




3 基于Lonworks技术的机器人监控系统
3.1控制网络设计
在制造业的生产过程中,工业机器人加工流程之间需要紧密的配合与协作,因此各机器人之间的通信与传感器数据的共享必不可少,这一性能对生产中出现的异常情况,例如缺料、故障、卡死等的智能化处理尤为重要。传统的集中通信方式存在硬件结构复杂、现场布线困难、不易于扩展能力和实时性差等缺点,难以满足工业机器人高速、精密的协调化加工需要。为此,采用现场总线技术将众多分散的底层传感器和执行器连接起来,各底层控制器和监控级计算机都作为网络结点接入总线,构成具有高速数据通信和信息共享特点的控制网络。在控制网络中,各个控制级的智能结点都将相关的生产数据以网络变量的形式发送到现场总线网络中,监控主机和其它控制级的智能结点都可以根据程序设定对这些数据进行访问并分析处理,从而实现理想的全局监控效果以及各底层工业机器人在加工过程中的良好配合,尤其在生产线中的异常情况处理中,将会发挥重要的作用。对于有高级智能化信息处理功能的机器人和计算机,所有这些实时性数据都为进一步的传感器融合和信息融合创造了条件。
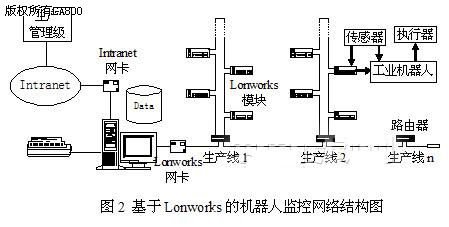
图2是一个制造业生产中应用LonWorks现场总线技术实现机器人联网监控的方案。系统中主干网采用总线式结构,将厂区内各车间与办公楼中的核心监控主机相连;各子网分布于车间内部,均采用环形结构,从而有效地克服网络断线故障带来的影响。每个子网都通过一个相应路由器连接到主干网上,实现与控制网络主机之间的通信。不同监控对象所用的传感 器和执行器类型不同,且分散分布于全厂各处,如采用一般的集散控制方式,很难将之连接在同一系统中,而 Lonworks技术的开放性则能很容易地解决这一问题。生产加工中的各种监测信号分为两路,所获得的两组信号,一组连接在现场的机器人控制器内,实现相对独立的局部控制。另一组监测信号以及生产线上各机器人的控制信号则连接到分布于各车间的智能模块的I/O口上,通过现场总线实现数据的网络传输,以实现对机器人的现场控制与网络遥操作相结合的监控体系。这样,当生产线中出现异常情况时,通过控制网络即可实现对多个机器人之间的工作协调,并进行异常情况的紧急处理;而当现场总线网络出现故障时,相对独立的机器人系统仍然可以正常地工作。
3.2系统监控与管理
经过智能模块的计算和转换,各种现场生产数据通过Lonworks网络送到监控中心的计算机,通过FIX或其它组态软件,以DDE动态数据交换(Dynamic Data Exchange)或ODBC开放式数据库互联 (Open Database Connectivity)接收网上数据,生成数据文件并实时显示,实现对全厂生产现场各机器人的在线监控,并对异常信号还可以进行多媒体的声光报警。FIX组态软件编写的程序还可以对各智能模块的拆卸、断电和故障做出判断并报警。
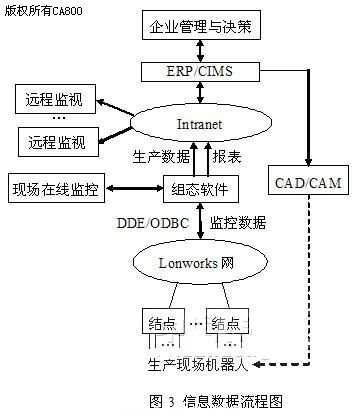
为满足企业信息化管理的需要,可在插有Lonworks网卡的控制网监控主机的内部另外再插一块TCP/IP的企业内部Intranet网卡,利用 FIX或其它组态软件实现企业管理中的生产数据共享。各相关的被授权部门则可通过企业内部网,根据各自的访问权限对生产过程进行远程监视。此外,组态软件还具备有自动生成报表的功能,可生成全厂和各车间的各类报表,各类信息数据都能直接提供给企业的管理人员,并在此基础上构建CIMS或ERP等形式的企业信息化管理系统,用以支持全厂和各车间管理与决策,其数据流向方式如图3所示。
此外,制造业生产的管理具有双重性,根据产品加工过程流程进行的纵向管理,或者根据生产工艺类型和人员配备进行的横向管理。以机器人加工技术为代表的现代化生产线系统具有高度的连续性,从最初的元件或毛坯,经过多个生产环节的逐步的加工和装配,最后形成产品,整个过程前后连贯,其管理模式是纵向的。而另一方面,在同一工厂的不同车间中,各条生产线上都具有处于相同生产环节的机器人设备和操作维护人员,例如每条生产线上都有进料、装配和包装等环节,如果是生产同一种产品,则各生产线中各环节都是平行且相同的。为了以最高效率发挥人力资源,以便于设备的维护和生产的进行,同类生产和技术人员应能够分工管理分布于不同车间中的同一类生产工艺和设备,同时也可以减少生产线维修的备件数量。这样就可以最大限度的减少备用劳动力人员,由每车间一组备用人员精简到全厂多个车间共用较少组的备用人员,也就是横向化管理模式。#p#分页标题#e#
但这种纵横交叉的模式,在一定程度上增加了管理上的难度。应用现场总线这种网络化控制技术,可以很好地解决这一问题。通过FIX组态软件所制作的监控界面,既能按各车间生产线的实际加工过程进行监控,也能够将分布于厂区不同车间内的同类机器人加工过程放置在计算机的同一监控窗口之内,形成一个一体的 “虚拟车间”,使处于不同车间的同类机器人的现场数据可同时显示于这个“车间”的内部,这样就可以灵活的配备生产、技术和维修过程中所需要的人员,并进行高效的生产物流控制,从而提高整体的管理效率。
4 系统软件
4.1现场总线网络系统软件
Lonworks总线具有功能完善的软件平台,包括网络通信管理系统LNS和现场调试工具Lonbuilder等,其通信协议Lontalk采用 ISO/OSI模型的全部七层结构,是直接面向对象的网络协议。在网络系统软件的支持下,用户只需要将网络的拓扑结构模型和各智能模块及其网络变量参数输入到监控主机的配置文件中,整个控制网络即可自行配置并运行。
4.2智能模块编程软件
各智能模块内部神经元芯片中的应用CPU、片内存储器和I/O接口构成现场总线的底层控制体系。应用网络开发语言Neuron C可以在网络的监控主机上编写各智能模块的内部程序,并可通过总线网络对程序进行下载或修改。
4.3监控组态软件
在现场总线的基础上,利用DDE动态数据交换或ODBC开放式数据库互联技术,可通过FIX、组态王等组态软件,开发出面向某特定应用生产现场的系统监控软件,实现对全厂生产现场各机器人的在线监控。同时,组态软件还可实现数据的远传与共享、历史数据显示、报表自动生成、异常情况报警等功能。
4.4企业信息化管理软件
现代制造业企业,一方面应是以机器人应用为特点的高精度、高效率、高质量自动化生产,另一方面应是以计算机集成制造系统CIMS和企业资源计划ERP 等先进管理模式的信息化生产。现场总线技术为生产层数据的网络化传输、存储和共享提供了条件,通过先进数据库软件、CAD/CAM软件、CIMS或ERP 系统软件等,就可使信息化管理深入到从企业最高的管理决策层到最低的生产层中每一个环节。
5 结束语
现场总线技术作为一种先进的、智能的网络化控制技术,基于控制网络构成的分布式智能机器人感知系统,对于提高智能机器人系统的总体协调合作性能与人机交互能力,具有重要的科研价值和现实意义。Lonworks现场总线的高度实时性、可靠性、可扩展能力和容错能力等方面的优点,为智能机器人构造先进的网络集成式全分布控制系统提供了有效途径,是实现CIMS和ERP等先进企业管理系统的重要基础,正成为我国大中型企业实现以信息化带动工业化的主要解决方案。
参考文献:
[1]阳宪惠.现场总线技术及其应用[M].北京:清华大学出版社, 1999.
[2] Intellution Fix User’s Guide. Intellution Co,Ltd, 1999
[3]张建军,葛运建.基于现场总线的分布式智能机器人感知系统研究[J].机器人,2002,vol24,(3)244-247.
[4]刘作军,陈曦.基于现场总线技术的CIMS系统[J].河北工业大学学报,2003(3)52-56.
[5]汪鲁才,戴余兴.基于Lonworks技术的低压智能配电系统[J].低压电器,1999(2)23-25.#p#分页标题#e#
[6]李立.以太网和现场总线在工业中的应用[J].微计算机信息,2001(10)42-43.
[7]汤宇松,刘景泰,卢桂章.利用远程网络技术的机器人遥操作系统分析[J]. 机器人2000,Vol.22 (1)
[8]宋宇,孙茂相.网络环境下基于Agent的多机器人协调与路径规划[J].机器人2000,Vol. 22 (1)
[9]杨育红.LON网络控制技术及应用[M].西安:西安电子科技大学出版社,1999.
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

