




2筛管割缝激光加工装备
复合筛管割缝是用数控激光加工机床来进行加工的。筛管割缝激光加工机床与常规板材激光切割机床相比的最大不同在于它的夹紧分度机构、筛管支撑和拖动装置。夹紧分度机构主要完成加工过程中筛管的旋转和周向定位,筛管支撑和拖动装置主要完成筛管的拖动以及防止筛管的悬伸变形。
常用的数控激光加工机床主要有2种形式:悬臂式和龙门式。悬臂式机床的特点是加工过程中,整个筛管不动,激光切割头沿工件轴线方向做高速移动,切割效率高。机床悬臂为铝合金板材焊接成的框架结构,强度和刚度高,可避免高速移动时运动惯量过大、光斑漂移等弊病:龙门式机床的特点是激光切割头不动,筛管相对于激光切割头进行同转分度和沿轴线方向移动。机床整体刚度好,激光输出稳定。由于筛管长商重,位移速度慢,装卸难度也较大。复合筛管割缝加工常用的是悬臂式机床.
3筛管割缝激光加工工艺
复合防砂筛管的布缝规律是:在轴向,各割缝以一定轴向距均布在筛管同一母线上,形成一列缝,整根筛管均布着几十列割缝。具体加工工艺如下(如图l所示):
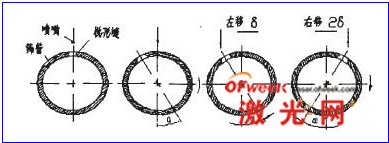
图1激光加工原理图
1)将管体装在支架上,一端由旋转定中器支撑,另一端由数控旋转头夹紧,保证管轴和机床x轴平行;
2)调整激光切割头,使切割头光轴位于过管轴的垂直面内,并使切割头气体喷嘴位于管体最高点处;
3)在机床Z向移动切割头,使焦点位于穿孔位置上,并调整切割头喷嘴与筛管表面的距离到预设值:
4)将筛管逆时针旋转a角a等于梯形缝锥度的I/2),使缝隙的一个梯形面处于竖直位置,切割头向左平移δ=(D/2)Sina-△(D为筛管外径,△是一个工艺调整值,与筛管壁厚、激光输出功率等有关),保证切割头上喷嘴到筛管表面距离保持不变:
5)利用脉冲光在割缝端点打孔将筛管穿透,然后,激光由脉冲变为连续,焦点变化到切割位置,切割头沿筛管轴线方向切割,加工出梯形缝的一个梯形面:
6)切割到设计缝长后。套管顺时针旋转2a角.切割头向左平移2δ,然后沿回程切割出另一个梯形面,加工完成一条完整的梯形缝:7)按照同样的操作,周向复始,便可完成整根筛管的加工。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

