






激光焊接是一种先进的材料加工方式,以速度快、熔深大、变形小、精度高等优点,被广泛应用于各行各业。然而,激光在焊接应用中依然存在一些不足之处,如对工件精度要求高、热循环时间快、易产生裂纹跟气孔等。激光复合焊很好地解决了这一难题,它结合了激光与传统焊接方式各自的优点,逐渐发展成为一种先进的材料连接技术,成为科研工作者研究的方向。与激光焊相比,可增大间隙装配余度和热效应,扩大了激光焊得应用范围,与电弧焊相比,可提高电弧的稳定性和功率密度,从而进一步提高焊缝熔深及焊接速度,改善焊接质量。光纤激光器作为新一代激光器的代表,开展光纤激光器激光复合焊技术研究具有必要性和前瞻性。本研究建立了一套光纤激光器-TIG 复合焊接
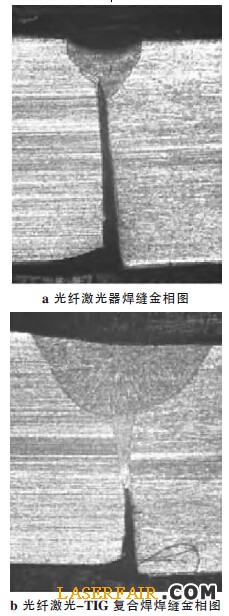
图3 光纤激光及光纤激光-TIG 复合焊焊接有间隙工件焊缝金相图对比
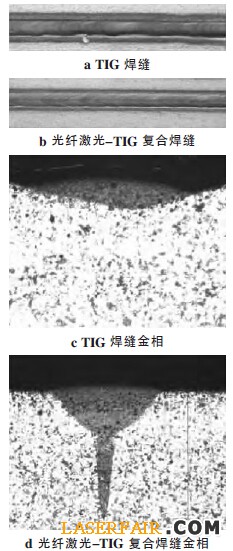
图4 TIG 焊与光纤激光-TIG 复合焊对比
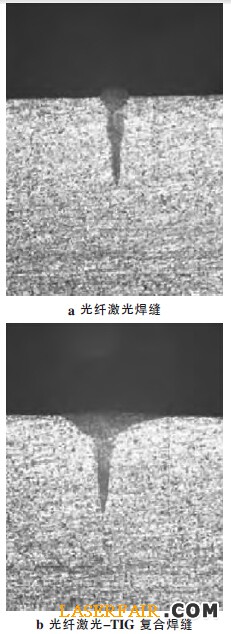
图5 光纤激光与光纤激光-TIG 复合焊的金相图对比
系统,初步验证了光纤激光-TIG 复合焊接的可行性及其性能。
1 实验材料及设备
试验采用德国IPG 公司生产的YLR-500 单模光纤激光器,如图1 所示,激光功率500 W,TIG焊接机采用日本松下TIG 焊机,并使用自制的激光-TIG复合焊头及三维工作平台进行焊接试验,工作台及复合焊头如图2 所示。
2 复合焊对间隙的适应性
光纤激光器是一种高光束质量的光源,相对于传统激光光源,光纤激光器的光斑更小,在焊接有间隙的工件时,对工件间隙的敏感程度更高。在有间隙情况下光纤激光器以及光纤激光-TIG 复合焊焊缝的金相对比如图3 所示。
图3 光纤激光及光纤激光-TIG 复合焊焊接有间隙工件焊缝金相图对比
激光-TIG 复合焊相对于单独激光焊,焊接熔深增加了近两倍,并且焊缝凹陷减小,更加饱满,很好的展示了光纤激光-TIG 复合焊对工件间隙的适应能力。光纤激光-TIG 复合焊接技术引入了电弧热源,扩大了热作用范围,熔化金属增多,桥接能力增强,降低了对工件装配精度的要求,减小了激光焊接技术应用成本,改善了焊缝质量,增加了光纤激光焊接技术的应用范围。
3 复合焊对焊接稳定性的影响
单独TIG 焊接易受到环境因素的影响,尤其是在焊接速度较快时,容易出现咬边、驼峰等焊接缺陷,而激光-TIG 复合焊接时,光致等离子体使得电弧稳定燃烧并吸引电弧,即使在高速焊接时也不易发生电弧漂移或拉断现象。
图4 TIG 焊与光纤激光-TIG 复合焊对比
TIG 焊接以及光纤激光-TIG 复合焊接的焊缝及金相对比如图4 所示,在不锈钢表面进行堆焊,其中TIG 焊接机的参数设定一致,从结果来看,光纤激光-TIG 复合焊引入激光后能够明显改善焊缝咬边等成形情况,增加焊接的稳定性。
4 复合焊对焊接熔深的影响
由于两种热源的相互作用和影响,复合焊接的熔深要大于单纯激光或TIG 焊接。有研究表明,激光电弧复合焊中的电弧能够稀释光致等离子云,减小其对激光的影响,同时电弧对工件具有一定的预热作用,进一步提高了激光的吸收率并增加了焊接熔深;另外激光对电弧的聚焦、引导作用使得电弧稳定性和效率提升,也有利于增加焊接熔深。
图5 光纤激光与光纤激光-TIG 复合焊的金相图对比
光纤激光以及光纤激光-TIG 复合焊接焊缝的金相对比如图5 所示,试验中激光器的各项参数保持不变,在304 不锈钢表面进行堆焊试验。试验结果表明复合焊的熔深比激光焊接增加了10%。激光电弧复合焊接过程是一个高度复杂的非线性过程,各热源的焊接参数、空间姿态和位置等都会对焊接效果产生影响,有时甚至出现相互抑制的情况。因此,深入开展激光电弧复合焊接技术的研究,尤其是针对光纤激光器等成规模应用的先进光源的复合焊接技术研究,深化对复合焊接机理的认识,具有重要的现实意义和广阔的发展前景。
5 结论
(1)通过实验证明,光纤激光-TIG 复合焊接技术提高了对工件间隙的适应能力,改善了光纤激光焊接对间隙等工件装配精度过于敏感的特性。
(2)光纤激光-TIG 复合焊接技术较好的抑制了焊缝咬边等缺陷的出现,增加了焊接过程的稳定性。
(3)研究了光纤激光-TIG 复合焊接技术对焊接熔深产生的影响,两种热源交互作用,在一定程度上提高了焊接熔深。
(4)光纤激光器目前正在逐步普及,对于光纤激光-TIG 复合焊接技术,尤其是相关工艺和复合机理的研究较少,还需投入精力进行深入研究和大力推广。
转载请注明出处。

 相关文章
相关文章
 热门资讯
热门资讯
 精彩导读
精彩导读

























 关注我们
关注我们

