





2 多传感器信息融合智能故障诊断策略
由于单个传感器只能获取局部的信息,对于功能部件多、故障信息复杂的数控机床,需采用多种传感器来获取不同种类、不同状态的信息。多传感器信息融合方法是用多种传感器从多方面探测系统的多种物理量,利用计算机技术对系统运行状态的多传感器信息源进行监测,进而综合运用多种人工智能和现代信号处理方法的各自优点,取长补短,优势互补,实现准确、及时地机械系统运行状态判断。该方法的特点在于,多传感器信息融合系统能有效地利用传感器资源最大限度地获得有关被测对象和状态的信息量。与单一传感器系统相比,多传感器信息集成与融合的优点突出地表现在信息的冗余性、容错性、互补性、实时性和低成本性。将系统中若干个相同类型或不同类型的传感器所提供的相同形式或不同形式、同时刻或不同时刻的测量信息加以分析、处理与综合,得到对被测对象全面、一致的估计。
由于机床功能部件种类复杂,多信号调制和监测信号种类多样性的特点,对机床的动态测控与智能诊断面临被测对象多、分析处理数据量大及诊断过程中时变性、随机性、模糊性等问题,使得单一的故障诊断方法难以对设备运行的故障状态做出准确有效的预示,这是制约其实际应用效果的关键因素。因此,综合运用多信息融合方法和混合智能故障诊断策略,是智能故障辨识的发展趋势。
近年来,国内外研究人员将专家系统、模糊理论、神经网络、聚类分析、进化算法等人工智能方法应用于数控机床的故障诊断中。基于神经网络的智能故障诊断是近年来应用最为广泛的一种方法。目前,此方法的研究主要集中在2个方面:一是把不同的神经网络模型应用到故障诊断中,如采用BP 神经网络、径向基神经网络、概率神经网络和自组织特征映射神经网络等;二是改进现有神经网络学习算法或研究新的算法,以提高故障诊断与预报的准确性和效率。上述方法均具有一定的适用性和局限性,如存在诊断信息不完整、神经网络缺乏故障训练样本、早期故障与严重故障的关系等问题。而且大型复杂数控装备需监测的对象多,分析处理的数据量大,用单一的人工智能方法,难以完成对整个系统运行状况的有效监控。笔者在智能故障诊断方面做了大量的研究工作,深入分析了基于Web的专家系统体系结构,提出基于Java技术的网络专家系统实现方法,提出了基于径向基函数神经网络的故障诊断理论,应用一种Renyi熵测度下基于经验模式分解和最小二乘支持向量机的智能诊断模型。用以进行滚动轴承的故障诊断试验,成功开发了机械设备智能诊断与预测维修系统,并在数控机床、汽轮发电机组等机械设备中投入使用。
网络架构下的具有集成监测一体化嵌入式测试单元的开放结构数控系统
数控机床动态测控与智能诊断应用的搭建
进行动态测控与智能诊断技术的理论研究,最终目标是将这些算法构建在数控机床在线检测平台上,实现加工运行状态的实时检测与诊断。从现有的在线检测设备来看,存在由于体积制约导致的安装复杂性和设备外置性等特点,而定制专用嵌入式监测模块又存在研发周期长、监测功能单一等缺陷,难以适应高档数控系统开放式架构和功能模块可重构的发展需求。特别是对于我国来说,由于国内现有的高端航空制造数控机床基本依赖国外进口,技术壁垒效应导致数控系统开放性较差,实现机床故障诊断预警系统与数控系统集成更加困难。以下阐述了模块化可重构特点的在线检测单元构建方法,该数控系统在线监测构架融合了设备状态监测和智能诊断技术、网络技术、数据库技术和人工智能技术,实现基于网络的数控机床智能诊断和远程维护,代表了数控机床动态测控与智能诊断应用的方向。
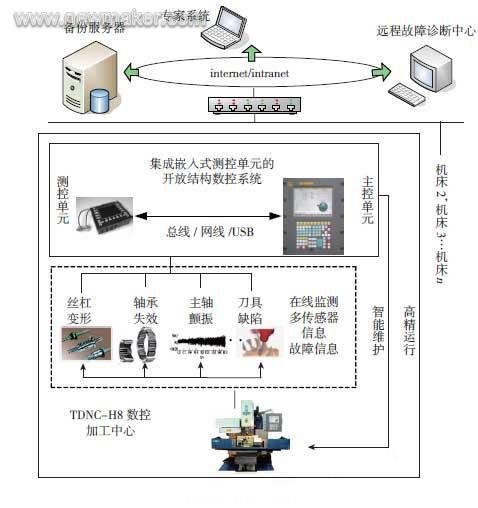
下图为开放式数控系统下具有模块化可重构特点的嵌入式状态监测诊断系统构架,其特点为具有独立于数控系统的中央处理器,在加工过程的在线监测中,状态监测功能模块和数控系统各自独立运行,以确保数控指令的实施和加工状态在线监测功能的实时性。
嵌入式在线监测单元与数控系统的连接采用基于Ethernet数控系统现场总线、Internet网络、USB及串口等多种传输技术的监测信息通用调用接口,实现在线监测单元和数控系统信息的实时传输与交互,构建了弱耦合无缝连接条件下的高速信息传输框架。该信息交互方式的运用强调了数据传输实时性,具有测控单元开放性、可移植性强的特点。
嵌入式在线监测单元与远程网络监控系统的连接采用Internet进行嵌入式,在线监测单元与网络构架下状态监测诊断系统的监测数据上传及故障诊断代码下载等实时性要求不高的信息交互。网络架构下面向复杂设备管理的状态监测与诊断系统采用C/S与B/S的混合架构搭建。该系统提供多种常用的网络数据库供选择( 如Sql Server,Oracle等),整个系统框架可以分为三层网络,包括基于C/S模式的设备状态监测与故障诊断网、基于B/S模式的设备管理信息网以及企业网,并最终构建在企业的ERP系统中。
以数控系统、嵌入式监测单元、远程监控系统为传输协议服务对象的TDNC-Connect传输协议,是建立在通用网络通信协议基础上的基于软件的轻量级通信协议。该协议据对数控系统加工状态的信息反馈,将传输内容及格式分为故障诊断信息数据流传输协议及机床加工状态信息数据流传输协议。故障诊断信息的数据流传输协议采用“工厂—监测单元—测点—监测量”的状态信息描述方法,在嵌入式在线监测单元、数控系统及远程监控系统软件中构建监测信息数据库,实现状态信息型数据的测点信息精确定位。 #p#分页标题#e#
确立监测指标量为小数据流量的故障代码型数据流传输格式,可实时传输至数控系统并进行故障代码的数据库查询,完成小数据高信息量的数据传输。该协议主要包括以下4 部分内容:(1)监测起始数据段:标识监测数据的起始,包括监测日期、监测时间等。(2)监测全局数据段:提供状态的获取参数设置信息,如分析频率、采样点数、增益、总通道数、通道的参数设置。(3)监测信息数据段:监测到的具体机床状态信号、波形。(4)数据结束标识段:标识监测数据包的结束。
机床加工状态信息数据流传输协议:针对机床状态信息反馈过程中故障识别信息建立的传输协议,其传输对象为波形、频谱等实时性要求相对较低的显示型数据信息,可采用TDNC-Connect 机床加工状态信息数据流传输协议格式,确保数据信息的准确率。主要包括以下4 部分内
容:(1)设备信息数据段:机床编号、名称、车间位置、故障发生时间和机床管理人员信息等。(2) 测数据指标数据段:加工状态监测位置测点号、监测数据最大值和报警阈值等。(3)故障机理分析数据段:故障位置、产生原因和发生概率等具体故障诊断结论等。(4)故障维修报表数据段:故障维修具体方案、维修计划、维修报表等。
在线监测单元的构建包括独立的PC104 PLUS总线架构的嵌入式工控主板,自主开发的信号调理模块、数据采集卡、安装在CF卡上的嵌入式操作系统XPE和在线监测软件,作为装备运行状态监测、先进信号处理、故障诊断、智能维护功能和远程监控的数控机床现场端应用平台。该单元实现了其硬件功能设计( 数据采集模块、与数控系统接口、与远程故障诊断中心接口等) 和软件功能(数据采集软件、在线监测软件、与数控系统通讯协议、与远程故障诊断中心通讯协议等) 的集成。测控单元针对在数控机床上构建的力、振动、噪声、温度综合监测信息获取平台,融合多种信号处理及故障诊断的方法,实现了多传感器信息下的诊断与智能维护,确保了数控机床高精高效的运行。同时,通过测控单元或数控系统的网络接口及TDNC-Connect传输协议,使数控系统成为工厂自动化网络中的一个智能节点或终端。促使了多台开放式数控系统与故障诊断网的信息交互、网络化数据管理、专家系统和远程诊断功能的实现。
结束语
多年来,人们在复杂制造系统运行状态检测、故障预警和诊断的技术研究中,进行了加工过程微弱信号特征提取技术、多传感器信息融合混合智能诊断建模和在线监测验证平台搭建的大量研究,已经取得了令人鼓舞的成果。但应该指出的是,动态测控和智能诊断至今还存在误报、漏报以及及时性差等问题,特别是对于已预测到的故障进行智能化实时控制尚需进行进一步研究。深入开展动态测控和智能诊断理论及工程应用研究,对于提升我国航空业整体制造水平,具有重要的意义和工程应用价值。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

