






焊接机器人作为现代制造业的主体装备成员,在工业生产现场得到了广泛的应用。然而,由于受关节自由度和作业可达空间的限制,单一的通用焊接机器人所能完成的焊接任务是十分有限的,所以在面对复杂焊接任务的生产环节,比如汽车底盘和车身的生产,就不得不用大量的焊接机器人来协同完成,于是我们就看到数十台甚至上百台焊接机器人同时工作在同一生产线上的壮观场面。其实,这既是工业生产现代化的写照,也是单一焊接机器人能力局限的结果。
焊接机器人技术的发展,从宏观上讲大体是两个方向。一是从焊接过程的质量控制,比如提高焊缝跟踪轨迹精度等,从焊接工艺的角度来提高焊接质量。二是焊接机器人作业能力的拓展,变位机就属于这一类。本质上变位机是焊接机器人关节自由度的拓展和作业空间的延伸。变位机的应用使得单台焊接机器人的作业灵活性更强,焊接工件的尺寸理论上也不再受限于机器人自身的作业空间。变位机的出现很大程度上弥补了过去焊接作业中的种种局限性。可以说,变位机已经成为焊接机器人突破自身局限的新支点。毫无疑问,变位机成功应用的关键是与焊接机器人的协调控制,通俗地讲,就是两者之间的有效配合。
变位机系统的基本组成和国内生产基本状况
长期以来,由于制造业发展水平的差异和相关研究的薄弱,迄今没有专门著作去研究焊接变位机的定义和分类,因此对其的称谓和功能分类也各有不同。为此,我们需要赋予焊接变位机一个专业的定义,即用来拖动待焊工件,使其待焊焊缝运动至理想位置进行施焊作业的设备。具体而言,焊接变位机可以通过回转变位或直线变位运动,使加载工件的任意方位待焊焊缝,根据具体焊接需要,快速变为船脚焊、平焊成平角焊的施焊作业,从而改变了可能需要立焊、仰焊等难以保证焊接质量的施焊作业。
现在我国生产变位机的厂家不少,大都不成规模,基本都是作为焊接辅机,和焊接机器人配套生产,以变位机为主导产品的企业尚未形成。国产变位机按运动功能主要分全双回转式、倾翻-回转式、单回转式变位机。其中全双回转式包括L、H(双座)、C型双回转式;而单回转式焊接变位机主要包括:双座单回转式、双座单回转尾架移动式、单座单回转等三种类型。变位机的基本性能要求包括承载量、定位精度、最大扭矩输出、调速范围、以及精准角度设置等,目前重型变位机承载量可在5000Kg以上,最大扭矩输出可达18000KN,焊接旋转角可以在0-360°之间任意顺、逆时针设定。高精度变位机一般采用步进电机或伺服电机控制,其本体精度保证依赖于步进电机驱动器,而与机器人主体部分协调配合好坏是焊接系统工作精度高低的决定因素。
生产焊接变位机的主要国内厂家有济南焊达机械有限公司、无锡市阳通机械设备有限公司、杭州凯尔达机器人有限公司、威达自动化焊接设备公司等单位,其生产的变位机在国内占有较大的市场。
焊接机器人和变位机协调运动控制系统设技
作为焊接机器人和变位机的协调运动控制的解决方案,我们通常会将变位机和机器人作为一个整体,采用一个具有协调控制功能的控制系统来统一控制,这是一种行之有效的开发方法。然而,不少企业因为之前配置了大量焊接机器人,将原有的单机器人系统改造成具有与独立变位机协调运动的作业系统,就成为了企业的现实需求。因此前述的设计方法对于改造早期的封闭式单机器人应用系统并不适用,能否设计一种方法解决二者之间的协调问题,成为当今焊接机器人研究的热点。
1. 针对焊接机器人和变位机整机系统的运动控制设计
将焊接机器人和变位机视为整机系统开发出配套的专用控制器,可以提高设计效率,获得较好的协同作业效果。在几家研究单位中,浙江大学机器人研究中心长期致力于工业机器人领域通用运动控制器的设计研发,目前已开发出第三代多轴运动控制器MAMC 3.0,其基于DSP和CPLD的开放式架构可以满足通用型焊接机器人多轴联动的控制场合,并且控制器扩展出的接口可用于变位机伺服控制。该产品将计划产业推广。其硬件架构如图2所示。
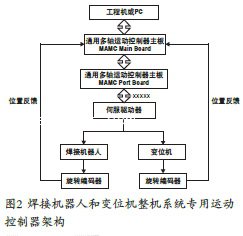
在这套控制系统中,由工控机负责统一协调规划,完成任务的分配和调度。运动控制由焊接机器人和变位电机的下层伺服驱动器、光电编码器构成位置闭环来实现。系统工作的状态将会通过运动控制器反馈,实时显示在工控机显示界面上。得益于开放式的软硬件架构,操作者可以方便的通过更改相关程序实现不同的配置策略,如具体控制轴数、轨迹规划策略以及运动控制策略等。目前,诸多科研单位对焊接机器人系统运动控制做了深入研究并得出一系列重要成果,如果从开始阶段就实现基于开放式架构的集成化控制系统,无疑是给这些研究成果创造了一个方便转化的平台。通过这种集成化的专业控制系统,可以在焊接初始时期预先规划好焊接机器人和变位机的运动轨迹,使得在作业工程中实现二者良好的配合。

目前,具有机器人自动焊接系统生产资质的国内厂家大多采取该设计方案。以杭州凯尔达机器人有限公司生产的焊接机器人系统为例,其变位机控制和焊接机器人本体是由同一个控制系统实现控制。目前该公司研制有单轴变位机和双轴变位机,并应用与工件边焊接边变位,可适应环焊缝,复杂空间焊缝的要求。
2.针对焊接机器人和变位机独立的运动控制器设计
对于已购置成品工业机器人的企业,由于是封闭式的控制系统,除非购置同样厂家的变位机,否则很难和其他厂家的变位机实现统一控制。因此,客观上需要我们去采用独立式控制方法,分别控制焊接机器人本体和变位机的运动。为保证焊接精度的要求,必须要将焊接机器人和变位机的相对位置精度限定在一个极小的范围内。硬件架构如图4所示。
 #p#分页标题#e#
#p#分页标题#e#
针对这种设计目标的一般方法是:焊接加工前,通过焊接机器人内建的注信息功能创建和保存运动类型和变位机速度,并在变位机控制器上另建文件保存与焊接机器人对应的变位机位置信息,然后在加工前按照上述的控制方法生成焊接机器人和变位机的加工文件。执行焊接工作时,分别由机器人和变位机控制器解析执行。这种设计方法的基础在于求解工件焊接轨迹在用户坐标系下的位置。在焊接前,先要建立用户坐标系,确定变位机相对于焊接机器人的位置,然后求得焊缝轨迹在该坐标系下的表达式,最后确定变位机运动控制函数,并由机器人和变位机的运动关系求得机器人的空间运动轨迹。因为焊接机器人和变位机采用的是两套不同的控制系统,要保证协同作业还需要统一的时钟触发,这点应该在硬件系统控制中予以实现,如统一这两个系统的指令信号时钟,实现同步触发。此外,在示教过程中,示教文件和加工文件的文件结构设计亦不容轻视。
除了变位机运动控制算法的建立,变位机运动轨迹的圆滑度和机器人配合运动的复杂度也同样重要。为使变位机运动保持运动的平稳性,需要利用高级插值算法对变位机示教点做拟合,实现圆滑过渡。另外可以采用小线段拟合的方法,这样可以将机器人空间运动轨迹分割成一个个小的线段。这样就大大减少了焊机器人所需的控制点数,有利于实现二者协同工作。
国内在对分离式变位机的相关研究直到近期才逐渐开始,高性能的变位机目前还不普及,大多数现场应用的变位机只能实现简单的、基本的预设动作,复杂焊接轨迹的协调运动还未在大规模工业加工场合中实现。
总结和展望
在我国,变位机是个相对“年轻”的产品,它对焊接工业来说是不可或缺的,以焊接机器人为核心,集成变位机等设备的焊接加工系统大大提高了我国工业制造的效率。同时,这种集成性设备的关键技术,也是进一步提高我国焊接装备制造以及焊接加工工艺水平所必须突破的。在这些技术当中,焊接机器人本体和变位机协调控制技术具有突出的应用价值,它使需要立焊、仰焊等难以保证焊接质量的施焊操作成为可能,从而保证了焊接质量,提高了焊接生产率和生产过程的安全性。
在未来的焊接机器人系统发展中,变位机协调控制技术的实现和普及需要广大科研单位和制造企业共同推动,其必将成为中国焊接机器人系统发展的新支点。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

