




摘要:叙述了激光核聚变、大型非球面和共形光学零件的超精密加工技术;将超精密切削、磨削、计算机数控抛光和连续抛光技术结合起来,成功地应用于激光核聚变光学零件的超精密、批量制造;分析了研制大型非球面光学零件超精密加工装置应该解决的关键问题,并提出了解决方法。
关键词:光学零件 非球面 共形光学 超精密加工
超精密加工技术广泛应用于国家重大型号工程,例如激光核聚变磷酸二氢钾( Potassium Dihydrogen Phosphate ,KDP) 晶体及聚焦透镜,航天某型号大型平面反射镜,国家重点型号大型抛物面镜以及大天区面积多目标光纤光谱天文望远镜( The Large Sky Area Multi-Object Fiber Spect roscopic Telescope , LAM-OST) ,国家重大科学工程中的反射镜等。为获得高质量影像,缩小体积,减轻重量,很多武器装备都采用非球面光学零件;为进一步提高视场与分辨率的发展需要,光学零件的尺寸也愈来愈大;为减小武器的运动阻力及提高武器的隐身性能,现有的发展趋势是使用共形光学(Conformal Optics) 零件代替球面光学零件。
1 激光核聚变光学零件超精密加工技术
我国正在研制的激光核聚变装置需要大量的高精度、大口径光学元件,要按期、保质、保量地制造这些光学元件,必须突破现有的工艺水平,采用高效的先进光学制造技术。借鉴美国国家点火装置(National Ignition Facility ,NIF) 的经验,结合我国的实际情况,将超精密加工技术应用到激光核聚变光学元件的精密制造中。
1.1 大口径平面光学元件超精密加工
激光核聚变装置中的光学元件大多数是矩形、方形或多边形的,同圆形元件相比,这些元件的加工具有明显的边缘效应(特别是角上) 。就目前的技术水平而言,要达到工程所要求的透射波前( P - V 值( Peak to Valley ,即峰- 谷值) , λ/ 6 ) 和反射波前( P - V 值,λ/ 4) 是比较困难的,必须采用先进制造技术。
大量试验证明,电解在线修整磨削法( Elect rolytic In-Process Dressing ,EL ID) 的生产效率明显高于传统研磨工艺,该工序有望取代传统抛光前的粗加工———铣磨和粗抛,唯一的缺点是精度略低(相对于精密抛光) 。
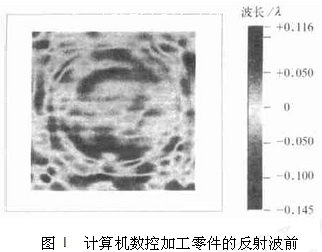
使用小工具数控抛光加工340 mm ×340 mm ×60 mm的平面反射镜,初始反射波前误差为3. 5λ( P -V 值,λ = 0. 632 8μm) ,经过仅30 h 的抛光,反射波前误差P - V 值收敛至0. 26λ ,均方根值为0. 035 λ ,如图1 所示(图中标尺列出的“+ 、- ”值应当用不同的色彩表示,黑白照无法区分,只是一个示意图) 。从图中明显地看到通常所说的“碎带”误差,在强激光系统中,这种高频误差必须严格控制。因此这种工艺方法不能作为强激光系统光学元件的最终加工。
在试验过程中发现,利用连续抛光技术加工的大口径光学元件的精度能够满足工程要求,但存在的问题是加工周期长,对人的依赖性太强。
上述3 种技术各有优缺点,都不能单独满足工程的需要。将这3 种技术合理地结合起来,发挥各自的优势,就能够满足工程的需要。具体思路是首先采用EL ID 磨削技术,将光学元件毛坯精密磨削到1λ以内;然后用数控加工机床修正局部误差,将光学元件加工到工程所要求的面形精度;最后使用大型环抛机,将光学元件精密抛光至工程要求,这一工序主要解决表面粗糙度和波纹度的问题。
1.2 KDP 晶体超精密加工
激光核聚变KDP 晶体加工通常采用超精密切削的方法,NIF 装置中KDP 晶体尺寸是450 mm ×450mm ,透射波前是λ/ 4 。我国现在还没有能加工出这个精度的机床,而且KDP 晶体不能像其他光学元件那样采用手工修研的办法来加工,所以必须研制自己的KDP 晶体超精密加工机床。图2 是240 mm ×240 mmKDP 晶体的加工样品,从图中可以看出明显的加工痕迹,这种刀痕给晶体的透射波前添加了小尺寸的周期性扰动,是必须抑制的制造误差。笔者经过研究认为主要是由工作台和进给丝杆之间的传递误差引起的。研制新机床时,一定要研制新的进给驱动系统,以减少KDP 晶体的波纹度。

1.3 方形非球面透镜超精密加工
大口径方形非球面透镜的高精度加工一直是光学加工领域的重大难题,国内仅有少数单位从事这方面的研究,积累的经验及技术较少,仅能满足单件生产的需要。为了解决方形非球面透镜的加工问题,我们从以下3 方面进行研究:
(1) 按传统方法加工以方形透镜对角线为直径大小的圆形透镜,透镜满足工程技术要求后,再切割成所需尺寸的方形透镜(即先加工后切割) 。
(2) 将满足尺寸要求的方形材料拼合粘接成圆形工件后,按圆形非球面透镜加工方法加工到满足工程指标要求后脱胶,得到要求的方形透镜(即先切割后加工) 。
(3) 因为方形非球面透镜不能用手工方法修磨,所以必须采用先进的制造技术———计算机控制光学表面成形技术,根据定量测量的面形数据,建立加工过程的控制模型,并在工件表面精确定位后,通过控制材料的去除量实现光学元件表面的精密加工。
2 大型光学零件超精密加工技术
2.1 研究工作现状
超精密加工分两大类:一类采用运动复印原理,另一类采用压力复印原理。基于运动复印原理的超精密机床有美国的大型光学零件金刚石立式车床(LODTM) 和英国的超精密大型CNC 光学零件磨床(OAGM2500) ;基于压力复印原理的技术有计算机控制光学表面(CCOS) 成形技术,1994 年Tinsley 公司与Itek、Eastern - Kodak 等公司合作,利用CCOS 技术完成了对哈勃望远镜主镜的修复工作,加工出的非球面校正镜修正了主镜制造过程中的误差,提高了成像质量。我国大型非球面的加工能力与发达国家相比有较大差距,目前,大多数大型非球面光学元件用经典研磨抛光的方法制造。长春光机所研制了FSGJ - 1 型数控非球面光学加工中心,它集铣磨成形、磨边、精磨抛光和检测于一体,最大加工直径为800 mm ,面形误差小于30 nm ( 均方根值) , 表面粗糙度值小于Ra 2nm。
2.2 超精密切削和磨削
根据国家武器、背景项目及将来型号发展的需求,我国正集中全国有优势的单位联合攻关,研制大型非球曲面超精密加工装置,装置具有金刚石车削、铣削、磨削和检测功能。金刚石车削装置用于加工各种金属反射镜;超精密铣削装置主要用于核聚变KDP 晶体和铍镜等平面类零件的加工;超精密磨削装置用于强激光装置中大型非球面的加工。#p#分页标题#e#
在设计机床时,需要根据机床最终加工工件的精度要求,合理分配各部件的精度。因为工件尺寸大,热量引起的变形将严重影响装置的总体精度,所以一方面要在装置的关键部件,特别是发热源处,加恒温水(或油) 冷却并进行温度控制,以减少热变形的影响;另一方面可采用误差补偿技术,以提高机床精度,这样便能适当降低机床零部件的设计精度。
对于大口径光学元件,必须考虑支撑方式和重力变形引起的误差,利用有限元分析技术研究支撑方式及重力变形对加工精度的影响。
在设计超精密铣削时,必须考虑以下几个问题:
(1) KDP 晶体的特殊加工要求,根据晶体的各向异性特点,确定正确的加工方式; (2) 正确理解透射波前的概念,根据工件的透射波前,确定合适的机床零部件精度; (3) 为解决KDP 晶体加工过程中出现的扰动(见图2) ,在设计机床时要合理设计机床的驱动机构。
2.3 超精密计算机控制抛光
超精密EL ID 磨削技术和计算机控制抛光技术相结合,可以解决大型玻璃非球面零件的超精密加工问题。为了同上述大型非球曲面超精密加工装置相配套,我国正在研制五轴联动的计算机控制抛光装置,装置的最大加工直径为1 300 mm ,主要用于解决大型光学零件的最终抛光问题,面形精度为λ/ 20 (均方根值) ,表面粗糙度值为Ra 1 nm。
在超精密加工领域,可以说如果没有先进的检测技术就没有超精密加工技术。我国以前从国外引进的设备就是由于检测装置的不配套,没有发挥原引进设备的优越性。CCOS 技术优越于传统手工加工的重要标志就是它有定量的检测结果作为指导,所以必须研究超精密抛光用在线定量检测技术,检测系统的精度为λ/ 40 。
数控抛光由于使用了比被加工元件外形尺寸小得多的抛光磨头,被加工表面呈现出不同于传统方法加工表面的特征,表面面形中包含了较多的中高频成分(从图1 中可以明显地看出) ,所以应该重点研究抛光磨头的轨迹规划和加工工艺的优化,以降低被加工表面中的中高频误差。由于被加工工件的尺寸太大,需要研究被加工零件本身重量对工件精度的影响。
3 共形光学元件超精密加工技术
最近美国发现一种高性能任意形状的光学零件,比球面、平面、轻度非球面具有更好的空气动力性能,它就是共形光学零件。共形光学指的是设计、制造和使用既不是平面也不是球面的光学窗口和整流罩,包括轴对称和非轴对称零件,以及与非球面、球面、圆柱面、圆锥面、平面和尖顶形状组合的零件。
飞机的光学窗口和导弹上的整流罩安装有光学系统,用于导航、跟踪和侦察,其形状一般为球面和平面,这有一定的阻力。以前,设计师对此没有别的选择,但现在可以采用共形光学零件,它能够优化飞机外形以符合动力性能要求,显著减小阻力;同时能优化飞机形状,以使雷达上的(或用其他方法检测出的) 反射截面积最小,从而具有更好的隐身性能;共形光学元件替代球面光学窗口还能够提供大的视场。
美国为了加工这种新型光学零件,专门研制了新的超精密机床Nanotech 500FG,该机床是一计算机数控、多轴、超精密加工系统,能够加工任意形状的共形光学表面,加工工件的最大尺寸为250 mm ×250 mm×300 mm。机床具有多轴磨削和金刚石车削的能力,能够加工大离轴扇形零件,实现了延性方式超精密磨削(Ductile Grinding) ,加工工件具有光学表面质量,通常很少需要或不需要后续抛光。为了同该机床配套,还使用了磁流体抛光(MRF) 技术和可测量自由曲面的纳米级测量精度的坐标测量机。使用该机床能够直接磨削出共形光学零件,加工零件的面形精度优于0. 375μm( P - V 值) ,表面粗糙度优于Ra0. 002 7μm。
4 我国超精密加工技术的发展方向
国内从20 世纪80 年代初开始超精密加工技术的研究,先后从国外引进了Taylor Hopson 公司的超精密机床MSG- 325 、Nanoform 300 和Nanoform 250 ;同时北京机床研究所、北京航空精密制造研究所、哈尔滨工业大学等单位相继研制成功超精密机床;长春光机所研制了FSGJ - 1 数控非球面光学加工中心。但总体来说与世界先进水平还有一定差距,所以现正集中全国力量攻关,研制大型光学零件超精密加工装置。
超精密加工技术的一个发展方向是大型非球面零件超精密加工;另一发展方向是共形光学零件超精密加工,它广泛应用于国防工业,能够大大提升武器的综合性能,而能够加工共形光学元件的超精密机床,国外对我国是禁运的。所以为提高我国超精密加工技术水平,满足航空、航天、武器等国防现代化的需要,必须研制自己的下一代共形光学元件超精密加工机床。
转载请注明出处。


 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读





















 关注我们
关注我们

