




2 系统的硬件结构设计与实现
本系统的硬件结构如图2所示。
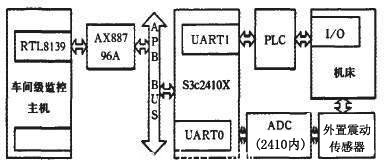
图2 系统硬件结构图
在此系统中,主要部件功能如下:
1)车间级监控主机是本系统的前端工控机,通过RTL8139网卡与后端核心控制模块相连,向控制模块发送对机床的控制命令或程序代码,以及通过控制模块接收来自机床的状态信息,监控主机将接收到的状态信息实时写入数据库,并且可以将必要的状态信息打包,通过互联网发送到远程,进行远程故障诊断。
2)该系统中最核心的部分是基于S3C2410X的嵌入式控制模块,该模块扩展集成了AX88796A网络芯片,通过该芯片与监控主机通信。此外,控制模块内部集成了UART控制器,利用该控制器与机床相连,接收和发送机床状态信息和控制命令。3)机床部分,则由PLC的I/O口接收和发送机床状态信息及控制命令;另外,机床的刀具部分,由外部传感器获得刀具状态,然后将信号发送到嵌入式处理器,再通过ADC将模拟信号转换成数字信号。
3系统软件设计与实现
该系统采用了裁剪和优化后的嵌入式Linux操作系统,使用嵌入式数据库SQLite来存储机床的状态信息,系统具有自动报警等智能功能,能根据特定的报警信号发送控制命令,以保证系统安全运行。系统主要包括收发信号处理、智能控制、串口通信、网口通信等模块,其中信号处理模块、智能控制模块功能如下:
1)收发信号处理模块完成系统主要的功能,包括从前端工控机接收控制命令和程序代码,经过处理后直接发向机床,接收来自机床PLC的状态信息和经机床外置传感器传来的信息,经过处理发送给前端工控机,同时将状态信息实时写入嵌入式数据库SQLite;
2)智能控制模块主要对接受的机床状态信息进行处理,判断是普通状态信息还是报警信息,如果是报警信息则根据不同的报警状态自动发送控制命令到机床,以达到保护机床的目的,此外由于模块内存储器容量有限,使得嵌入式数据库的数据量也有限,本模块还负责对数据库内的数据进行定期清理,删除已经在前端监控主机备份的数据:本模块主要代码如下:
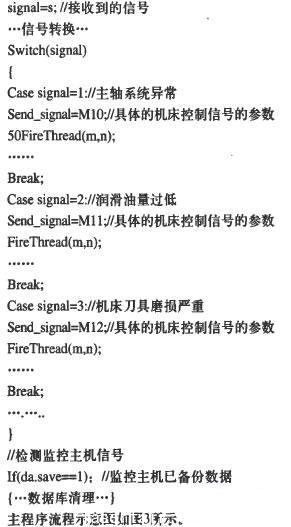
图3 主程序流程示意图
4结论
监控系统开发完成后,与经裁剪的嵌入式Linux操作系统一块烧写到S3C2410开发板中,配置好软硬件环境进行实验,经测试,本系统能完成所设计的各项功能,包括接收机床的状态信息;接收监控主机发送的控制命令并发向机床:实时备份和清理嵌入式数据库;模拟机床报警状态智能发送控制命令到机床等。
本系统是基于嵌入式的数控机床远程监控系统,相比传统工控机有很多优点:
1)在监控范围和兼容性方面,由于本系统采用模块化设计,将核心模块与机床相互独立,即插即用,扩展性强,适合大范围的监控需求:而传统工控机控制模块与机床紧密相关,兼容性不强,扩充不易,系统适用范围较小。
2)在监控和维护方面,本系统可进行远离现场环境的远程监控,甚至能利用前端工控机将机床状态信息发送到互联网,实现网络监控和维护;而传统工控机一般不可能远程维护,甚至大部分都是现场监控和维护,车间环境对工作人员健康影响较大且维护费用较高。
3)在系统成本上,本系统使用的是普通PC机作为前端监控机,价格低,整体系统方案简单,方便审查,建设成本,维护成本和扩展成本低:传统工控机使用的是专门的工作站,建设成本,维护成本和扩展成本很高。另一方面相比传统工控机来说,本系统的硬件升级简单,软件更新方便,界面友好。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

































 关注我们
关注我们

