


当使用氮气作为辅助气体时,样本表面上留下了聚合物基底热分解后的薄层。而使用二氧化碳作为辅助气体时,处理后FRP的表面质量要提高许多。出现这样的结果是由于二氧化碳的冷却质量要好一些。
当使用光纤激光器对FRP材料进行切割时,带来的热损害很少。这是因为激光器的光斑尺寸很小。图1和2显示的是光纤激光器切割表面和带来热损害的SEM图像。从图像上可以清楚地看到热损害被限制在复合材料的单独一层上。
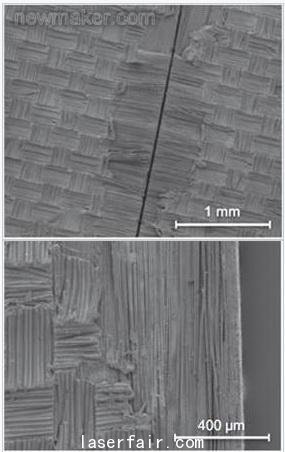
这些结果对于航空和航天工业来说是非常有利的。因为材料的大部分并没有受激光加工影响,因此复合材料依然非常牢固和稳定。
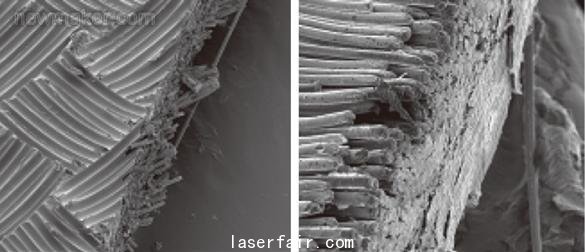
图3显示的是机械切断产生的边缘质量同光纤激光切割相比较的情况。在机械切断的样本上,可以看到复合材料大部分突出纤维,而在激光切割的样本上可以看到光滑的边缘。
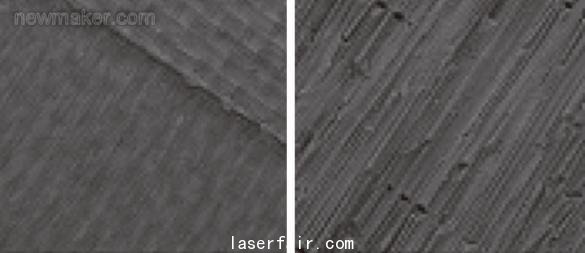
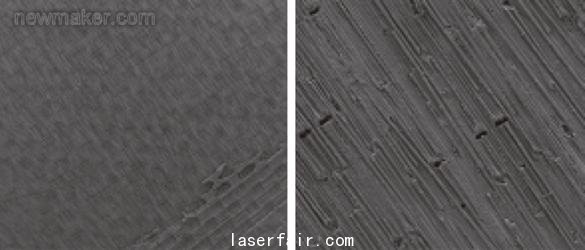
与在切割试验中取得的结果类似,激光铣削试验结果显示,光纤激光器的小光斑尺寸对铣削应用非常有利。激光处理后的纤维并没有热损害的痕迹,SEM高倍放大后可看到基底材料只有轻微的熔化痕迹(图4和图5)。试验结果证实了使用光纤激光器对航空和航天复合材料进行铣削的可能性。
同样还是使用光纤激光器JK200FL在FRP复合材料上环钻2毫米直径的孔。切割试验表明,对于厚度超过1毫米的复合材料来说,试图像处理金属一样来处理复合材料,其切割结果并不让人满意。
因此需要稍大的切口使得材料能够脱离,不让基底粘附在新的切割面上。这种设计的策略称为激光螺旋状钻孔。
与使用Nd:YAG激光器钻出的孔相比,激光螺旋状钻孔的热损害要少一些,表面的边缘质量看上去好一些。顶部表面的回烧量只有几十微米。
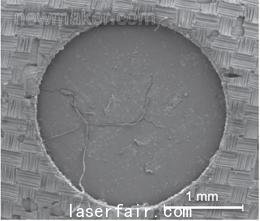
光纤激光器钻孔试验的结果显示,配有扫描头的激光加工中,其加工速度与孔的开放式几何结构相配合,能够减少FRP复合材料表面基底材料的损害。图6显示的是经过激光螺旋状钻孔后的GFRP复合材料的图像。
总结
使用光纤传输的高峰值功率的Nd:YAG激光器和200瓦单模光纤激光器的试验结果表明,激光器能够提供传统技术手段无法提供的加工质量。
热管理是加工FRP复合材料的关键。通过使用如二氧化碳这样的辅助气体,能够极大减少激光光束引起的损害。
使用光纤激光器的试验表明,小光斑尺寸以及随之带来的精细定向热输入对于加工FRP复合材料非常有利。拥有高光束质量、小光斑尺寸以及可选扫描系统的光纤激光器被证明非常适用于加工这些材料。试验结果还表明,激光螺旋状钻孔在今后的航空航天及汽车领域激光加工应用中将扮演重要的角色。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

