CCD和面阵CCD;单色相机和彩色相机。
图象采集卡:图像采集卡只是完整的机器视觉系统的一个部件,但是它扮演一个非常重要的角色。图像采集卡直接决定了摄像头的接口:黑白、彩色、模拟、数字等。比较典型的是PCI或AGP兼容的捕获卡,可以将图像迅速地传送到计算机存储器进行处理。有些采集卡有内置的多路开关。例如,可以连接8个不同的摄像机,然后告诉采集卡采用那一个相机抓拍到的信息。有些采集卡有内置的数字输入以触发采集卡进行捕捉,当采集卡抓拍图像时数字输出口就触发闸门。
视觉处理器:视觉处理器集采集卡与处理器于一体。以往计算机速度较慢时,采用视觉处理器加快视觉处理任务。现在由于采集卡可以快速传输图象到存储器,而且计算机也快多了,所以现在视觉处理器用的较少了。
工作过程:视觉系统的输出并非图像视频信号,而是经过运算处理之后的检测结果(如尺寸数据)。通常,机器视觉测试就是用机器代替肉眼来做测量和判断.首先采用CCD照相机将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号。图像系统对这些信号进行各种运算来抽取目标的特征,如:面积、长度、数量、位置等。最后,根据预设的容许度和其他条件输出结果,如:尺寸、角度、偏移量、个数、合格/不合格、有/无等。上位机(如PC和PLC)实时获得检测结果后,指挥运动系统或I/O系统执行相应的控制动作(如定位和分类)。
机器视觉是新兴的自动化市场,之所以这么说,主要机器视觉技术实际上就是利用摄像机替代人眼,图像处理软件替代大脑对生产线上产品进行质量检验或识别,它基本上由光源、镜头、摄像机、图像采集卡、图像处理器/软件以及必要的I/O所组成。机器视觉检验具有极高的效率、重复性以及精度,并且在很多情况下是人眼所无法替代的。视觉系统可以快速、准确和高可重复性地自动完成诸如部件测量和检查的工作,这样就可以帮助制造商提高产品质量和生产力。视觉系统在制造过程中的每一步都可以生成有价值的监测数据,这同时也可以帮助控制工程师扩展过程诊断的功能
计算机自动机器视觉的应用大致上可以分成定位、量测、识别、缺陷检测四大类,其中以定位的应用最为广泛。机器视觉系统可以用来检视主机板上的电子组件,也可以用来控制机械手臂,在机械手臂上加装CCD,利用影像辨识的定位,带动机械手臂来做病毒研究、药物混合等.一些高危险性的医疗研究。除了精准之外,对人类的生命也比较有安全保障。
可见机器视觉检测的速度和精确度成为机电子产品检测的新途径,这取决于以下二种类型的糸统所具特征优势。其一为图像采集的系统组件与应用软件,其二为生产车间标准的机器视觉糸统
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

