




随着近几年激光设备的普及,国内市场已经从“我要激光”发展到“为什么要激光”的阶段。如何让激光切割速度更快精度更高就是其中一个永恒的课题。本文通过对高速飞行加工的探讨,介绍了FANUC作为激光器与系统集成供应商,在这方面先进的解决方案与思路。
1、高速飞行机理
1)控制原理:
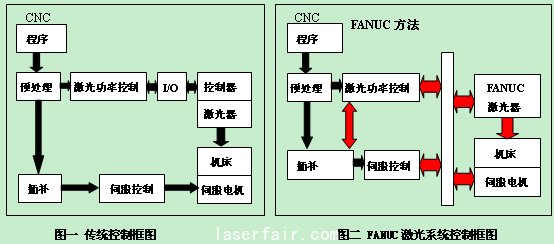
传统控制方法如图一所示,CNC程序经预处理以后,激光功率输出指令与伺服指令分为相互独立的两路,分别进行控制。这样的结果是,在插补程序段执行过程中,如果要穿插激光功率控制,时序上就会不可控。FANUC 激光系统如图二所示,增加了插补和激光功率控制之间的双向通信,使得激光功率可以跟插补周期同步控制。如此,在插补程序段中穿插激光功率控制成为现实。
2)指令传输:
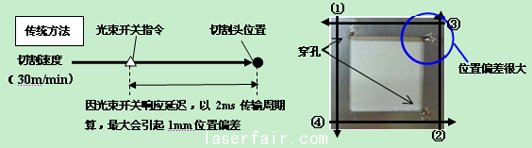
仅仅做到激光功率控制跟插补周期同步,还不足以实现高速飞行。传统方法因使用I/O控制激光器(如图一),指令传输速度慢。低速飞行加工(≤3m/min)尚可达成,高速加工场合,会因为光束开关响应延迟,引起较大的位置偏差。以切割速度30m/min,数据传输周期2ms计算,最大会引起的位置偏差:
△E=30m/min×2ms=1mm
不仅达不到激光切割精度(≤0.1mm),甚至可能造成切割线段不合缝,切割废料不能自行脱落。不仅没有提高效率,反而增加了后道工序。所以,要想顺利进行高速飞行控制,比较可行性的方法是实现激光指令的高速传输及激光器光闸的高速响应。
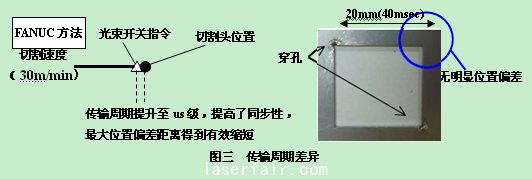
FANUC产品使用光纤传输相关激光数据,缩短了传输周期(ms提升至us级,FANUC专利技术),并采用了高速响应的电子光闸,极大提升了高速切割的精确度。图三所示,两种传输周期条件下,实际切割的样件对比可以印证:2ms传输周期条件下,在切割直线线段相交点处(②与③),位置偏差很大,而传输周期提升至us级后,已无明显偏差。至此,我们才真正实现了高速飞行控制。
2、高速飞行加工样例
飞行加工包括高速飞行加工和低速飞行加工,他们的工艺理念是一样的:在加工过程中,以连贯线为主,尽量避免出现拐角轨迹,进而减少加减速的次数,提高加工效率。下面根据高速飞行切割与高速飞行打标样例的加工轨迹,简单介绍飞行加工的应用方法。
1)高速飞行切割
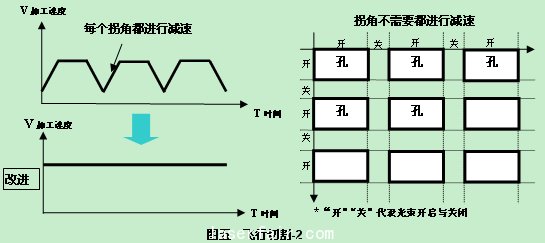
图四所示零件有大量的规整方孔,横向7排,纵向7列,共49个。按传统方法,需要对每个方孔单独切割,在每个拐角都需要加减速,耗时较长。按一个方孔4次加减速算,共需要196次。采用飞行加工,轨迹可以改成纵向14条和横向14条直线线段,加减速减少到28次,大大减少了加工耗时。
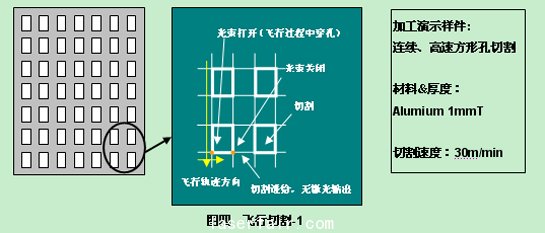
图五(右)所示,飞行切割进给过程中,速度保持恒定,通过控制光束的开关,分别达到切割与快移的目的。图五(左)所示V-T曲线可见,因为以长直线线段代替了拐角轨迹,无需加减速,所以保证了恒定高速切割。
2)高速飞行打标
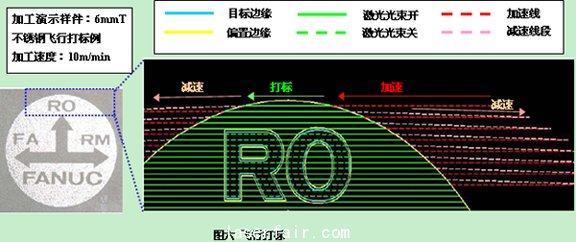
图六所示为高速飞行打标样例,在高速飞行加工应用中比较有代表性。加工的要求是在不锈钢板材上进行明文打标。实际加工过程中,整个图形被分成N条直线线段,每条线段均通过飞行加工的方法来实现高速打标。因为激光指令的高速传输及激光器光闸的高速响应,实现了恒速率稳定高精打标。
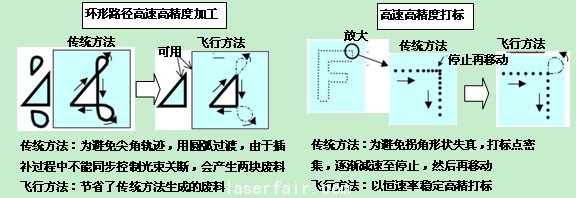
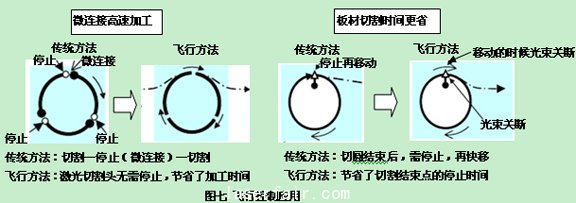
3、飞行加工应用
市场上有一种误区认识,认为飞行控制只能应用于特定形状,比如方形孔或者扇形孔的常规排列,而实际上任何形状的工件均可应用飞行控制方法。在加工过程中,我们需要灵活掌握。下面介绍了几种典型的应用场合,以供参考。
4、结束语:
高可靠性、高效率的激光设备能给企业带来竞争力,而激光设备的高可靠性、高效率不仅来源于激光器、控制系统、驱动系统以及激光头这样的核心部件,更来源于这几项技术的完美匹配。FANUC一体化提供激光器、控制系统与驱动系统,在这方面具有先进、独到、成熟的集成经验。也正是得益于三者的无缝结合,才展现出如此“飞”的艺术。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

